
等离子处理对TPU管黏接性能的影响
2021-04-16 05:32程玲玲魏永飞侯景杰徐海涛
河南化工 2021年3期
温 惠 , 程玲玲 , 魏永飞 , 侯景杰 , 徐海涛
(1.河南驼人医疗器械研究院有限公司 , 河南 长垣 453400 ; 2.河南省医用高分子材料技术与应用重点试验室 , 河南 长垣 453400)
目前,国内黏接技术是使用适当的接头形式和合理的黏接工艺而达到连接目的。近年来,黏接技术的应用已渗入到国民经济中的各个部门,成为工业生产中不可缺少的技术,在高技术领域中的应用也十分广泛[1-2]。但是黏接效果依然会受到周围极端环境的影响:①胶黏剂在暴露于高温环境下,会发生某种程度的降解,力学性能降低,因此黏接强度会降低。②胶黏剂在湿热环境下会水解而丧失强度和硬度,严重时甚至液化;水还会渗入胶层,取代黏接界面的胶黏剂,从而使黏接强度降低。③在超低温条件下接头内会产生应力集中和应力梯度,从而影响接头黏接效果[3-4]。
TPU管和ABS接头的黏接效果同样也受上述几种环境因素影响,本文中的试验为了增强TPU管和ABS接头的黏接强度,减少外部环境对黏接效果的影响,采用等离子处理的方法,即对TPU管进行等离子处理,以增强TPU管的浸润效果和亲水性,从而增强TPU管和ABS接头的黏接效果。
1 试验部分
1.1 试验对象
试验材料:TPU管、ABS接头。试验仪器:等离子处理器、接触角测量仪、伺服控制拉力试验机、点光源固化机。试验胶水:固化胶(GB101N)。
1.2 试验方法
1.2.1试验步骤
①在未黏接前,将TPU管各取10根(共30根)分别进行等离子处理 60、120、240 s作为试验组;再取10根TPU管不进行等离子处理作为对照组,然后分别测试试验组和对照组的接触角。②用GB101N固化胶对试验组和对照组的TPU管和ABS接头分别进行黏接,并使用点光源固化机对其进行固化,固化时间为20 s,固化结束后分别对试验组和对照组进行断裂力测试。
1.2.2接触角测量法
将水滴滴到一平滑均匀的TPU管表面上,若不铺展,将形成一平衡、静态的液滴,其形状由固液气三相交界处所作气液界面之切线经液滴至固液界面所成之夹角决定,此角称为水滴在TPU管表面上的接触角,或称润湿角;接触角常以θ表示,θ越小,润湿过程越易进行。习惯上,θ>90°,为不润湿;θ<90°,为润湿[5]。
本次试验中就是使用上述液滴法测量接触角,在试验中,选用基准线和圆形测量法测量TPU管的接触角,圆弧切线与基准线的夹角为该时刻的接触角,如图1所示。
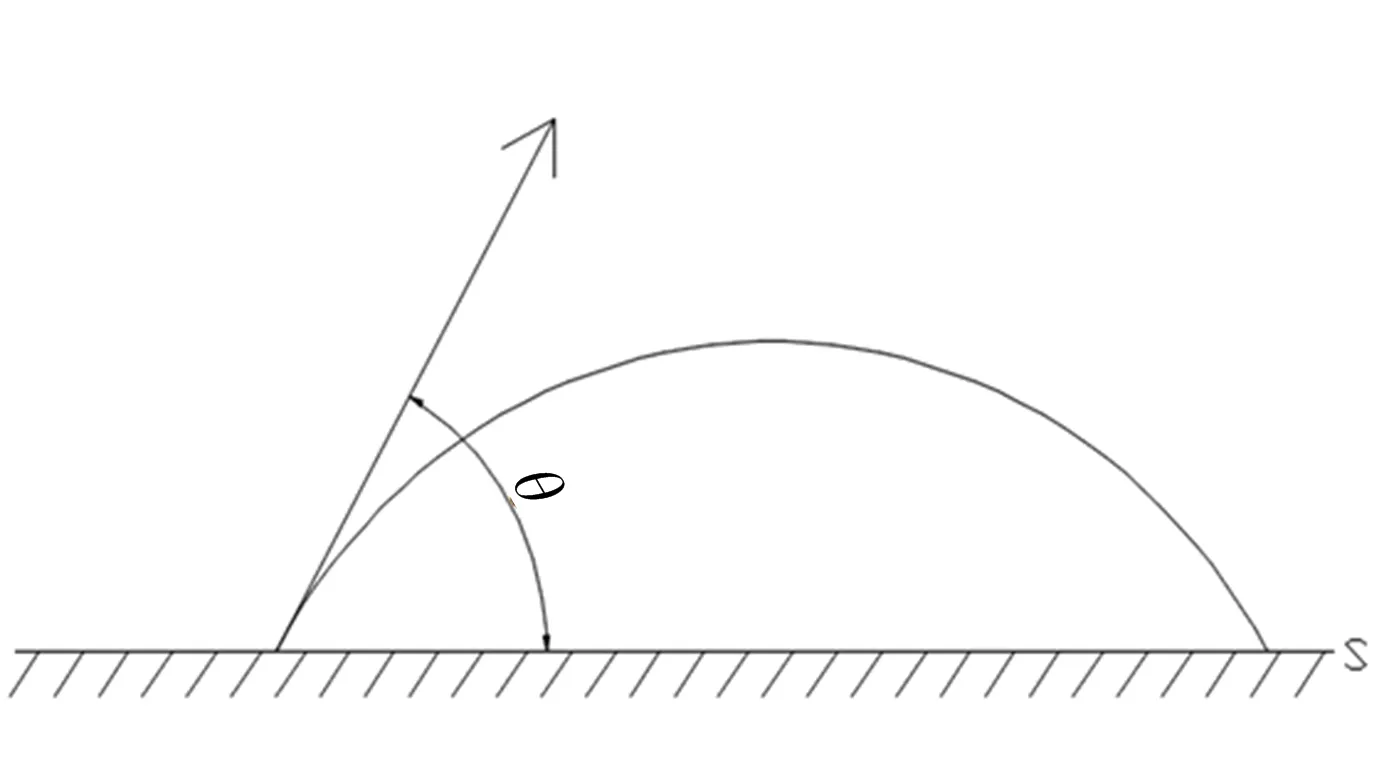
图1 接触角
2 结果与讨论
2.1 黏接效果数据分析
2.1.1接触角测试分析
对试验组和对照组分别进行接触角测试,测试数据如表1所示。

表1 接触角测量数据
由表1可以看出,与对照组的情况相比,试验组接触角更小、更稳定,说明试验组润湿过程更易进行。对比试验组中处理60、120、240 s的三种情况,处理120 s的接触角最小,最稳定,且亲水性明显增强。由此表明,等离子处理可增强材料亲水性,且处理120 s为最佳处理条件。
2.1.2断裂力测试分析
对黏接后的试验组和对照组进行断裂力测试,测试数据如表2所示。
由表2可知,与对照组的情况相比,试验组的断裂力明显变大,说明试验组的黏接效果更牢固。对比试验组中处理60、120、240 s的三种情况,处理120 s的断裂力最稳定,由此表明,等离子处理可增强黏接强度,且处理120 s为最佳处理条件。

表2 断裂力测试数据
2.2 平均值和标准差分析
2.2.1接触角平均值和标准差分析
对TPU管接触角测试数据进行平均值和标准差分析,结果如表3所示。

表3 接触角平均值和标准差结果分析
由表3可知,对比试验组和对照组的情况,接触角的平均值分别为98.70°、28.09°、22.32°、20.23°,标准差分别为6.90°、9.27°、4.42°、7.63°;由此可见,处理后的浸润效果更好,并且处理120 s为最佳条件。
由表3可知,当等离子体处理时间从0 s增加到240 s时,静态水接触角随着处理时间的延长总体上可以分为两个阶段:第一阶段(处理时间 0~120 s),TPU管表面的接触角呈现出锐减的趋势,由0 s时的98.70°急剧下降到22.32°,TPU管表面的亲水性大幅提高。第二阶段(处理时间120~240 s),TPU管表面的接触角随时间的继续增加略有降低,基本趋于稳定状态。这可能是因为在整个改性过程的前120 s内,随着处理时间的增加,TPU管表面被活化,引入的亲水性基团逐渐增多,同时刻蚀作用加强,TPU管表面的比表面积增大,从而导致TPU管表面的亲水性不断提高。随着处理时间持续增大,TPU管表面含氧基团的植入率达到最大值以后便逐渐趋于稳定,再延长处理时间对TPU管表面的亲水性影响不大[6-7]。
2.2.2断裂力平均值和标准差分析
对TPU管和ABS接头黏接后断裂力测试数据进行平均值和标准差分析,结果如表4所示。
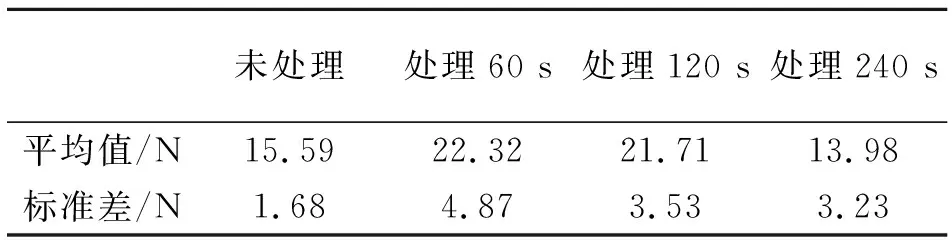
表4 断裂力平均值和标准差结果分析
由表4可知,对比试验组和对照组的情况,断裂力的平均值分别为15.59、22.32、21.71、13.98 N,标准差分别为1.68、4.87、3.53、3.23 N。试验组比对照组的断裂力更高、更稳定,由此可见,处理后的黏接效果更好;在试验组的三组中,处理120 s的断裂力最高且稳定,所以处理120 s为最佳条件。
3 结语
本文中将TPU管分别等离子处理60、120、240 s作为试验组,未做等离子处理的TPU管作为对照组,分别进行接触角测试。本文利用平均值和标准差对其测试数据进行分析,四组接触角的平均值分别为98.70°、28.09°、22.32°、20.23°,标准差分别为6.90°、9.27°、4.42°、7.63°。结果表明,接触角在处理120 s的情况下最小、最稳定,由此可得,处理后的浸润效果更好,且处理120 s为最佳处理时间。
将试验组和对照组分别以相同的黏接工艺与ABS接头黏接,然后分别进行断裂力测试。利用试验组和对照组的断裂力的平均值和标准差对其测试数据进行分析,四组断裂力的平均值分别为15.59、22.32、21.71、13.98 N,标准差分别为1.68、4.87、3.53、3.23 N。结果表明,在处理120 s的情况下断裂力最大、最稳定,由此可见,处理后的黏接效果更好,且处理120 s为最佳处理时间内。
由上述结论可得,等离子处理可以增强TPU管和ABS接头的黏接效果,且处理120 s黏接效果达到最佳状态,因此处理120 s为最佳处理时间。
猜你喜欢
化学工业与工程(2022年1期)2022-03-29
计算机技术与发展(2020年9期)2020-11-26
World Journal of Cardiology(2020年10期)2020-11-25
科学与财富(2018年30期)2018-12-28
分析化学(2018年4期)2018-11-02
现代农业科技(2018年2期)2018-02-26
分析化学(2017年1期)2017-02-06
计算机应用(2016年9期)2016-11-01
体育科技(2016年2期)2016-02-28
医学理论与实践(2012年4期)2012-12-09
