
硝酸装置氨蒸发器泄漏的不停产处理
2021-04-16 05:32
河南化工 2021年3期
(河南神马尼龙化工公司 , 河南 平顶山 467000)
1 工艺描述及设备参数
1.1 工艺描述
公司硝酸装置年产硝酸10.5万t,采用国内先进的双加压法生产技术。硝酸装置中,压力1.3 MPa左右的液氨被送入两台氨蒸发器E101A/B(如图1所示),被蒸发为气氨,其中约80%的液氨在蒸发器A中,被循环于蒸发器A和吸收塔冷却器E113上部之间的密闭循环水热量所蒸发。剩余的液氨在蒸发器B中用来自高压反应水冷器E111换热后的循环冷却水所蒸发,用PV101A/B控制蒸发压力在0.52 MPa。
双加压法硝酸装置设置了两台卧式列管蒸发器E101A/B,正常是蒸发器A的蒸发量为系统负荷的80%,蒸发器B的蒸发器为系统负荷的20%,在开车阶段由于吸收塔没有热量放出,上部循环的密闭循环水温度比较低,无法使蒸发器A的蒸发量满足装置开车需要的80%负荷,为了满足开车需要的气氨,蒸发器B(使用界区32 ℃的循环水蒸发)的蒸发量必须满足系统负荷的80%,供装置开车使用。
1.2 设备参数
氨蒸发器设备参数如表1所示。
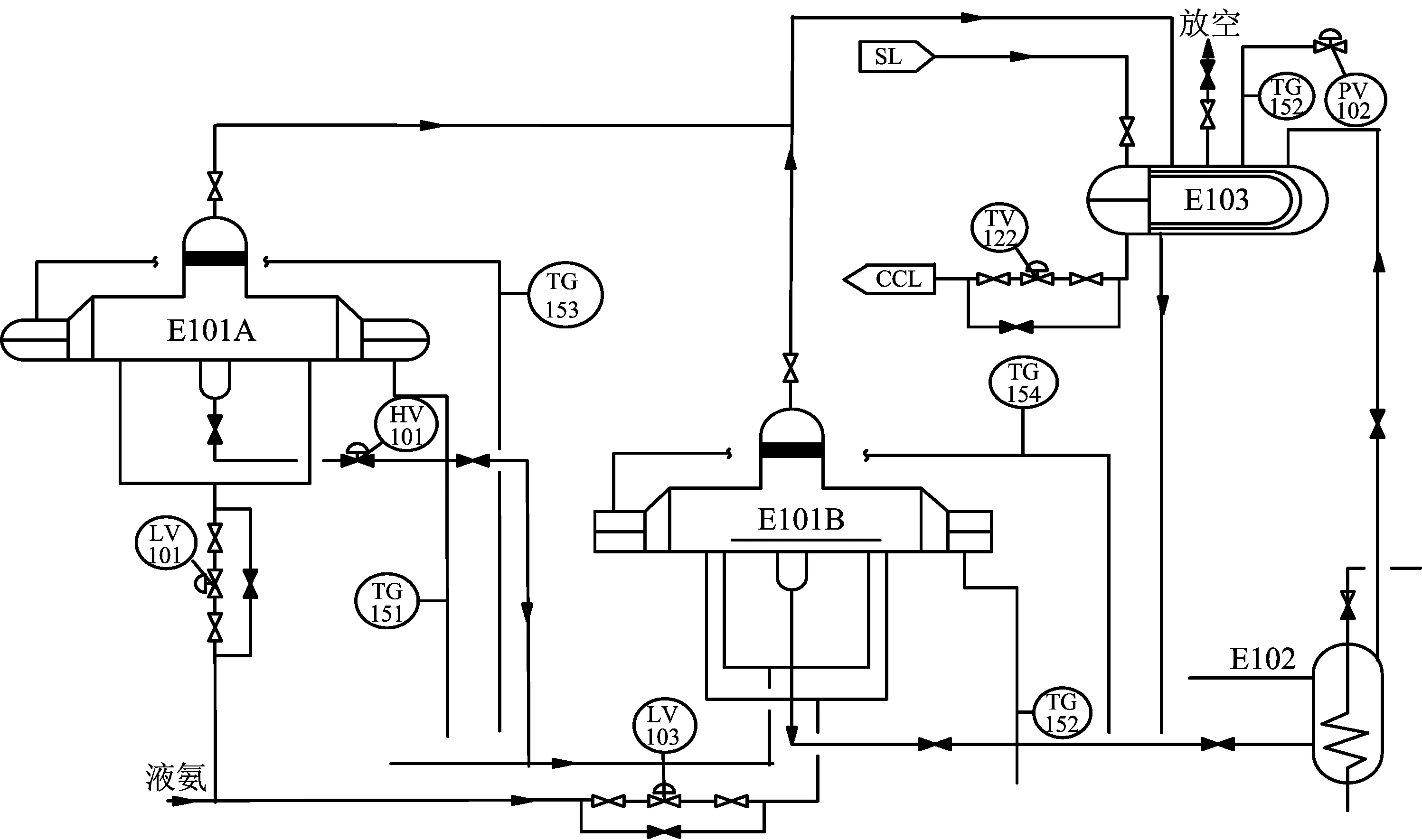
图1 氨系统工艺流程图
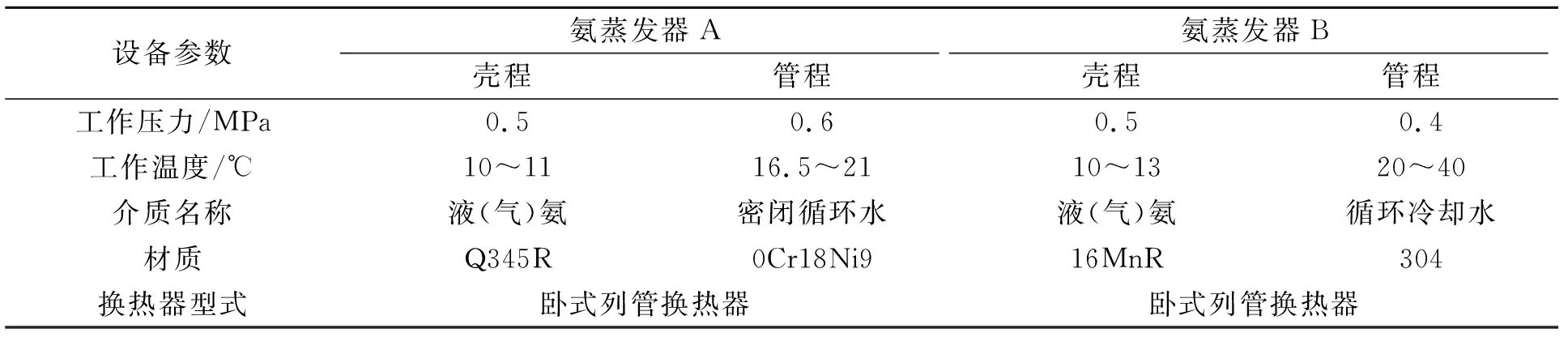
表1 氨蒸发器设备参数
2 泄漏现象及原因分析
在正常生产中,工艺人员对装置现场进行例行巡检,日常作业时发现氨蒸发器B循环冷却水回水pH值为10~11,显示碱性,而其他使用循环水设备的回水pH值为中性,由此判断氨蒸发器列管泄漏,有液氨泄漏入循环水中。因厂区氨蒸发器B蒸发液氨使用30 ℃左右循环水,公用工程中循环水是露天循环冷却,且多个装置共用,导致循环水较脏且氯离子含量较高,液氨在蒸发器壳程,循环水在管程,而蒸发器列管是碳钢材质,长时间生产运行会使列管,特别是焊缝处腐蚀严重,最终导致液氨漏入循环水。
3 不停产处理过程
3.1 泄漏设备氨蒸发器B切出系统
氧化主控人员通过适当降低入氧化炉原料气氨空比值,进而控制氧化炉温度,避免因炉温降低过快,汽包产气量不足而影响汽轮机的稳定运行;机组主控人员通过交替降低机组的转速以及关小空压机的静叶来降低机组的负荷。在降负荷的过程中,一定要缓慢进行,机组主控观察防喘振工况点,严防机组喘振,直至装置负荷降到80%,即一次空气量为42 000 m3/h左右,二次空气量2 600 m3/h左右。在系统降负荷的过程中,氧化系统与机组紧密配合,防止出现意外。
主控关闭氨蒸发器B液氨进口阀LV103,通知现场人员关闭液氨进口阀的前、后截止阀,确认旁路阀关闭;关闭氨蒸发器A去氨蒸发器B的液氨切断阀HV101及其前后截止阀,停止向氨蒸发器B进氨。
开大氨蒸发器A液氨进口阀LV101,保持氨蒸发器A的液位控制在60%以上。
在氨蒸发器B的压力PIC101(为PT101远传显示)降低时,通过开大循环水回水阀PV101B增大蒸发器B的蒸发量,控制PIC101的压力,同时降低蒸发器B的液位。
通知现场人员关小吸收塔T101底部1~11层的循环水回水阀,使T101内部的反应热上移,来提高密闭循环水的温度,提高氨蒸发器A的蒸发量。
待氨蒸发器B液位降至10%以下,通知现场人员缓慢关闭蒸发器B的出口阀,此时PIC101的压力显示只是蒸发器B的内部压力,主控人员不再作为参考值,应重点观察气氨压力PIC102的变化,同时注意氧化炉的温度维持在820 ℃左右。
当气氨压力PIC102(为PV102后PT102远传压力显示)降低至0.38 MPa时,压力难以为继,氧化炉温度持续下降,通知现场打开密闭循环水(用于蒸发氨蒸发器A中的液氨)的中压蒸汽阀门,提高密闭系统的温度,加大氨蒸发器A的蒸发量,来弥补停用氨蒸发器B造成气氨量的不足(接通密闭的中压蒸汽后,要注意密闭的压力升高,及时开导淋泄压,避免压力升高使安全阀起跳)。
主控用气氨压力调节阀PV102控制气氨压力在0.38 MPa左右,注意氨空比值变化情况,炉温尽量不要低于800 ℃。主控人员注意吸收塔的反应热上移情况,如果氨压持续上升,通过提升装置负荷来稳定气氨压力PIC102在0.47 MPa以及氧化炉温度在860 ℃。
当气氨压力PIC102的压力持续上升时,可以关小密闭系统的中压蒸汽阀阀门,通过减少进入密闭中压蒸汽量来控制蒸发器A的蒸发量,进而维持气氨压力。
将氨蒸发器B去辅助氨蒸发器之间的阀门打开,将残存液氨排入辅助氨蒸发器E102内,投用低压蒸汽进行蒸发,也可以用此提高氨压,当辅助氨蒸发器液位不再上升时,说明氨蒸发器B内的液氨已经排净,关闭氨蒸发器B去辅助氨蒸发器E102之间的两道阀门。
工艺人员佩戴劳保防护用品,打开氨蒸发器B安全阀旁路,对与系统隔绝的氨蒸发器B进行充氮气置换,反复多次置换并安排分析人员对设备内部进行可燃气体及有毒有害气体分析,直至分析合格,停止氮气置换,并泄压至常压。配合检修将氨蒸发器B与液氨气氨管线连接的阀门后法兰加装盲板,并编号。
3.2 设备检修
工艺人员确认设备内部无压力,且气体分析合格后,通知检修人员打开设备封头,然后由工艺人员打开氮气阀门关闭安全阀旁路阀,保持氨蒸发器内部压力0.5 MPa左右,然后用肥皂水试漏,确认泄漏列管位置,做好标记后关闭氮气阀门,并泄压。检修人员根据标记对泄漏的列管进行封堵,然后充氮气试漏,直至正常再进行设备回装,设备回装完场后对现场所有管线阀门进行确认状态,拆除盲板。
3.3 设备检修后投入运行
在整个检修的过程中,PIC102的压力降低,为保证氧化炉温度≥810 ℃,系统及时降低负荷。现场打开安全阀的旁路阀,关闭LV103的后导淋阀,开LV103的前、后截止阀,确认LV103的旁路阀关闭,打开HV101的前、后截止阀,确认E101B至辅助氨蒸发器间的两道排污阀关闭。主控打开LV103开始向氨蒸发器B进行充氨,置换至少10 min以上,关闭安全阀的旁路阀,氨蒸发器B的液位控制在30%左右。
在建立氨蒸发器B液位时,如果PIC101的压力升高过快,可联系现场通过开安全阀的旁路阀来控制。当氨蒸发器B的压力在0.52 MPa左右,液位在30%左右时,通知现场进行投用氨蒸发器B:通知现场缓慢打开氨蒸发器B气氨出口阀,主控人员通过控制PIC101B的开度来控制PIC101的压力,同时要严格控制好PIC102的压力及氨空比值,在氧化各主要工艺指标波动不大的情况下,直至现场人员将氨蒸发器B气氨出口阀全开。
在投用的过程中,当PIC102压力上升时,及时通知现场开大T101底部循环水流量,控制吸收塔内的反应热上移。PIC102压力继续上升,通知现场关闭密闭系统的中压蒸汽,降低氨蒸发器A的蒸发量,维持氨系统的压力稳定。主控继续通过控制PV101B的开度来控制PIC101的压力在0.52 MPa左右,氨蒸发器B完全投用后,将各工艺指标控制在正常值。氨系统稳定后,压缩机组与氧化吸收主控人员配合提升装置负荷。装置满负荷稳定运行后,将氨蒸发器B液位高联锁投用。
4 结语
在装置设备泄漏时,我们能够快速分析出泄漏的原因,从设备管线材质入手,根据工艺实际情况综合考虑,准确判断出泄漏的大概部位,为后续检修工作提供重要依据;更重要的是在装置不停产的情况下,快速对设备切出检修,这种大胆尝试也是行业内首列,不仅减少了对公用工程的污染,也避免了因装置停产设备检修所造成的经济损失。
猜你喜欢
氮肥与合成气(2022年10期)2022-10-19
中国特种设备安全(2022年4期)2022-07-08
制冷与空调(2022年1期)2022-03-22
汽车工程师(2021年12期)2022-01-17
水上消防(2021年3期)2021-08-21
东北电力技术(2020年7期)2020-09-11
汽车维护与修理(2015年2期)2015-02-28
中国科技纵横(2014年15期)2014-12-11
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
汽车电器(2014年6期)2014-03-03
