我国空调用制冷剂回收再生的机遇与挑战
2021-04-17 06:39:12王双双江天乐王海鹰
制冷学报 2021年2期
宓 宏 王双双 江天乐 王 月 邬 昕 王海鹰
(1 浙江衢州联州致冷剂有限公司 衢州 324000;2 同济大学机械与能源工程学院 制冷与低温工程研究所 上海 201804)
《蒙特利尔议定书基加利修正案》规定,包括中国在内的大多数发展中国家制冷剂削减时间表为:2024年开始冻结在基线以下,2029年削减基线年的10%,2035年削减30%,2040年削减50%,2045年削减80%。其中,基线值为以CO2当量为单位的100%的HFC基线年(2020—2022年)3年均值加65%HCFC基线年值[1]。目前,我国针对R22制冷剂采用生产和使用配额制政策[2],2019年R22的产量为26.68吨,相比2018年削减3%。HCFCs类制冷剂主要采用R134a、R407C、R410A等HFCs进行替代[3]。对已使用过的制冷剂进行回收再生处理,可以减少削减制冷剂生产配额产生的影响[4]。在家用、商用和车用空调领域,欧洲、北美、日本于20世纪已经出台了制冷剂回收、净化的标准及政策[5],制冷剂年回收量均超过1 000吨[6]。我国先后在2008年和2010年,出台了对家电和汽车空调领域制冷剂回收、净化的政策。截至2017年,我国家电行业制冷剂年回收量已超过300吨。2019年,方文敏等[7]对上海地区制冷空调行业的调研显示,上海200余家企业中,有91家对生产及使用过程中的制冷剂进行了回收,制定了回收制冷剂相关规定的有70家,但对回收后制冷剂进行登记的仅有48家。我国制冷剂回收、再生的比例还很低。
本文基于对国内外空调用制冷剂回收、净化的发展现状,回收、净化原理与设备,以及再生制冷剂相关杂质含量测定方法与标准的调研分析,提出我国制冷剂回收、再生所面临的机遇与挑战,并尝试探讨一种适合制冷剂回收再生过程的制冷剂气候性能评估指标。
1 制冷剂回收再生国外标准
欧洲及北美的一些发达国家,在1990年就制定了车用、家用及商用空调设备及所用制冷剂的回收、净化和再生相关标准;韩国、日本等亚洲国家也有相关标准。标准最为齐全的是美国机动车工程师学会(Society of Automotive Engineers,SAE),共制定了49项相关标准,美国空调、采暖和制冷学会(The Air-conditioning,Heating,and Refrigeration Institute,AHRI)标准较新,涉及制冷剂回收规范、制冷剂容器规范等。主要相关标准如表1所示。
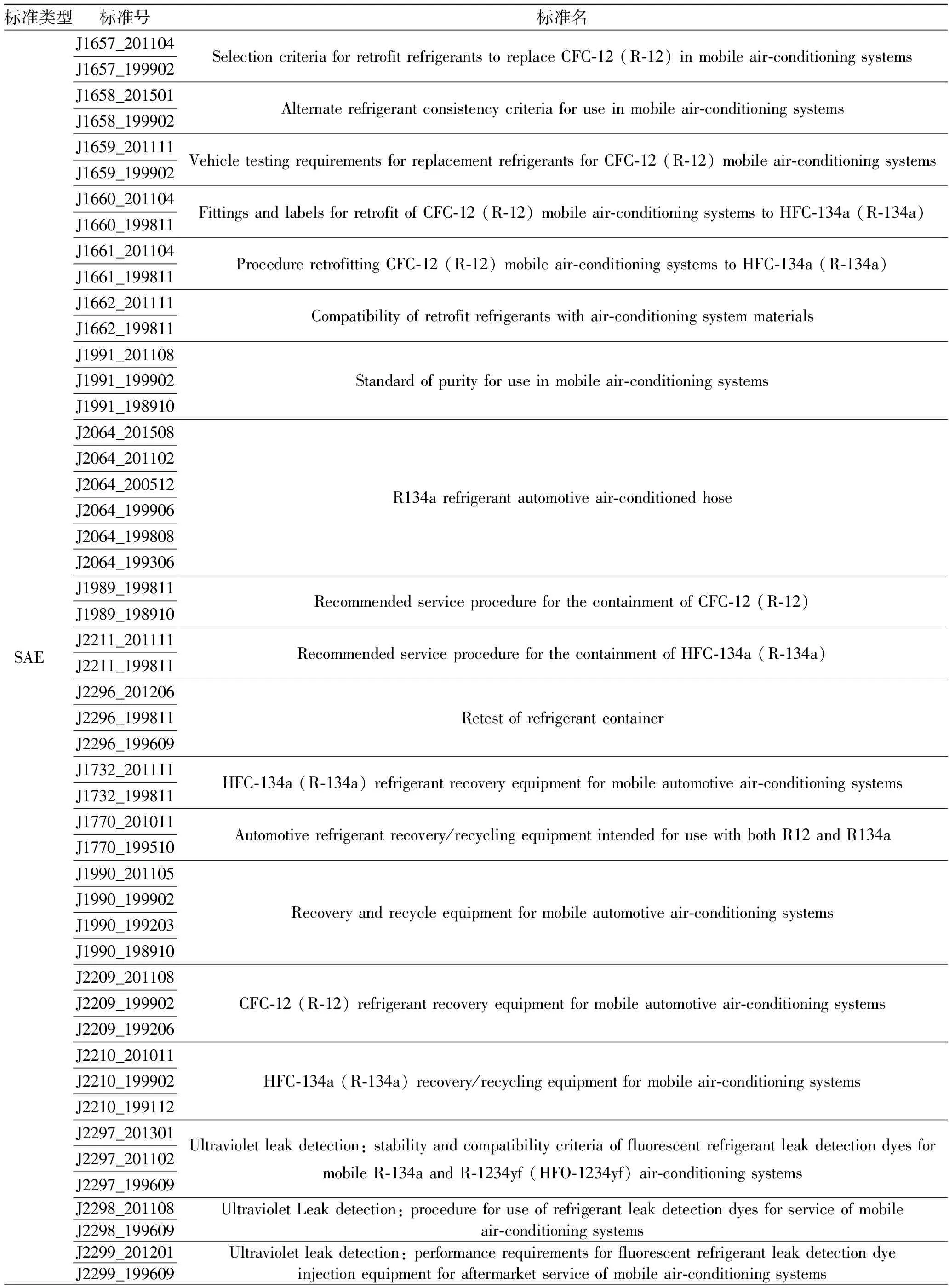
表1 国外制冷剂回收、再利用相关标准
最新修订的标准,大多发布在2016年之后,标准细则及附录定期更新。英国标准学会(British Standards Institution,BSI)在1980年就对卤代烃的取样和测定制定了11项标准。美国保险商实验所(Underwriters Laboratories,UL)、国际标准组织(International Organization for Standardization,ISO)、日本制冷剂回收促进与技术中心(Refrigerant Recycling Technology Promotion Center,RRC),也分别对制冷剂回收、再循环的设备元件以及净化后的制冷剂制定相关的标准。国外制冷剂回收净化检测标准示意图如图1所示,括号内数字表示制冷剂回收相关标准制定数量。图2所示为国外制冷剂回收相关标准制定机构分布情况。
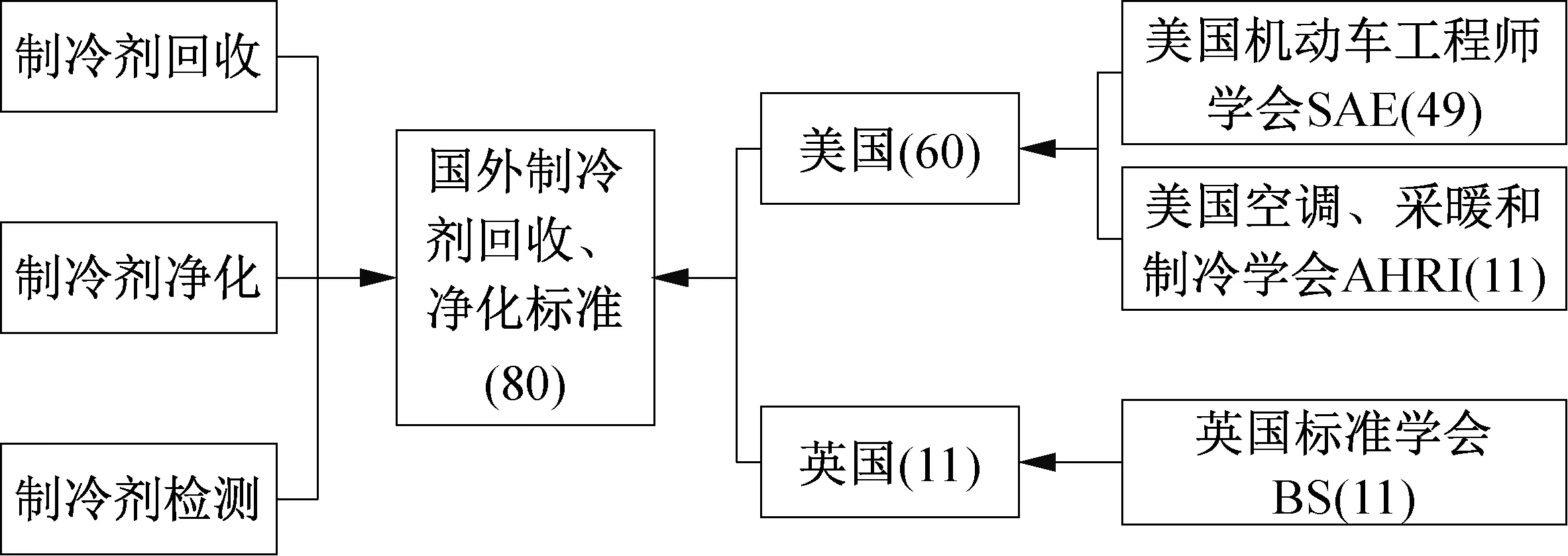
图1 国外制冷剂回收净化检测标准示意图
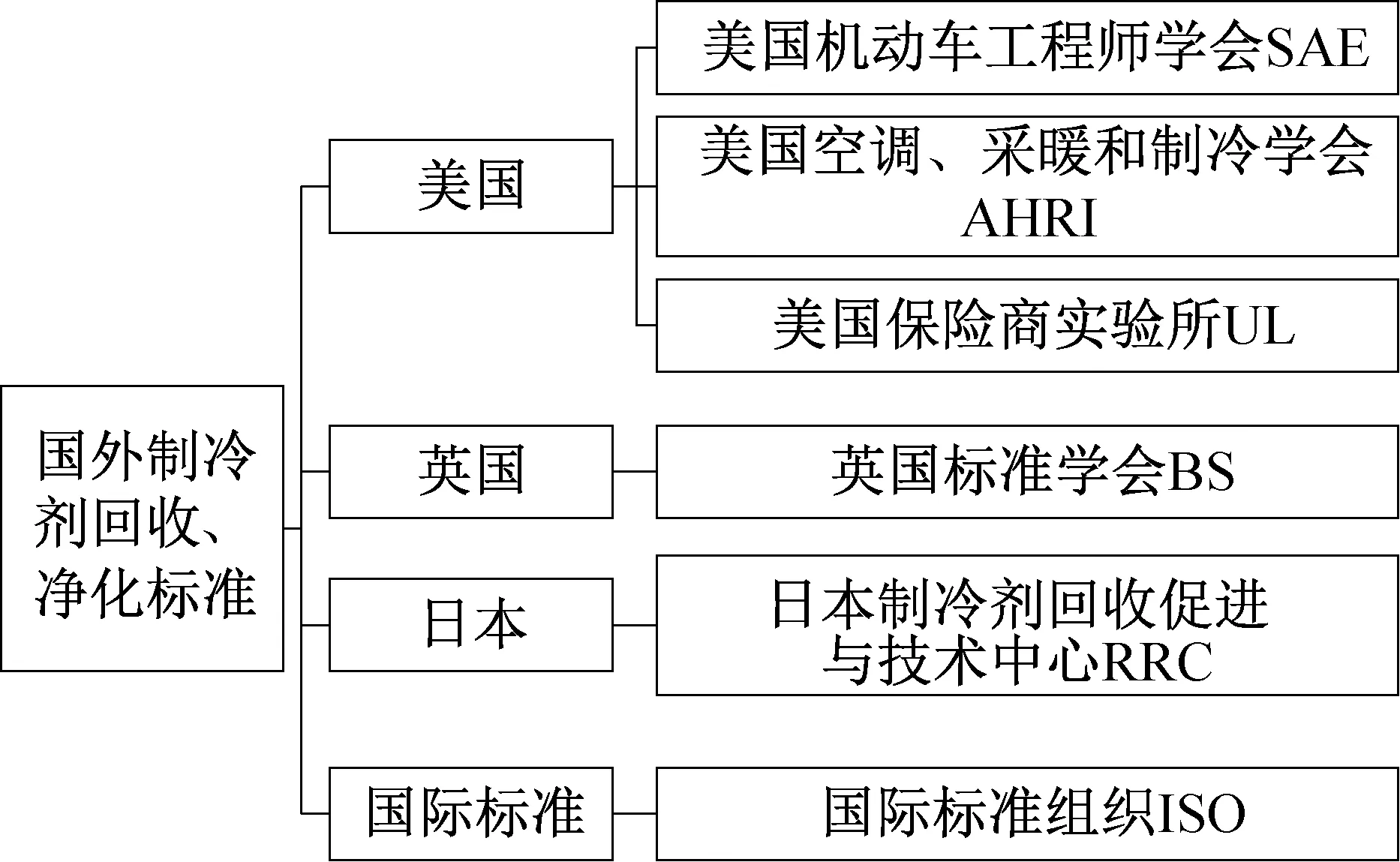
图2 国外制冷剂回收、净化标准制定机构
2 制冷剂回收装置
2.1 标准对回收装置性能的要求
AHRI、SAE、ISO均设有针对制冷剂回收装置的标准。各标准分别规定了设备的泄漏损失、回收罐容积,以及系统中的干燥过滤器、油分离器、除杂损失、初净化结果等。SAE标准还对制冷剂回收装置的回收速率、回收工作温度等提出了要求。对比上述4个机构的不同标准可知:
1)制冷剂存储罐中,制冷剂的量应该超过体积的60%,但不得超过80%。
2)环境温度为21~24 ℃时,制冷剂回收装置需要能够在30 min内从制冷机组中抽取至少95%的制冷剂。
3)净化过程中损失的制冷剂不得超过3%。
4)回收装置需要在10~49 ℃内可以连续工作。
5)若系统中有干燥过滤器,则需要定期更换。
6)若系统中有油分离系统,需要能分离出20~30 mL油。
2.2 回收装置现状
目前回收装置分为3类:回收加注一体机、带净化功能的回收机和不带净化功能的回收机。回收加注一体机中,新制冷剂可以通过该设备加注到系统中,也可以把系统的制冷剂抽至回收罐;带净化功能的回收机,能粗略地去除制冷剂中的油污、杂质等,并把制冷剂集中回收在回收罐内,但无法达到提纯后再生的SAE J2099_201201[8]或AHRI Standard 700-2011[9]指标要求。
回收速率与回收装置所采用的技术方法、制冷机组规模均相关。根据本文调研,国内已有的回收装置中,液态推拉法速度最快为12.44 kg/min。美国的Robinair公司供应多款制冷剂回收机、净化一体机,主要回收制冷剂R12、R134a和HFO-1234yf,其装置能快速准确地回收95%以上的制冷剂,达到SAE的初始净化标准,充注误差也在±14 g。
3 制冷剂净化及检测
在制冷机组中,经长时间使用的制冷剂纯度将下降。制冷剂中的杂质主要有水、润滑油、不凝性气体及固体颗粒。为便于对制冷剂回收净化装置性能做出评估,SAE J1770_199510[10]、SAE J2788_202001[11]等标准中对标准污染制冷剂进行了定义。
SAE J1770_199510[10]、SAE J2788_202001[11]标准规定样本制冷剂为R134a,样本质量为1.13 kg,含水量为1 300 mg/kg,含油量(与R134a互溶的乙二醇)为45 000 mg/kg,不凝性气体含量为1 000 mg/kg。
3.1 净化后制冷剂标准
SAE、AHRI标准中对净化后制冷剂的各项指标进行了规定,以SAE J2099_201201[8]、AHRI Standard 700-2011[9]列表进行对比,如表2所示。
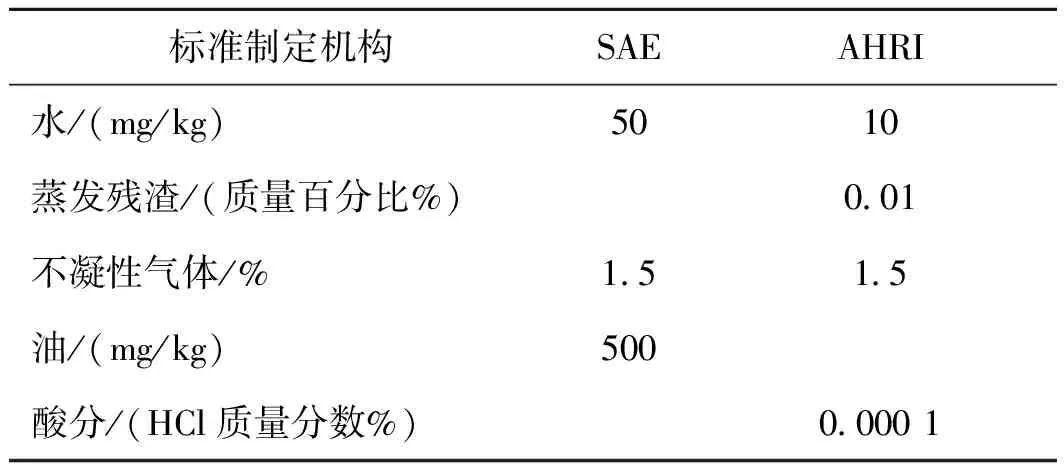
表2 不同标准净化后产品对比
ISO 5149-4∶2014[12]标准指出,并非所有的制冷剂都可以用来再生。对于污染特别严重的制冷剂,需要在再生前进行评估其是否需直接丢弃。经评估确定可再生的制冷剂,可进行除水、除油、除颗粒、抽不凝性气体的净化过程。
制冷剂简易再生方法如图3所示,该方法适合现场回收再生,但净化纯度不高,净化制冷剂量也较少。制冷剂循环再生方法如图4所示,该方法虽能够提高纯度,除水性能好,但净化后的制冷剂仍只能用于原设备,耗能也更大。
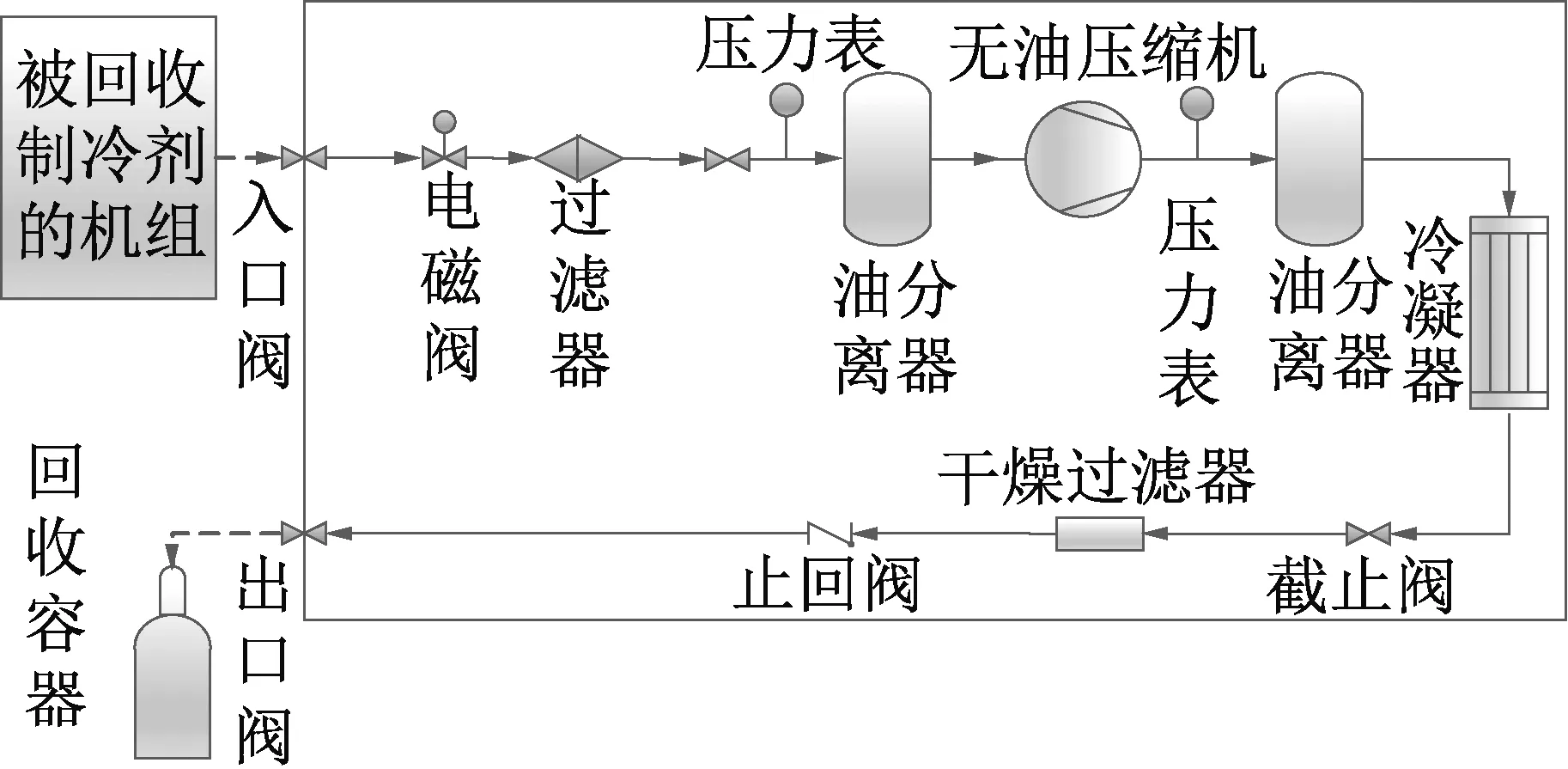
图3 制冷剂简易再生方法

图4 制冷剂循环再生方法
3.2 杂质去除方法
ISO 11650∶1999[13]标准中,要求每隔30天或完成200 kg制冷剂净化需要更换干燥过滤器,SAE J2788_202001[11]中也要求干燥过滤器需要在失效前进行更换。不同的制冷剂,需要的分子筛孔径不同,分子筛的型号也不同,如表3所示。干燥过滤器主要起到杂质过滤和干燥作用,且不与制冷剂发生反应[14]。一般,过滤器外壳是用紫铜管收口成型,两端进出接口有同径和异径两种,进端为粗金属网,出端为细金属网,可以有效过滤杂质,经轧压工艺成型,但只装有金属网,没有干燥剂[15]。而干燥过滤器内装吸湿特性优良的分子筛作为干燥剂,以吸收制冷剂中的水分,保证毛细管畅通和制冷系统正常工作。
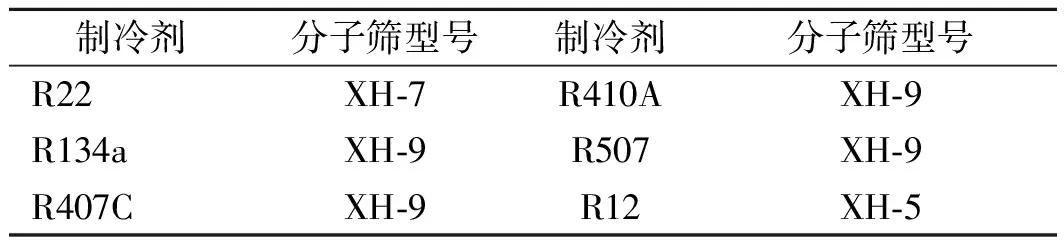
表3 制冷剂选择的分子筛型号
SAE J2210_201011[16]规定设备应该带有内嵌式过滤器,可以直接过滤≥15 μm的颗粒。
SAE J2099_201201[8]标准规定:净化后制冷剂中润滑油的含量不得超过500 mg/kg。油分离器去除润滑油[17]。从压缩机排出的高温高压的制冷剂气体进入油分离器进气管,经滤网减速过滤后,洁净的制冷剂从上方排气管排出[18],而润滑油则在过滤网处经流向改变、降速和过滤的作用被分离出来,聚积在油分离器的底部。采用抽气的方式去除不凝性气体,对经回收的制冷剂进行降温,制冷剂冷却为液体,由于重力作用流出管道,不凝性气体浮于上方,因此,在系统储罐上方加入放气装置,用于排出不凝性气体。
目前,我国当前较为常见的便携式回收净化一体机,回收净化能力可达到原机充注的标准,但仍缺乏低成本的,以制冷剂再生、可再销售为目标的专用净化装置,限制了制冷剂回收再生的行业应用与发展。
3.3 制冷剂检测方法
SAE J2210_201011[16]、AHRI Standard 700-2017[19]、Appendix C to AHRI Standard 700-2014[20]等标准中,水分检测采用karlfischer(卡氏库仑)法,根据SAE J2210_201011[16],制冷剂的样本检测大小为30~130 g,国内的众多karlfischer水分检测仪均能满足标准对精度和测量范围的要求。此外,水分检测时可配备:通风橱,用来排出检测水分时产生的废气;天平,用来称量制冷剂样本的质量;取样钢瓶及钢瓶架。
BS 5598-10∶1983[21]、BS 5598-11∶1983[22]、GB/T 18826—2006[23]、SAE J1770_199510[10]等标准,均采用气相色谱法检测制冷剂中的不凝性气体和制冷剂纯度。测量不凝性气体采用“外围法”,计算机自动生成两个较大的峰,其中,小峰即空气峰的面积反映不凝性气体的量。测量纯度采用“积分法”,当对混合制冷剂进行测试时,会有多个主峰,需对杂质峰面积积分进行求和。
SAE J2788_202001[11]采用重量法测定制冷剂中润滑油的含量,制冷剂的样本检测量为175~225 g。在室温下蒸发样本,制冷剂因受热溢出,测量加热前后取样瓶的质量,即可由原始样本质量和制冷剂蒸发后样品质量计算出制冷剂中所含润滑油的百分比。润滑油含量检测系统还需要配置恒温水浴、电子天平、烘干设备(如电吹风)等,避免取样瓶外表面润湿水分带来的质量误差。水浴温度控制在润滑油的挥发温度以下。
AHRI Standard 700-2017[19]标准采用的各杂质检测方法如表4所示。
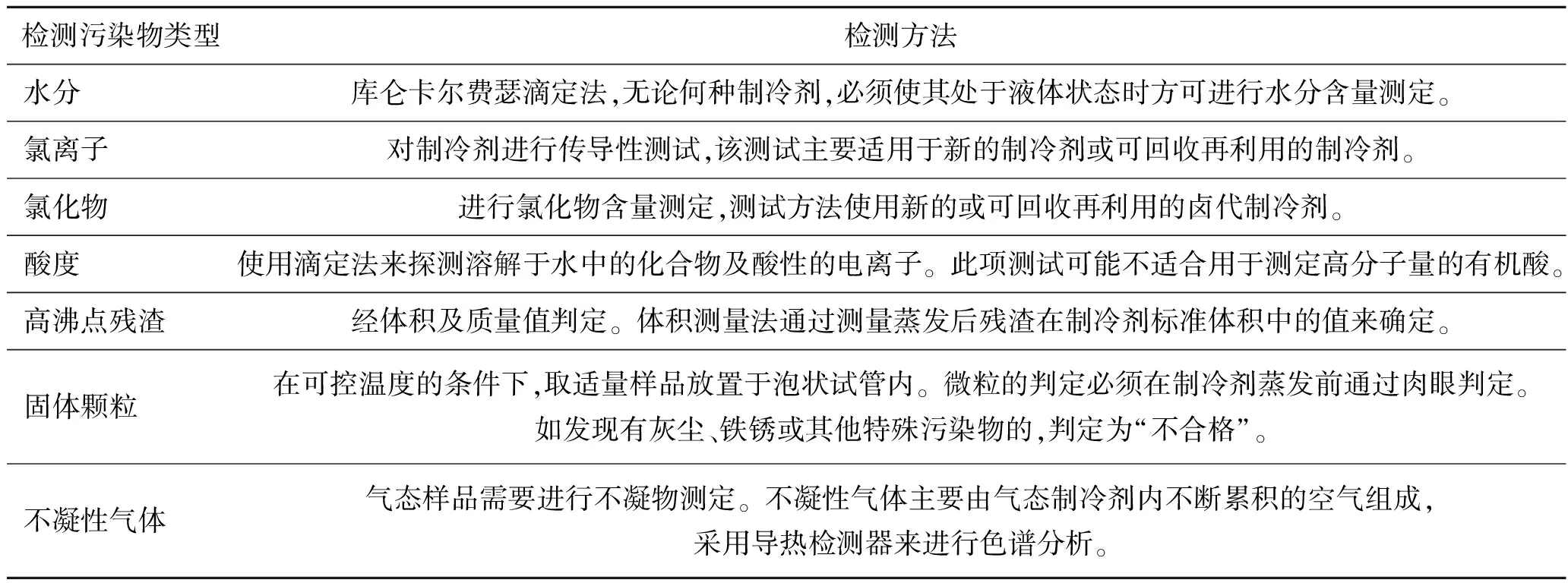
表4 AHRI标准采用的检测方法
4 制冷剂碳排放评价指标
随着车载与居住环境中空调的大量使用,各类制冷剂的年生产量及年排放量逐渐上升。为降低环境污染,减少能源消耗,各国均对制冷剂的生产量及排放量设定了限制指标。国内对于制冷剂的环境友好特性及碳排放量评价指标当前注重对制冷剂本身物质特性的评价,而对于整个制冷系统运行过程中的碳排放量关注较为缺失。国内评价制冷剂温室效应性能的主要评价指标是全球变暖潜能(global warming potentials,GWP),即各类温室气体相比于CO2的制冷剂本身对于温室效应的影响,而未考虑整个制冷系统相比于CO2对于温室效应的影响。
国外有学者提出总当量变暖潜能(total equivalent warming impact,TEWI)气候评估指标,TEWI指标不仅考虑了制冷剂本身泄漏量对于环境温室效应的影响(即制冷剂GWP的影响),同时还考虑了制冷系统在运行过程中的能源消耗以及在制冷系统及制冷剂运输过程中造成的能源消耗所导致的碳排放对温室效应的影响,能够较完整的评估制冷剂在制冷系统中运行一定年限造成的温室效应的影响,综合评价制冷剂本身物质特性和制冷系统的功能转化率以及化石燃料等转变为电能和机械能的效率。C.Petitjean等[24]结合全生命周期变暖影响(life cycle warming impact,LCWI)和全生命周期,对评价指标TEWI进行补充,提出了一种对制冷剂及制冷系统运行生命周期内的温室效应影响进行综合评价的指标——生命周期气候性能指标(life cycle climate performance,LCCP),该评价指标除了包含TEWI中的考虑外,还包括了制冷剂与制冷系统生产及回收过程中的温室效应影响,是目前最为全面的制冷系统温室效应评价指标[25-26]。
虽然LCCP已经较为全面地评价了制冷剂及制冷系统在一定年限内从生产、运输、系统运行及回收过程中的碳排放量温室效应,但对于制冷剂净化、再利用过程,使用完整的LCCP来评估制冷剂及制冷系统,可能并不能较为合适的评价对于制冷剂进行回收净化再利用过程与否的不同制冷剂的碳排放量及温室效应影响。因此,迫切需要提出一种针对于制冷剂回收净化再利用过程的制冷剂温室效应碳排放量评估指标模型。该评估指标应当包括制冷剂的生产、运输、回收、净化、再利用等过程中的碳排放量及能源消耗所导致的间接碳排放量。评估指标旨在评价制冷剂回收净化再利用的全生命周期中制冷剂的相对碳排放量特性。
对于制冷剂回收净化再利用过程的制冷剂温室效应碳排放量评估指标还需解决的问题是,相比于GWP、TEWI和LCCP使用CO2作为温室效应影响的参照物,全生命周期制冷剂碳排放量指标应当选取合适的参数作为相对参照。若仅将制冷剂生产、运输、回收、净化、再利用等过程中的直接和间接碳排放量简单相加,必然会导致对于同等质量的制冷剂,多次净化循环使用的制冷剂的碳排放量高于一次性使用的同等质量的制冷剂,相对于制冷剂全生命周期而言显然不合理。因此,对于全生命周期制冷剂碳排放量指标应当引入制冷剂一般使用年限作为参数值的一部分,评估相同的使用年限内对于制冷剂进行回收净化再利用过程与否的碳排放量的差异。全生命周期制冷剂碳排放量指标不仅包括制冷剂从生产到最终被处理的生命周期内全部的直接和间接碳排放量,还包括制冷剂在运行使用年限中的时间平均碳排放量指标,以该指标来针对性的评估制冷剂回收、净化、再利用系统的合理性与必要性是较为客观的。
5 小结
目前,在制冷剂回收、净化及再利用方面,我国机遇与挑战并存。在机遇方面,我国制冷剂回收、净化受政策鼓励,市场巨大;欧美、英国等国家在制冷剂回收、净化方面,有诸多标准供我国参考;制冷剂回收机虽然大量采用进口设备,但国产设备已投入应用;制冷剂净化实施企业较少,但净化设备广泛易得,且净化成本较低;国产制冷剂检测设备已被广泛使用。
在挑战方面,我国相比于欧美起步较晚,回收技术还不成熟,从事该行业的企业较少,回收力度需要加大。在净化技术方面的发展更为缓慢,相对于回收,从事制冷剂净化的企业更少,尚处于科研阶段;我国制冷剂使用量巨大,涉及工业、商业、民用等多个方面,从政策和标准的制定到落实见效,需要相当长的过渡期;我国回收机设备的各项参数,多由国外设计厂家提供,或依照经验值进行设置,缺乏基于热力学性能的优化设计方法,进行成本较低和效率较高的设计;国产检测设备造价较低,存在精确性及设备稳定性等方面的缺陷。对于制冷剂回收、净化再利用过程的制冷剂温室效应碳排放量评估指标需结合制冷剂在运行使用年限中的时间平均碳排放量,该参数需结合制冷剂回收净化实际数据来确定。
猜你喜欢
天天爱科学·科学探索(2024年9期)2024-12-06 00:00:00
江苏安全生产(2023年10期)2023-12-18 23:48:32
煤气与热力(2021年10期)2021-12-02 05:11:38
制冷技术(2016年2期)2016-12-01 06:53:11
汽车维护与修理(2016年3期)2016-02-28 13:16:54
河南科技(2014年18期)2014-02-27 14:15:09
河南科技(2014年10期)2014-02-27 14:09:20
化工生产与技术(2014年2期)2014-02-27 13:41:40
化工生产与技术(2014年2期)2014-02-27 13:41:37
教育教学论坛(2014年23期)2014-01-22 06:55:57