
催化臭氧化-MBR工艺深度处理制药废水实验研究
2021-04-09 08:40杨文玲王坦
应用化工 2021年3期
杨文玲,王坦
(河北科技大学 化工学院,河北 石家庄 050018)
制药生产废水色度高、有机污染物品类多含量高,是典型的难降解工业废水之一[1-2]。非均相臭氧催化氧化产生的羟基自由基(OH·)可以降解废水中有机污染物,同时有利于后续生物处理。膜生物反应器(MBR)是一种集生物处理技术与膜分离技术于一体的新型高效水处理技术,MBR中实现了水力停留时间(HRT)和污泥停留时间(SRT)的有效分离,其固液分离的效果远远好于二沉池,减小占地面积,提高出水水质[3-7]。
本实验主要对MBR工艺和臭氧催化氧化耦合MBR工艺深度处理制药废水的工艺方法比较,验证臭氧催化氧化耦合MBR工艺深度处理制药废水的可行性。
1 实验部分
1.1 材料与仪器
硝酸镍、硝酸铁、硫酸银、硫酸汞、重铬酸钾均为分析纯。
JC101 COD恒温消解仪;JPB-607A溶氧仪;CF-G-3-10臭氧发生器。
1.2 臭氧催化剂制备
本实验催化剂采用浸渍法制备,将球型陶粒用蒸馏水反复清洗至pH值不再发生变化,将洗净后的陶粒载体放入烘箱于105 ℃干燥,500 ℃焙烧4 h后备用。将一定量的陶粒载体浸于一定浓度的硝酸铁和硝酸镍的混合溶液中,调节pH,浸渍24 h,过滤去除上层液,用蒸馏水反复清洗于 105 ℃ 内烘干,最后在马弗炉中以600 ℃焙烧 5 h,制得镍铁复合催化剂。
1.3 实验方法
实验装置见图1,由一个臭氧催化氧化反应器(有效体积7 L),随后是中间储水槽(有效体积 25 L)和膜生物反应器(MBR,有效体积20 L)组成。臭氧催化氧化反应器是由有机玻璃材料制成,反应器的底部设置有微孔钛板均匀布气,催化剂投加量为100 g/L,分三层投加(1∶2∶1),顶部设置尾气破坏装置。MBR反应装置材质为有机玻璃,选用聚偏氟乙烯中空纤维膜(PVDF),膜面积1 m2,膜通量为10 L/(m2·h)。本实验采用空气源臭氧发生器(广州环伟环保)产生的臭氧混合气体经臭氧催化氧化反应器进行连续性反应,经催化氧化反应排出的臭氧出水静置24 h之后再经过抽液泵打入MBR反应器中进一步生化处理。

图1 实验装置示意图Fig.1 Schematic diagram of experimental device
1.4 废水水质及检测方法
本研究所采用的废水是来自于某制药废水综合处理厂经过二级生化后的出水,原废水COD在500~1 600 mg/L之间,氨氮为17~35 mg/L之间。
COD检测方法采用重铬酸钾法进行检测[8]。氨氮采用蒸馏中和滴定法进行测定[9]。以 COD 和氨氮的去除率作为评价废水处理效果的指标。
2 结果与讨论
2.1 催化臭氧化停留时间的影响
考察连续反应中臭氧催化氧化不同停留时间对制药废水的降解效率。当停留时间由30 min逐步提高到180 min,COD的去除变化情况见图2。
由图2可知,COD去除率在停留时间为30 min时为28.8%,当停留时间提高至90 min时COD去除率达到50%,当停留时间增加至180 min时,COD去除率增长速率减缓,其处理效果与停留时间为 90 min 时相近,并没有显示COD的大幅度提高。可能是随着停留时间的增大臭氧浓度降低导致反应速率减慢,进而影响出水水质,因此,从经济的角度考虑,最佳停留时间为90 min。

图2 停留时间(HRT)对COD去除率的影响Fig.2 Effect of HRT on COD removal rate
2.2 臭氧催化氧化COD去除性能
采用停留时间为90 min连续运行65 d考察催化臭氧化对COD去除效率的变化趋势见图3。
由图3可知,进水COD在500~1 600 mg/L之间波动范围较大,臭氧催化氧化运行至50 d时,进水COD 平均值为933.55 mg/L,出水COD平均值为521.29 mg/L,其废水COD去除率基本稳定在45%左右,在运行至65 d时,进水COD的平均值为1 320.80 mg/L,出水COD值为883.05 mg/L,此时COD的去除效率降低了近10%左右。分析原因是上游工艺参数的改变导致出水水质发生变化,导致二级生化出水COD偏高,使得COD去除效率降低。总体来说,本实验所研制的催化剂具有较好的稳定性。
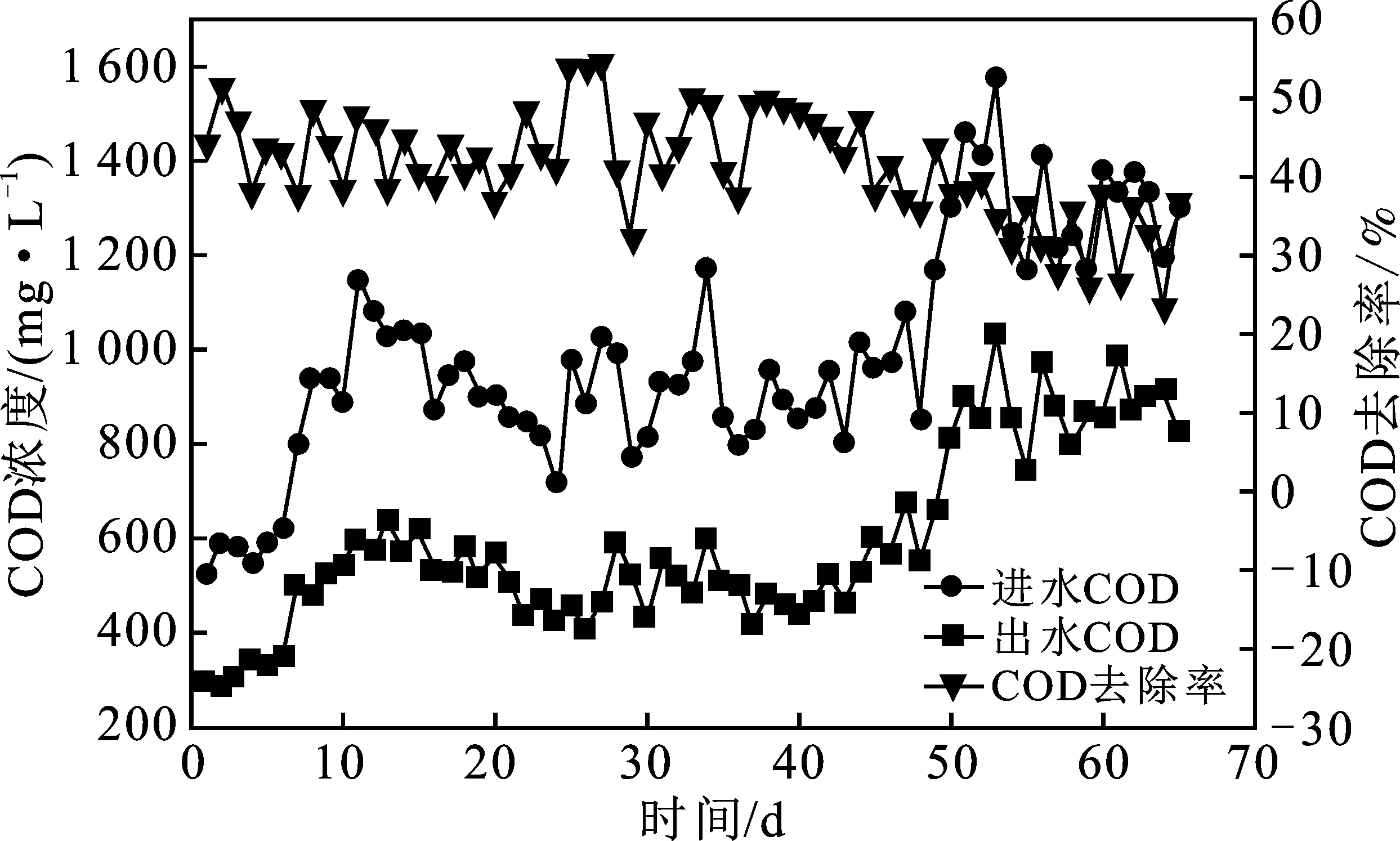
图3 臭氧催化氧化COD去除性能的影响Fig.3 Effect of COD removal performance by ozone catalytic oxidation
2.3 MBR对处理原废水效果的影响
MBR对原废水COD和氨氮的处理效果见图4和图5。PVDF膜的加入起到了泥水分离作用,由于膜的高效分离,分离效果远远好于传统的沉淀池,处理出水清澈,并且不会造成活性污泥的流失,无需补泥减少了人工操作和占地面积。同时也使微生物完全被隔离在生物反应器内,使系统保持较高的微生物浓度,保证了良好的出水水质[10-11]。实验选用的接种污泥选自该研究所污水处理系统CASS池内的好氧活性污泥,接种污泥的质量浓度控制在 10.00 g/L,COD处理负荷为1.2 kg/(m3·d),HRT为18 h,在进行膜处理过程中以1 h为限,每50 min反冲洗10 min,防止膜污染。由于原废水生化池COD波动较大导致在前期启动阶段波动较大,15 d左右COD的去除率基本保持不变,COD平均去除率基本保持在34%左右。由于原废水氨氮平均值在 22.66 mg/L 以达到国家最新的《发酵类制药废水污染物排放标准》(GB 21903—2008)的排放标准,通过连续21 d MBR处理后氨氮的平均值为 12.53 mg/L,其去除率为 44.71%。由实验可知,PVDF膜起到了对有机大分子的拦截,增加了大分子有机物在生化反应器中的停留时间,提高了生化处理效果,使出水COD和氨氮去除率进一步得到提高[12-14]。

图4 MBR工艺对COD的去除效果Fig.4 Removal effect of COD by MBR process

图5 MBR工艺对NH3-N的去除效果Fig.5 Removal of NH3-N by MBR process
2.4 MBR处理臭氧催化氧化出水效果的影响
臭氧催化氧化耦合MBR对制药废水的COD和氨氮处理效果见图6和图7。
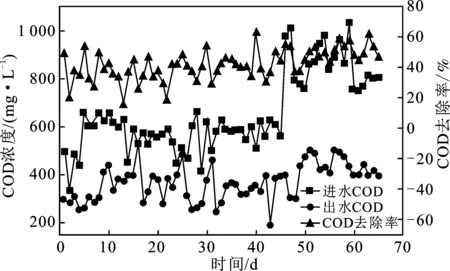
图6 MBR法处理臭氧催化氧化出水COD的变化Fig.6 Changes of COD in the catalytic oxidation of effluent water by MBR process

图7 MBR法处理臭氧催化氧化出水NH3-N的变化Fig.7 Changes of NH3-N in the catalytic oxidation of effluent water by MBR process
由图可知,在生化反应逐步稳定后经臭氧催化氧化处理后的进水COD和氨氮平均分别为653.63,12.46 mg/L,此时出水COD和氨氮平均值分别为372.12,4.45 mg/L,COD、氨氮平均去除率可达到43.1%,57.17%。由图可知,臭氧催化氧化后期COD浓度的波动较大,但通过MBR处理后其COD和氨氮的去除率并没有明显较大的波动,并不影响MBR对COD和氨氮的去除效果。由此证明,臭氧催化氧化耦合MBR优于单独MBR的废水处理效果,经过臭氧催化氧化处理后废水中的一部分大分子有机物被降解为小分子有机物和一些抑制性有毒污染物转化进而提高了废水的可生化性[15-19]。由此可知,经过臭氧催化氧化处理后的废水可生化性提高与一些研究者的研究结果相一致[20-24]。
3 结论
(1)自制臭氧催化剂在臭氧催化氧化深度处理制药废水过程中具有较好的稳定性。在HRT为 90 min 下连续运行50 d COD去除率可稳定在45%左右。
(2)臭氧催化氧化耦合MBR废水处理工艺在HRT为18 h,污泥浓度(MLSS)为10.00 g/L,COD处理负荷为1.2 kg/(m3·d)时,COD和氨氮的去除率分别为60.14%和80.36%,氨氮值低于35 mg/L,符合最新国家排放标准。
(3)臭氧催化氧化耦合MBR组合工艺相比于单独MBR工艺具有较高的COD、氨氮去除效果且出水水质稳定,是一种较为有前景的废水深度处理工艺。
猜你喜欢
化工管理(2022年14期)2022-12-02
金桥(2022年5期)2022-08-24
云南化工(2021年8期)2021-12-21
煤气与热力(2021年10期)2021-12-02
中国医疗保险(2017年1期)2017-05-18
中国医疗保险(2017年5期)2017-05-17
中学生数理化·八年级物理人教版(2017年12期)2017-04-18
中国蔬菜(2016年8期)2017-01-15
环境科技(2016年6期)2016-11-10
环境科技(2015年3期)2015-11-08
