
一种自动穿经机中停经片的处理优化研究
2021-04-17 02:33徐钊钊林富生黄丰毅胡学涛宋志峰刘泠杉龚小舟
机电产品开发与创新 2021年2期
徐钊钊, 林富生, 黄丰毅, 胡学涛, 宋志峰, 刘泠杉, 龚小舟
(武汉纺织大学, 三维纺织湖北省工程研究中心, 湖北 武汉430200)
0 引言
随着自动络筒机、 整经机等织造关键技术的不断进步,纺织行业的自动化程度也在不断提高。穿经是织造过程中的准备工序,一直以来穿综、穿筘都是由人工完成,速度慢、生产效率低、用工多、质量差,而且人工劳动强度大, 特别是穿经速度方面早已不能满足现代织机的生产需求。 而自动穿经机作为一种新型的自动化程度较高的穿经设备,进一步改进了穿经速度和穿经质量,因此近几年已经逐步应用于实际生产[1]。国内的自动穿经机市场广阔,目前主要被国外的史陶比尔等公司垄断。由于国外的穿经机价格昂贵,只有少数的纺织企业有实力购买[2]。 国产的穿经机价格相对便宜但穿经效果却不够好, 市场占有率不高。 因此,进一步发展自动穿经机将有利于解放劳动力,打破国外技术垄断,提高工厂的生产效率。
自动穿经机有多道工序,主要包括分纱模块,分停经片模块,分综丝模块,穿筘模块以及勾线装置,通过各个模块的配合运动,使纱线、停经片孔、综丝眼以及筘隙在一条直线上,勾针伸出一次将经线拉过完成穿经过程[3]。本文针对现有自动穿经机中停经片存在卡顿和掉落的问题进行研究, 采用针型气缸连接真空吸盘配合气滑环的方式,对停经片进行处理,解决此类问题并能够稳定可靠运行。
1 穿经机停经片的处理工艺及一般方法
1.1 停经片处理工艺
穿经工艺的经线来自于经轴, 每根经轴上有着许多经线,每根经线都需要穿过一个停经片孔。 停经片悬挂在挂梁上称为停经片库,停经片库上存放待穿的停经片,每次穿经需要从中取出一片, 要求稳定准确的分离单个停经片。 停经片的处理有准备位置、取停经片位置、穿停经片位置、 排停经片位置等四个工位。 这是一个循环的过程,需要有相对应的运送装置。停经片的处理难度在于停经片厚度较小只有0.1mm, 而每次只能从停经片库中取出一个停经片, 没有分出或者分出多个停经片都会导致穿经机停机。第二个问题在于变向的问题,因为停经片的孔要正对勾针才能顺利完成穿经, 所以从停经片库中分离的停经片需要旋转90°,完成穿经后再旋转90°排出。
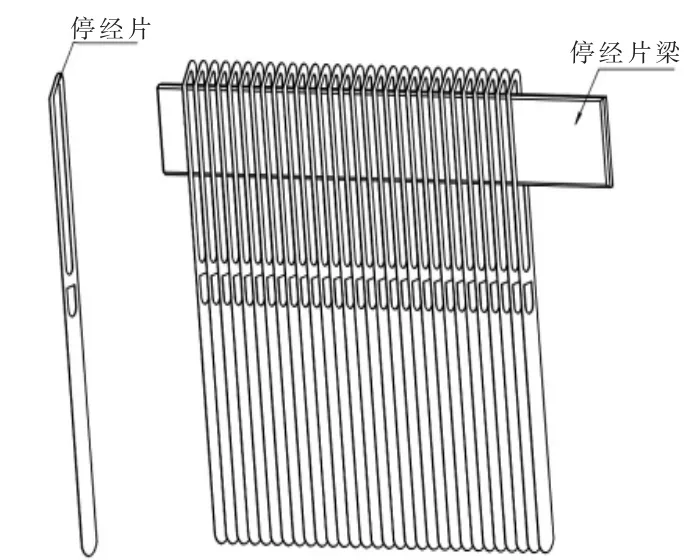
图1 分离停经片
1.2 现有分离停经片的方法
(1)电磁分离停经片:这是一种常见于半自动穿经机的分停经片方式,利用停经片由不锈钢制作而成的属性,采用电磁铁吸取停经片来达到分离的目的。操作方法为使电磁铁靠近停经片库,通电吸取停经片后,传送杆将停经片送到下个工序。由于停经片库上的停经片紧挨在一起,当电磁铁磁力较强时,会吸取多片停经片,而当电磁铁磁力较弱时又会出现吸取不到停经片的现象,并且在运送的过程中停经片可能会脱落。 因此,分离效果不佳,分离出错情况较多。
(2)分离刀分离停经片:采用特制的锯齿状分离刀,锯齿的间距与停经片的厚度有关, 锯齿状的分离刀通过机构运动拨出停经片[4]。这种方式较电磁分离方式要稳定一些,可以快速分离单个停经片,但其结构非常复杂,传动机构过多。因为机械式分离停经片,对停经片有一定的损伤,偶尔会出现卡停经片或者停经片掉落的情况。在自动穿经机上应用时出错会导致停机,降低产能,不能与自动穿经机很好的适配。

图2 停经片变向
(3) 真空吸盘分离: 真空吸盘的工作方式是负压吸引,当吸盘贴近停经片时,吸盘会吸附停经片库最外面的停经片[5]。 吸盘吸力大小与气压有关,当负压大时吸力就大,对于停经片这种小型物体可保证稳定吸附不掉落,也不存在卡停经片的问题。同时,吸盘每次只会吸附最外面的一个停经片,不会出现吸取多片的现象,保证了分离的准确性。
从三种方法上分析, 真空吸盘既保证了停经片分离的准确性,又保证了稳定性。 同时,使用真空吸盘在停经片运送时可以保证其不会掉落, 减少了传送时的夹持装置,取、排停经片都很实用,效果比较理想。
2 真空吸盘分离方式介绍
2.1 分离方式
由于停经片紧挨着挂在挂梁上,每次需从中取出一片停经片,而停经片表面平整且整体轻便采用吸盘的方式吸取,可保证每次只吸出最外的一片停经片。 吸盘可牢牢吸附停经片在传送时不会脱落, 结构也十分简单,效果较好。 真空吸盘装置包括电磁阀,真空发生器和吸盘组成。 电磁阀通电,真空吸盘产生真空气压,吸盘中带有负压, 吸盘靠近停经片库时可吸取最外的停经片,对下一个停经片不会有任何影响。 可很好的解决停经片分离问题。

图3 吸盘装置
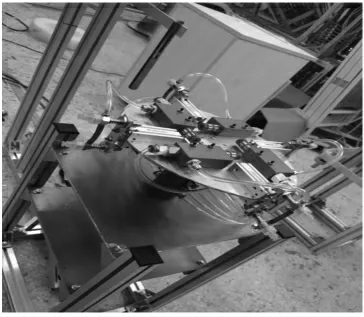
图4 穿停经片装置
2.2 传送装置
本装置有四个工位,分别为准备位、分离位、穿经位和排出位。 在准备位置吸盘没有吸附停经片。 在分离位置,针型气缸伸出,吸盘吸取停经片,针型气缸缩回。在穿经位置,勾针从停经片孔穿过勾取经线。在排出位置将停经片排出。由于采用了气缸和吸盘等气动元件,而且在停经片三个工位循环动作, 在转变工位时会导致气管缠绕的问题, 这里使用气滑环元件。 气滑环分为定子和转子两部分, 定子和转子有一一对应等数量的气管接头。 在转子旋转时, 对应的气管接头气路始终联通。 因此,气滑环可解决气管缠绕的问题。

图5 穿停经片装置图
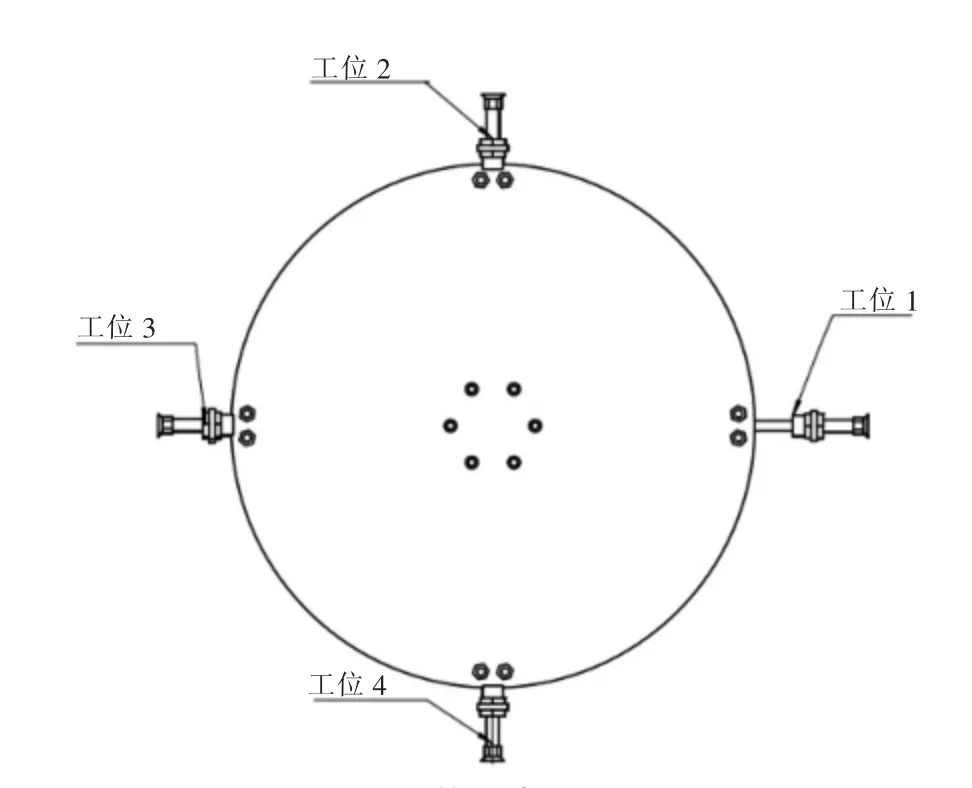
图6 停经片工位图
3 自动控制系统设计
自动穿经机的优点在于提高了穿经的效率, 解放生产力。不仅在机械结构上进行优化,在控制程序上也需要尽可能优化,与机械配合提高工作效率,使整体运行更加流畅,稳定和高效。
3.1 控制对象
自动穿经机模块控制对象包括:
(1)四个取停经片气缸。 为了稳定高效,尽可能让停经片库靠近气滑环部分。选用针型气缸,动作快,效率高。四个气缸分别取名1,2,3,4。 当1 号气缸伸出取停经片时,2 至4 号是缩回状态,取完后1 号缩回。当1 号运动到工位2 时,4 号气缸伸出取停经片,然后缩回。当1 号运动到工位3 时,3 号气缸伸出取停经片,然后缩回。当1 号运动到工位4 时,4 号气缸伸出取停经片, 然后缩回。 在穿当前停经片时下一个停经片已准备就绪。
(2)四个真空吸盘。 当真空吸盘随着气缸伸出时,吸盘吸住停经片。 在1 号工位吸取,在2 号工位完成穿经,在3 号工位真空吸盘断气, 停经片排出进入下个处理阶段,在工位4 进入准备阶段。
(3)伺服电机。伺服电机通过联轴器连接气滑环转子,伺服电机运动带动转子每次旋转90°改变工位。 每个工位设有传感器。 当工位到达时传感器发出信号,电机停止。
3.2 控制流程
控制系统的CPU 选用西门子S7-200PLC。 西门子PLC 既支持横向编程又支持纵向编程, 可在子程序中使用中间变量, 对编程有很大的帮助。 采用梯形图语言编程,对气缸,吸盘和伺服进行控制。在1 号工位,对应位置的气缸伸出,气缸轴端部连接的吸盘吸取停经片,然后气缸缩回。 在2 号工位,气杆保持缩回状态,吸盘继续吸住停经片,勾针在这个位置勾取经线。 在3 号工位,气杆保持缩回状态,吸盘停止吸气,停经片排出。 在四号工位进入准备阶段,气杆保持缩回状态,吸盘停止吸气。 当穿经完成后,伺服电机旋转90°,气缸对应的工位发生改变,气缸和继续执行对应工位的动作。 整个穿停经片模块取、穿、排动作可以在同一时间完成,保持较高的效率工作。
4 结论
本文对自动穿经机停经片的处理工艺、控制对象、实现方法以及控制系统介绍。采用吸盘分离停经片方法,对整个停经片模块的分、穿、排停经片提出了解决方案。 解决了停经片分离出错的问题。整个穿停经片模块流畅、高效,有利于提高自动穿经机的整体运行效率,有望促进自动穿经机的发展。
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
石油和化工设备(2020年12期)2021-01-09
塑料包装(2020年5期)2020-11-21
看世界·学术上半月(2020年12期)2020-09-10
物流技术与应用(2020年5期)2020-06-25
读与写(2020年18期)2020-06-07
意林(2020年10期)2020-06-01
电子制作(2019年11期)2019-07-04
防爆电机(2016年4期)2016-09-15
杭州(2015年9期)2015-12-21
