
含油污泥分离技术研究进展
2021-04-09 08:40武金辉巩志强王振波刘雷褚志炜
应用化工 2021年3期
武金辉,巩志强,王振波,刘雷,褚志炜
(中国石油大学(华东) 新能源学院,山东 青岛 266580)
1 含油污泥概述
1.1 含油污泥的来源及分类
含油污泥是由于泄露的原油渗入土壤中或者原油沉积时间过长以及炼化厂污水处理过程所产生的一种物质。其体系非常稳定,通常来讲组成成分为呈悬浮状的固体和油包水、水包油型混合物,具有数量多、危害大和处理难度大等特点。国内外一般是以含油污泥的来源为根据对其进行分类[1],大致可以分为原油开采、油田集输、炼油厂污水三个过程中产生的含油污泥。
(1)原油开采过程中产生的含油污泥。原油开采过程中,钻井阶段可能产生溢油和井喷,这会产生含油污泥。另外,在开采阶段,检测、封堵、油管断裂、修井作业等均可能产生含油污泥。此类含油污泥拥有含油量较高、颗粒细小、粘度较大和脱水困难等特点[2]。
(2)油田集输过程中产生的含油污泥。这部分含油污泥主要是联合站在运作的过程中产生的,由于联合站本身操作要求,其含油污泥的特征是含油率和含水率较高而固含率较低,主要包括污水罐、储油罐、沉降罐的罐底油泥以及储罐溢流产生的含油污泥。
(3)炼油厂产生的含油污泥,即所谓的“三泥”。
油田含油污泥的构成组分复杂多样,归为多相体系。含油污泥中沥青质、胶质等组分较多,和许多残余药剂结合稳定,与固态粒状物吸附后,形成胶体,给回收处理加大了难度[1]。
1.2 含油污泥的危害
1998年国家环保局将含油污泥列为废矿物油与含矿物油废物类(HW08项)危险固体废弃物。含油污泥的含油量一般在10%~50%之间,是一种粘度较大、难脱水并且普遍呈现黑色粘稠状的半流体。其成分含有重金属、有害杂质,一些特殊情况下还有放射性杂质[3]。含油污泥的积累所造成的危害是多方面的。含油污泥中的无机物、有机物很多是营养物质,又含有锌、铜等大量重金属,再加上含油污泥的沉降性不好,使其影响土地结构、地下水质量,既破坏生态结构,也危害人体健康;含油污泥含有病原菌、寄生虫卵以及苯系物、蒽、芘等剧毒物质,这些物质暴露在空气中,后患无穷;我国国家环保局要求油田企业必须对含油污泥进行无害化处理后才能排放,而在处理过程,油田企业需要耗费大量时间、费用。从发展的角度来看,石油并不是用之不竭的,所以含油污泥的资源化利用不仅在环保角度有价值,在能源再生上也是十分有意义的[2-3]。
1.3 含油污泥分离技术概述
石油是我国重要的不可再生资源,其不止在工业中有着重要作用,在人们的日常生活中也有着不可替代的地位。但是这一资源在提取、加工和存储的过程中混入泥土、不明介质和有毒物质后,便成为了危险的化工污染物。国外在含油污泥处理方面的研究开始较早,特别是美国、加拿大、荷兰、丹麦等国家技术相对成熟。近年来,国内各个油田企业针对含油污泥的资源化和无害化处理进行了不断尝试,虽然有一些进展,但是成功案例较少。
目前含油污泥的主要分离技术有:萃取法、热洗法、旋流分离法、破乳回收法、浮选除油法等。对含油污泥进行分离处理意义不仅是为了保护环境、维护人体健康等,也有助于高效回收能源、避免资源浪费,具有深远的意义。
2 含油污泥的三相分离技术
2.1 溶剂萃取法
溶剂萃取法是利用含油污泥中的石油类物质在不同的溶剂中有不同的溶解度来分离含油污泥中的石油混合物的操作,而且所使用的溶剂是互不相溶或者微溶的。将石油类物质萃取出来后,通过对溶剂的蒸馏来回收溶剂,实现了含油污泥的三相分离,同时也可以达到溶剂循环利用的目的。图1为溶剂萃取法的具体工艺流程。
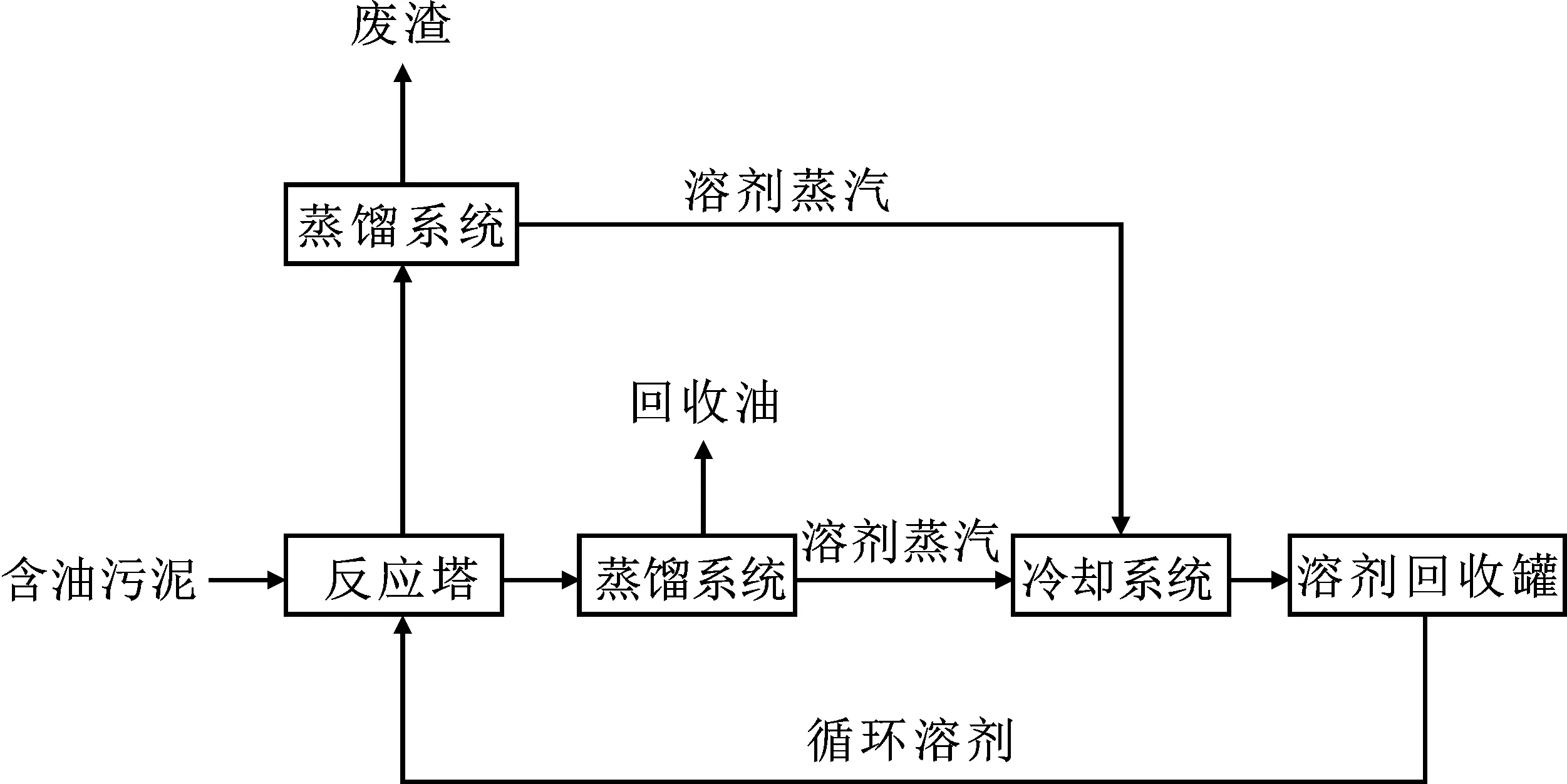
图1 溶剂萃取法处理含油污泥流程图Fig.1 Flow chart of treating oily sludge by solvent extraction method
陈文等[4]使用合成的复合型萃取剂D对彩南油田含油污泥进行了萃取处理,在35 ℃、萃取剂/含油污泥体积比为1.5∶1的操作条件下,除油率可达96.4%,并且溶剂回收率>95%,有效循环使用次数达到7次。赵明等[5]研究了离子液体-有机溶剂复合技术处理含油污泥,针对胜利油田的含油污泥,在正庚烷-离子液体[Emim][BF4]溶剂体系中,溶剂/油为50 mL/3 g,在50 ℃,反应时间20 min,离心机转速2 000 r/min时,油和沥青质的回收率分别达到90.5%及83.1%,且正庚烷和离子液体可以回收重复使用。Zhao等[6]采用溶剂萃取实验,通过分析油组分的脱附行为,研究孔隙结构和氢键的通道效应。在最佳条件下,最高采收率为87.9%。
由于萃取技术的简单直接,其成为研究人员的常用方法,开发高效低廉的萃取剂与新的萃取技术来实现萃取的大规模使用是研究者们的重点。此外,萃取剂的循环利用以及含油污泥的预处理也是亟待解决的课题。
在萃取技术发展中,延伸出了很多新的萃取工艺。比如超临界流体的应用。超临界流体萃取技术具有萃取速度快、提取率高、产品纯度好、流程简单、能耗低、无有机溶剂残留等优点[7]。吴智慧等[8]采用超临界流体萃取和固相萃取柱净化的前处理方法,并结合气相色谱-质谱法对含油污泥中16种多环芳烃进行检测。其以新疆油田采油或钻井等过程中产生的含油污泥为原料,最终测得16种多环芳烃在0.005~0.200 mg/L范围内线性关系良好,检出限(S/N=3)在0.26~2.38 μg/kg之间,并以0.200,0.500,1.000 mg/L添加量水平进行方法学验证,回收率在48.2%~113.3%范围内,相对标准偏差为3.5%~14%。
此外,倪银等[9]应用超声波加强萃取效果的超声耦合生物柴油萃取技术,Hu等[10]采用溶剂萃取和冻融相结合的方法从高水分炼油废水处理池污泥中回收石油,这些联合处理方法都颇见成效。
萃取处理法简洁高效、处理范围广,即使是含油量少的含油污泥也能达到较好的分离效果。同时大部分处理条件比较温和,能够较为彻底地进行含油污泥的三相分离,抽提出绝大部分石油类物质。萃取过程使用的萃取剂可以被回收起来,进行循环利用。但是萃取操作耗时长且不能处理重金属,所使用溶剂一般价格昂贵、消耗大、回收不彻底,而溶剂不能彻底回收就会导致资源浪费,并且容易造成二次污染[11]。工艺不成熟及成本较高是萃取工艺不能广泛使用的主要原因。
2.2 热水洗涤法
热水洗涤法(也称热脱附法)是美国环保局处理含油污泥优先采用的方法[12],目前国内主要将其应用于含油土壤的处理。最初的热水洗涤法只是单纯的使用热水来配制溶液,后期进一步发展为加入化学试剂处理,其工艺流程图见图2。
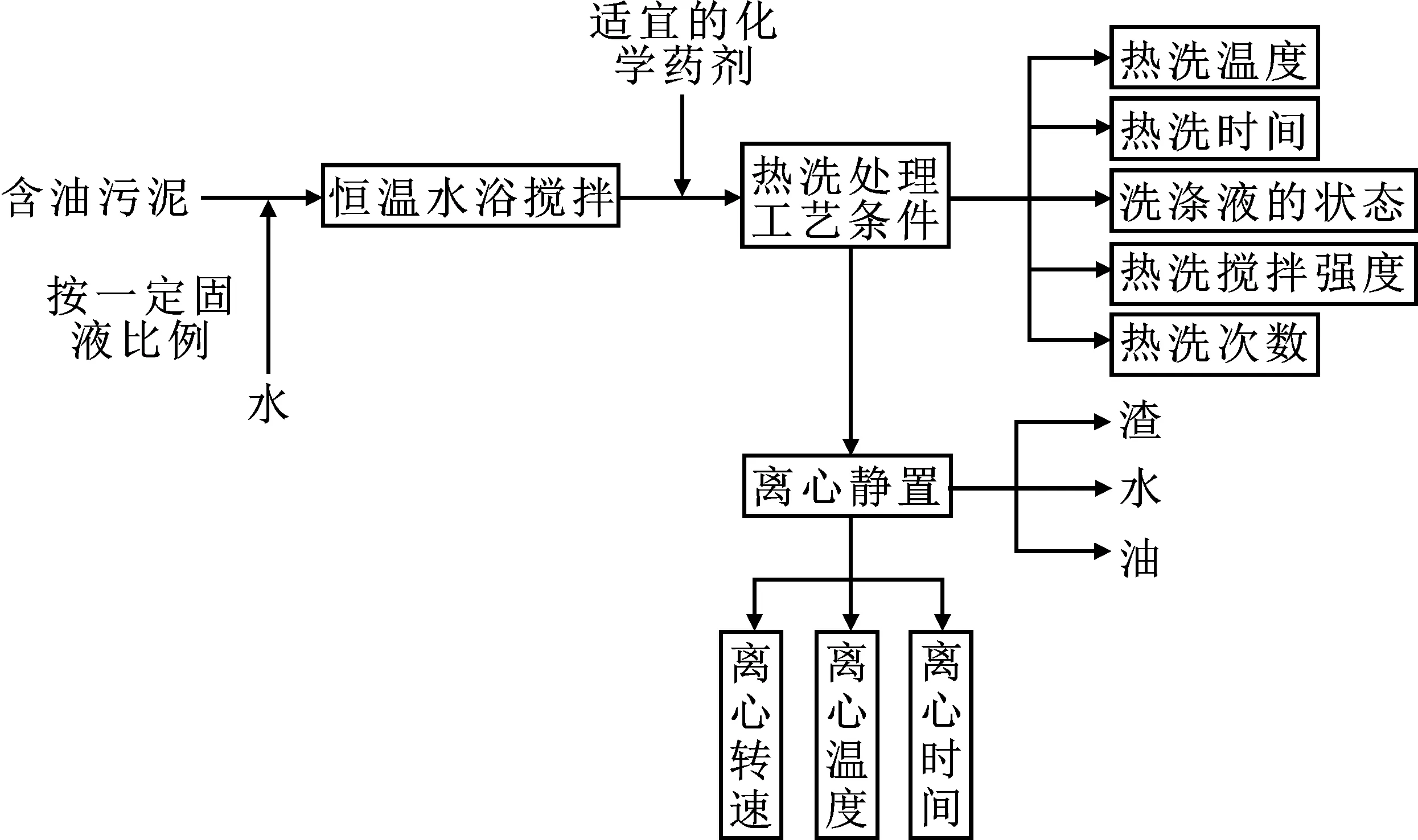
图2 热水洗涤法处理含油污泥流程图Fig.2 Flow chart of oily sludge treatment byhot water washing method
传统的含油污泥热洗处理工艺是将含油污泥加水稀释后再加热,同时投加一定量化学试剂反复搅拌清洗,使油从固相表面脱附或聚集分离,再通过离心作用,实现固液分离。分离出来的液相通过油水分离,即可实现油相的资源化回收利用,清洗液可循环回收使用[13]。
Jing等[14]通过单因素实验,提出用表面活性剂溶液洗涤含油污泥的最佳条件。实验研究了液固质量比、反应温度、反应时间和洗脱液质量分数4个因素对残油率的影响,测试的试剂有AEO-9、Peregal O、TritonX-100和DBS。在最佳条件下,Na2SiO3·9H2O的洗涤效果最好,残油率仅为1.6%左右。Duan等[15]首先分析了辽河油田稠油污泥的性质。然后,提出了多级化学处理,并筛选出用于固体分离的化学品。最后,探讨了合理的分离条件。处理后,油中的固体含量从18.57%降低到0.9%。
现在较为新型的热洗法是将各种处理方法与化学清洗进行结合。任鹏等[16]研究了一种生物和化学联合处理含油污泥的方法。此外高路军等[17]将热洗+微生物+叠螺脱水技术应用在了含油污泥的处理当中。
化学热洗工艺的关键之一是化学药剂的配制和使用,作为含油污泥处理的预处理操作是行之有效的。相应地,此工艺的未来研究方向倾向于复配及扩链[18]。
热洗法工艺简单、油回收率较高、适用范围广、成本低、可靠性较强,但是热洗过程中使用的清洗剂很容易造成二次污染,并且针对不同性质的含油污泥也需要专用的试剂,专一性较强[11,18-19]。
2.3 离心分离法
所谓离心分离法是借助离心分离设备来对含油污泥中不同密度的成分进行分离,离心设备提供高转速和离心力。离心得到的油可以回收利用,而水和固体需要继续处理。为了提高离心分离的效率,通常伴有加热辅助进行降粘,或添加有机溶剂、表面活性剂、破乳剂等来提高脱水效果[20]。离心分离法的工艺流程见图3。

图3 离心分离法工艺流程图Fig.3 Process flow chart of centrifugal separation method
含油污泥在形成阶段,会受到剪切作用,再加上其中含有胶质、沥青、有机酸等天然乳化剂[21],这一情况使得油和水之间形成了W/O型乳化液。单纯地依靠离心力来进行油水分离非常困难,对后续的加工也会带来很大影响。为了提高分离效率,在分离之前需要对含油污泥进行预处理,包括对含油污泥进行降粘、破乳。一般加热就能达到降粘的效果,破乳则通常有化学破乳、物理破乳、生物破乳等。
作为离心分离预处理的一个操作,调质和化学清洗是有分别的。虽然两者都用了化学试剂来达到脱固、破乳等效果,但是化学清洗着重于三相完全分离,最终达到自然沉降的目的。调质作为机械分离的预处理,要加入絮凝剂等使三相的密度差增大,更容易进行离心或旋流操作。即化学清洗需要加入清洗液、表面活性剂(增大固体润湿角的作用)、破乳剂等,调质则需要加入破乳剂、表面活性剂、调节剂、絮凝剂等化学添加剂。两者流程中都可以进行离心、旋流分离。其中破乳剂即为破乳型表面活性剂,化学破乳就是向含油污泥中加入破乳型表面活性剂。该方法可以有效且迅速地破坏油水界面,达到油水分离的效果,破乳后的含油污泥可通过重力沉降或离心分离实现最终的三相分离。
依靠离心力来分离的离心机器通常为离心机以及旋流器[19]。离心机相比于旋流器其优势在于分离粒径更小、常规流量更大,并且单位体积的处理量优于旋流器。但是旋流器的应用更加广泛,这主要基于以下三方面原因:多数情况下,离心机在粒径上表现的优良性能并不必要;离心机需要消耗大量电能使之高转速旋转而水力旋流器则不需要;离心机比水力旋流器昂贵[22]。因此,目前旋流分离法仍然是最合适的离心分离方法。
旋流分离技术可以分为静态旋流分离技术和动态旋流分离技术。图4为静态旋流器的原理图,其主要优点为:结构紧凑,体积小,质量轻;易于设计、运输、安装;所需系统配件少,维修费用低;调节控制简便,操作范围较宽,对基础运动不敏感。但其处理能力变化范围小,混合液体的浓度变化不宜过大,需要足够的入口压力,因此其使用也有一定的局限性。
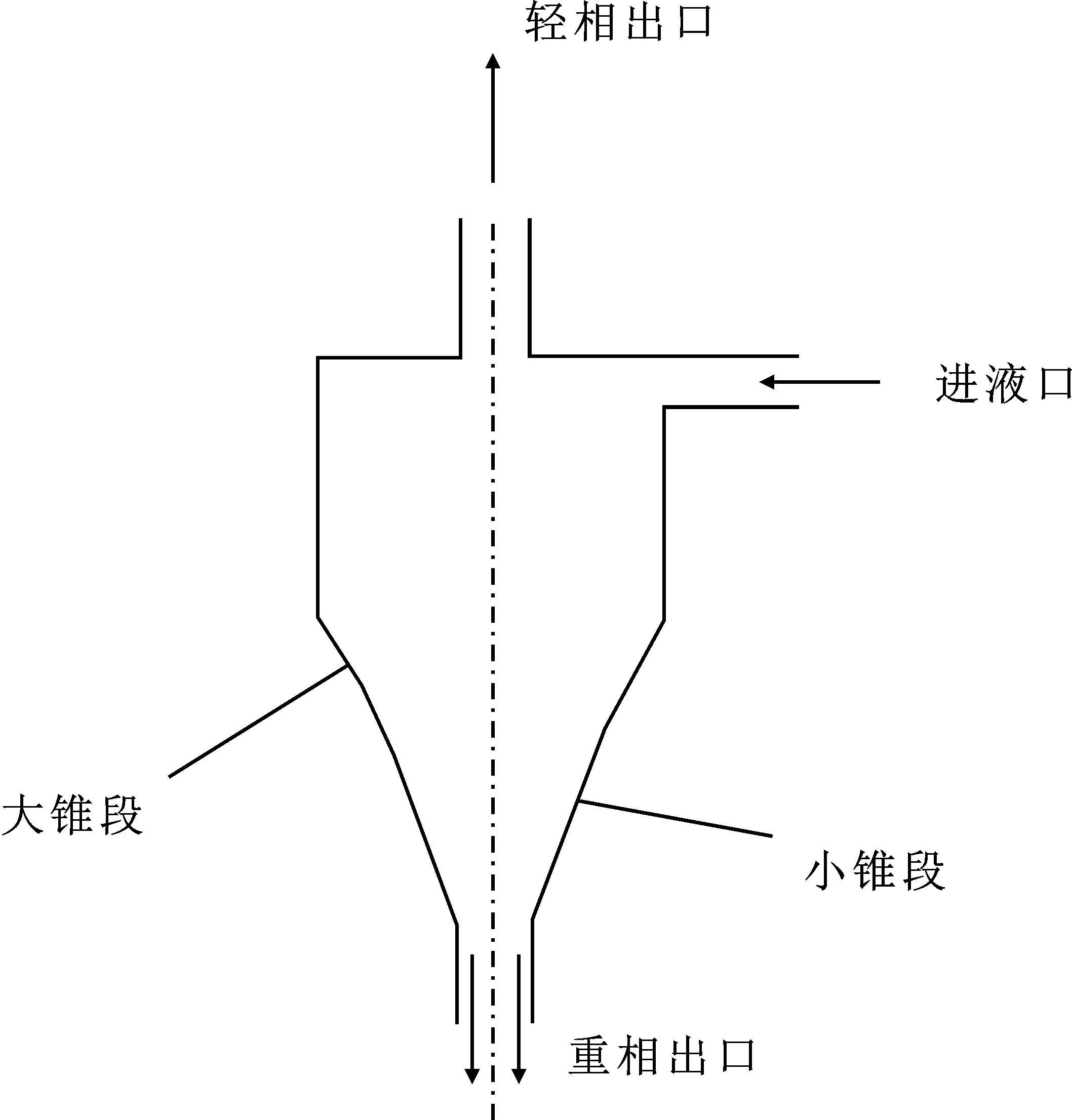
图4 静态旋流器原理图Fig.4 Schematic diagram of static cyclone
相比于静态水力旋流器,动态水力旋流器多了运动部件,能拥有更加强大的离心力场,动态旋流分离器在保留了静态旋流分离技术优点的基础上,还具有处理量变化更加灵活、可分离更细小的油滴、压力损失小等优点。此外,由于其外壳旋转还拥有分离效率更高、所需工作压力小、能耗少等特点。
而复合式水力旋流器是将静态旋流分离技术和动态旋流分离技术有机结合得到的,其针对实际要求将两种技术的优点组合得到种类多样的旋流器类型。研究表明,复合式水力旋流器在离心力场强度、流场动能补偿、分离效率等方面均具有一定的优势[23]。蒋明虎等[23]通过实验得出复合式水力旋流器的性能优于同一结构参数的静态水力旋流器,也有部分学者针对具体工况设计旋流器,并取得了不错的效果。
肖楠[24]根据具体的实验条件设计了复合式水力旋流器。Jia等[25]采用三相离心机对含油污泥进行处理,通过参数优化,满足了污泥、油水三相分离的要求。结果表明,当输入量低于5 m3/h时,三相离心机的最优操作参数如下所示:主电机和副电机的频率分别为33,30 Hz,絮凝剂流0.7 m3/h,温度55 ℃。离心处理后含油污泥含水率由98%降至70%以下,达到了减量化、无害化处理的目的。
离心分离法常与其余工艺结合,效果较为显著。Zhang[26]在实验研究中将超声处理技术与旋流分离技术结合在一起在最佳工艺条件下,离心出口污泥含油率<2%。Li等[27]提出了一种水热-水力旋流器工艺来加强渣油加氢处理废催化剂的管理。在最佳条件下,人工系统和真实系统对污染烃的去除率分别为93.5%和70.3%。
含油污泥离心分离是较为清洁、成熟的技术,其高效、简单、快捷、处理量大,无需大量化学试剂,设备占用空间小,适用于规模化处理含油污泥。但是为了提高离心分离效率,需要消耗很多能量来提供足够的离心力促使含油污泥中三相的分离。另外,离心机的运行会造成噪声污染,而且设备维护成本高,旋流器在这方面更有优势。此外,离心分离要达到高分离效率需进行破乳、降粘预处理,但是此技术无法处理重金属,并且预处理阶段的添加剂也会造成处理成本增加[28]。
2.4 超声波处理技术
超声处理是一种新型的含油污泥处理技术,其利用声场的振动碰撞、空化效应及热作用,使含油污泥中油水破乳并从固体颗粒表面被剥离下来,从而实现含油污泥三相分离[28]。
目前,国内对于超声处理含油污泥进行的研究较少,大部分都处于试验阶段,成本也较高。但是该技术日趋成熟,并且与其它处理技术较容易结合在一起。毕延超[29]设计了机械调质+超声脱稳+混凝沉淀+离心分离工艺技术,通过现场试验研究,确定了采用超声能够有效改善油泥分离效果。葛丹[30]采用超声波-破乳联用技术处理三元复合驱含油污泥,确定了固液比1∶5为最佳工艺条件,超声频率、功率、温度、时间分别为40 kHz、70 W、40 ℃、10 min,清洗药剂为3 mg/L、复配比为3∶1的XP-2和WL-4的弱碱性清洗剂,最高除油率可达96.8%。Su等[31]采用化学-物理调理复合技术降低污泥的比过滤阻力,结果比较理想,污泥比阻降至2.77万亿m3/kg,机械脱水后污泥含水率仅为68.71%。
超声波处理技术快速、高效、占地面积小、适用范围广、无需添加试剂,但是由于研究还主要在实验室里,所以也存在设备费用高、处理量小、易使污泥粘度增加、降低脱水性能等缺点[1]。处理时间和处理功率对含油污泥性质和处理效果的影响还需深入研究,也要统一实验标准,让不同的实验有比较的可能[32]。
2.5 微波处理技术
微波具有波动性、穿透性、高频性等特性,对含油污泥进行微波处理是利用极性分子对含油污泥进行干化和脱水,使含油污泥中的油水乳状液破乳分离,从而实现含油污泥的三相分离[18]。
徐士祺等[33]采用差值实验法测得了含油污泥的各组分含量,并通过自行设计的微波发射源对其进行研究,探究了微波功率、作用时间及吸波介质对微波处理含油污泥的作用效果。在微波功率增加时,样品含水量降低,析出油增加,同时,作用时间增长后,析出油的效果增强。
微波处理技术尚处在试验阶段,需要进一步确定其机理和应用条件才能广泛应用,常与其他技术联合使用。贾贤补等[34]采用微波与超声波两种技术对汽油含油污泥进行破乳实验,从安全性、粒度组成、过滤性、固相分离等方面分析实验数据,并与常规破乳方法对比研究后,最终得出结论:超声波适用于汽油含油污泥的处理,微波与超声波结合处理柴油污泥效果更佳。
微波处理法设备占地少、使用灵活、杀菌效率好、快速而有效、受热均匀、选择性好,并且可以固化重金属。但是这项技术需要专用设备,其成本和运行费用高且处理量小,不能彻底处理重金属[18,35]。
2.6 电动力学技术
电动力学技术基于电渗析、电迁移和电泳等的联合作用,使含油污泥中的水分和烃类在外加电场的作用下在阴极富集,固相组分在阳极积聚,从而实现油水泥三相的分离[32]。
Yang[36]在处理罐底含油污泥中,使用两个垂直电极,通过足够的电场,在4 cm的电极间距下 20 V,可以去除一半以上的水分。当电场进一步增加到30 V时,脱水效率从51.9%增加到56.3%,因此在相同尺度下,电场强度的进一步增加对脱水效率几乎没有影响。Gobbi等[37]使用3.5 L反应器的电凝技术,在每个10 s具有单极排列的铝电极和极性开关,用于从合成含油水中分离油,其油浓度类似于来自海上平台的采出水。经过20 min处理后,除油率高达98%。
此技术减量化明显,操作简单,安装方便,可回收重金属、烃类和泥渣,而且不产生二次污染,对环境较为友好。但是其同时存在电极设计复杂、能耗太高和容易导致土壤酸化的问题,而且电化学技术处理周期长[1,3]。
实现电动力技术的工业化应用还需要进一步的研究,而深入研究除油机理也需要提供坚实的理论基础。尽管存在许多与个案相关的过程优化研究,但需要一种通用的方法来最大限度地提高效率,并能在尽量广泛的范围内评价反应性能。通过评估各因素之间的平衡来优化工艺。此外,还需要找到更好的污泥处置和氢气利用的解决方案。这将使该技术成为一种更有效、更低成本、更环保、更可行的替代方法,用于处理含油污泥[38]。
2.7 冻融处理技术
冷冻熔融法利用水与油份凝结温度不同的特性,在低温条件下通过化学和物理作用打破含油污泥中油水间的热动力学稳定结构,使油水迅速分离[1,32]。
Jean等[39]首次报告了采用冷冻/解冻方法从含油污泥中分离油的可行性。冻融污泥由三个不同的层组成,顶部为油层,底部为沉积层,中间为水层,其成分通过气相色谱-质谱联用仪进行鉴定。冻融可分离其50%以上的含油量,然而超快速冷冻不利于油的分离。Lin等[40]研究了乳化体系参数和冷冻条件对破乳性能的影响,破乳性能与含水量(30%~65%)之间接近线性关系。破乳性能随液滴尺寸的增加而大大提高,但受油类影响较小。最佳的除水冷冻方法是在低温或干冰中冷冻,对于所有含水量为60%的实验系统,无论液滴大小和油相类型如何,其效率都在70%以上。

此技术操作简单易应用、处理时间短、适合寒冷地区,并且有机物不分解,不需要对分离液处理,也没有二次污染。但是其效率较低,在非寒冷地区的能耗也比较高,此外,同样存在无法处理重金属的问题[1,18]。
由于冻融技术的优缺点十分突出,从发明至今发展较为缓慢,国内外对具体工艺参数的研究还不够多,没有足够的数据积累,并且处理设备也不够完善,目前还没有应用于工业化。
2.8 浮选除油
含油污泥处理中的浮选技术通过大量微气泡与含油污泥中密度接近于水的油滴微粒黏附,形成密度小于水的气浮体,并在浮力的作用下上浮至水面形成浮渣,从而达到含油污泥三相分离的目的[32]。常规的浮选除油工艺流程见图5。

图5 浮选除油的工艺流程图Fig.5 Process flow diagram of flotation oil removal
万用波的试验结果表明:在温度60 ℃、搅拌时间30 min、搅拌强度2 250 r/min、充气量0.2 L/min时,采用热化学浮选法对含油污泥的处理效果达到最佳,最终含油污泥中残油量仅为2.8%。Guo等研究了酸化对浮选含油污泥脱水性能的改善,证实了含油污泥的絮体骨架可以通过氢氧化铝的溶解而被破坏;即酸化通过改变絮凝物结构来增强含油污泥的脱水能力。Rahmani等[43]采用连续电浮选工艺对活性污泥进行浓缩,研究了初始酸碱度、电流密度、运行时间、电极类型(不锈钢和石墨)和运行条件等关键因素对污泥浓缩的影响。
浮选除油也经常与其他工艺相结合。滕青等[44]采用热化学破乳和常温气浮相结合处理稠油污泥,先进行热化学破乳分离,再进行气浮除油,最后得到的泥饼含油率<2%,并且滤液可循环使用。
浮选技术易于操作、费用低,但其效率也较低,用水量大,不适合处理粘性大的含油污泥,同时不能处理重金属[1,32]。浮选技术在应用时一般需要加大量的水或者进行降粘和去除粗颗粒的预处理,应用范围较窄,但是其经济性的优点使其在众多处理技术中拥有一席之地。
2.9 膜分离技术
膜分离技术(微滤、超滤、反渗透、电渗析等)[45]是一种新型处理技术。含油污泥主要为油包水、水包油的乳化状态,而膜分离法针对提取乳化状态的油状物能够起到良好的效果[35]。其主要利用膜的选择透过性进行分离和提纯,过程推动力主要是膜两侧的压差。
应用膜分离技术的主要难点在于破除乳化状态、水油分离时的渗透体积的预测以及膜的寿命问题[45]。Yeom等[46]在1 000 ℃的温度下,通过简单的压制和浸涂工艺,成功制备了无裂纹氧化铝包覆粘土硅藻土复合膜。研究了硅藻土含量变化时膜的孔隙率、抗弯强度、孔径、通量和除油率的变化,再循环膜显示出极高的排油率(99.9%)。Pendashteh等[47]采用人工神经网络(ANN)对膜序间歇式反应器(MSBR)处理含盐量高的含油废水进行了建模研究。Yang[48]含油废水的处理在除油和减缓动态膜污染方面表现出优越的效果,表明电凝聚是一种很有前途的与动态膜耦合的废水处理技术。
此技术对设备的要求不高,耗能小,有效实现含油污泥的分离,同时外部污染性较低。但是在应用时难以解决膜的消耗问题,比如膜会受到污染,导致膜通量降低进而达不到预期分离效果,同时还有膜栓塞、膜断丝等,后期运营成本较高[1,35,49]。
操作条件对膜分离的效果有很大的影响,因此,许多研究在探究它们对分离性能的影响以及可能的优化方法。膜分离技术拥有应用潜力,其中,陶瓷膜是一种很有前途的油水处理材料,广受关注。然而,这些技术的生产成本仍然很高。因此,需要更多的努力来促进更便宜的无机膜,并进一步提高它们的分离性能。这些努力有望为含油废水的工业规模的膜分离工艺带来更可行的结果[50]。
2.10 油污泥三相分离技术对比
每一种含油污泥处理技术都有不同的特点,为了更好地进行对比,方便于实际应用,本文将技术特点总结成表格,见表1。

表1 含油污泥分离技术对比Table 1 Comparison of oily sludge separation technologies
3 含油污泥三相分离技术总结与展望
含油污泥的三相分离技术种类繁多,每种方法都有其优缺点以及使用范围,方法的多样性与含油污泥的不均匀、不同成分、不同种类具有统一性。
含油污泥的资源化和无害化一般是矛盾的,只用一种技术很难同时满足环保和再利用两个要求。比如溶剂萃取法、调质离心法等方法虽然高效但处理不彻底,而电动力学技术虽然对重金属处理较为彻底但是耗能高。近年来,随着人们环保观念的更新和环保意识的增强,不仅要控制含油污泥中的有机污染物,还要关注其中的重金属及其他无机污染物、放射性物质和有害微生物。在实际应用中,集中技术联合使用是常见的,比如超临界技术应用于萃取和无害化处理,超声波技术应用于化学热洗或者作为离心分离的预处理,微波技术和超声技术的结合被证实更加有效等。
当前的实践成果可以看出,以离心分离技术为核心,多样性的预处理以及后续处理与之相结合的观点是切实可行的,其更适用于工业生产。旋流器利用离心原理进行分离操作,比重力分离器效果好,结构更加简单,操作范围较宽,同时比离心机更具工业价值,相比于传统分离装置对空间的要求要低,适合工业推广。旋流器的这些优势决定了未来含油污泥分离的主导设备依然是旋流器。
猜你喜欢
选煤技术(2022年3期)2022-08-20
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
科学(2020年6期)2020-02-06
环境保护与循环经济(2017年8期)2017-03-22
中国资源综合利用(2016年3期)2016-01-22
油气田环境保护(2015年4期)2015-12-28
化工进展(2015年3期)2015-11-11
中国铁道科学(2015年2期)2015-06-26
专用汽车(2015年2期)2015-03-01
