
装配式建筑构件生产设计及工艺设备探究
2021-04-07 12:51陈宇翔
太原城市职业技术学院学报 2021年3期
■陈宇翔
(义乌工商职业技术学院,浙江 义乌 322000)
建筑业是推动社会经济发展的重要主体,随着社会环境的变化,装配式建筑成为行业发展的主要趋势。2015年,我国发布《工业化建筑评价标准》,决定在全国全面推广装配式建筑,并预计在未来15年到20年内取得突破性进展。2016年2月22日国务院出台《关于大力发展装配式建筑的指导意见》,要求要因地制宜发展装配式混凝土结构、钢结构和现代木结构等装配式建筑,力争用10年左右的时间,使装配式建筑占新建建筑面积的比例达到30%[1]。由此可见,在我国现阶段建筑行业中,装配式建筑的研究方向极其重要,而在装配式建筑中最为关键的就是预制构件的生产制造,预制配件生产制造技术和能力的发展是整个行业发展的保障。在我国现在建筑技术中,装配式预制构件主要以混凝土构件(PC构件)为主,因此本文内容均以PC构件为研究对象。
一、模具设计阶段
建筑构件的模具设计至关重要,直接影响到整个构件的制造成本以及使用寿命,所以在模具设计时首先就要考虑到模具的刚度问题,如果刚度不够,就会导致模具可周转次数大大降低,进而产生高额的二次追加模具费用或模具维修费用,甚至出现因此而导致极大影响工程进度的情况,同时也可能产生因模具刚度不够而出现模具瑕疵以致于影响生产的构件质量的情况。其次,在模具的设计中,需要考虑到模具的通用性,也就是增大模具的重复利用率,这就要求在设计过程中考虑到工程的连贯性,使模具在一个工程结束后,能够投入到下一工程的使用或进行小整改即可投入后续工程使用,避免出现模具单个工程项目使用后即无法与后续工程衔接而废弃的情况,如图1所示为立打楼梯模具三维图。最后,在模具的设计过程中,还需要考虑到建筑构件的生产工艺,否则生产效率将被大大降低,只有对生产工艺有相当的了解而且将其考虑在模具设计范围内,才有可能在保证模具刚度和精度的前提下,减少模具组模和拆模工序的数量和时间,提高生产效率[2]。
二、生产加工设备
(一)划线机
在PC构件的生产过程中,首先需要确定边模和预埋件的准确位置,用划线机将这些位置在底模上划出。划线机主要由机械部分、控制系统、伺服系统、划线系统组成。其中,机械部分主要包含走行支架、横梁、主副端梁、精密导轨、控制面板等;控制系统包括数控系统、电器配套1套、控制面板;伺服系统由X轴电机、Y轴电机、伺服变压器等组成;划线系统由划线车、划线支架、划笔、笔墨系统组成。划线机为桥式结构,可以适用于各种规格的通用模型叠合板,墙板底模的划线可根据实际要求处理复杂图形,精确定位系统,保证图形的准确。
(二)混凝土输送机、布料机
划线机在底模上划出边模和预埋件的位置后,需要将搅拌站出来的混凝土存放输送至布料机,再由布料机向模具中布料。
混凝土输送机由料斗、轨道、翻转设备和控制系统组成。混凝土从搅拌站出来后进入料斗,料斗通过特定轨道输送到设定的位置后通过翻转装置驱动使其旋转,将料斗中的混凝土倾泻到布料机中,倾泻后通过电控系统控制清洗平台,清洗平台设置于搅拌站下方。
混凝土布料机由支架、料斗、清洗装置和控制系统组成,主要用于将混凝土均匀定量地向混凝土构件模具中布料,如图2所示。布料机通过控制系统与计算机相连,直接读取图纸数据,将数据读取至控制器中,再通过平面两坐标运动控制纵向料斗升降,这样就可以根据PC构件的设计图纸尺寸、设计厚度要求由程序控制均匀布料。布料机采用整幅布料,布料速度快且操作简便。

图2 混凝土布料机
(三)振动台
在完成混凝土希料之后,需要将混凝土振捣使其密实,这个工作通常由振动台来完成。振动台由固定台座、振动台面、减振提升装置、锁紧机构、液压系统和电气控制系统组成,是用于振捣完成布料后的混凝土的周转平台,将其中混凝土振捣密实,如图3所示。固定台座和振动台面前后依次布置,固定台座与振动台面之间装有减振提升装置,周转平台放置于振动台上。振动台锁紧装置锁紧,将周转平台与振动台锁紧为一体,布料机在模具进行布料。布料完成,振动台起升后再起振,将模具中混凝土振捣密实[3]。
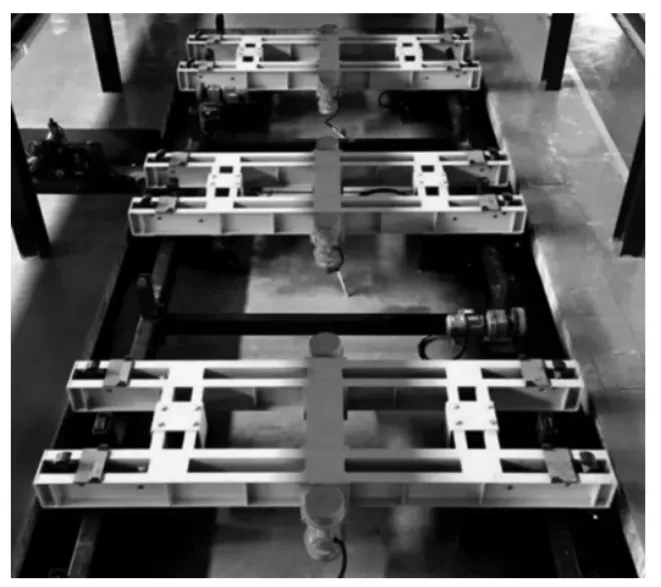
图3 振动台
(四)刮平机
经过布料振捣的混凝土需要刮平才能使表面平整,刮平机由钢支架、大车、小车、整平机构及电气系统等组成。将混凝土面看成一个由X轴和Y轴形成的平面,那么刮平机在钢支架上沿着Y轴走行,同时整平机构安装在小车上,小车沿X轴方向行走,则其刮平范围可覆盖整个模板。刮平机构的升降系统使用电动升降,其结构紧凑,安装方便,占据空间小,而且可以在规定行程范围内任意位置停止并自锁。刮平机上装有振动电机,与升降系统支架装有减振装置,并且装有特制刮平板,刮平板由耐磨材料按照特定的弧度压制而成,整平效果好。走行机构采用变频带刹车减速机,可以方便调整速度。
(五)堆码机、养护窖
经过振动密实且刮平整的混凝土建筑构件,接下来需要通过堆码机输送到养护窖的指定位置,堆码机由行走系统、大架、提升系统、吊板输送架、取/送模机构、纵向定位机构、横向定位机构、电气系统等组成。横向行走由变频制动电机驱动,装有夹轨导向装置、横向定位装置,保证横向走位精度,码垛车与养护窖重复位置精度不变,保证将构件送至养护窖中的精确位置。
构件被送至养护窖中存放,经过静置、升温、恒温、降温等几个阶段使水泥构件凝固强度达到要求。养护窖由窖体、蒸汽系统(或散热片系统)、温度控制系统等组成。根据生产需求设置具体养护工位数,其基本结构由若干个养护位的孔洞和2个进出输送工位组成,养护窖有保温门;养护窖采用钢结构支架,窖内安装滚轮用于输送及支撑模板;其中温度控制系统可根据需求适应不同的养护工艺。立体养护窖窖体是由型钢组合成框架,框架上安装有托轮,托轮为模块化设计。窖体外墙用保温材料拼合而成,每列构成独立的养护空间,可分别控制各孔位的温度。模具在立体养护窖中经过静置、升温、恒温、降温等几个阶段使预制构件凝固强度达到设计要求。窖体底部设置两个进出输送地面辊道,模板可沿地面辊道通过。
混凝土构件经过养护,再由堆码机的取模设备取出,通过吊板输送架等设备,最后准确地送至脱模位置进行脱模工作。
(六)养护及温控系统
模台预养护系统包括钢结构支架、保温膜、蒸汽管道、养护温控系统等部分。养护通道由钢结构支架、养护棚(钢-岩棉-钢材料)组成,放置于输送线上方,可以供带制品的模板通过。通道内的预养护工位由中央控制器自动控制启动停止,同时由于养护过程中的不同阶段对温度的要求不尽相同,所以需要通过中央控制器控制系统的温度变化,使系统内的温度随着养护的不同阶段而自动调节至该阶段下的适宜温度,而且控制人员可以根据历史实时记录温度的回放等控制混凝土构件的质量。另外,自动监控系统可用于蒸汽养护过程的监控,能自动控制养护通道内温度,通常设计养护时间为0.6小时左右[4]。
(七)拉毛机、抹光机
脱模后的建筑构件,为了能够跟现场的后浇筑构件更好地结合起来,还需对构件新浇注混凝土的预连接表面进行拉毛处理。拉毛机由钢支架、变频驱动的大车及走行机构、小车走行、升降机构、转位机构、可拆卸的毛刷、电气控制系统组成。拉毛毛刷由合金刀板组成,拉毛机在钢支架上纵向走行,小车在大车轨道上横向走行,拉毛范围可覆盖整个模板。
同时,脱模后的构件其他面上则需要用抹光机进行抹光,使表面更加平整光滑。抹平头可在平面的两个方向上自由移动并进行抹光工作。抹光机由门架式钢结构机架、走行机构、抹光装置、提升机构、电气控制系统等组成。
(八)模具清扫机
脱模后,为保证模具下一次的正常使用,需要将空模台上附着的混凝土清理干净。模具清扫机是由清渣铲、横向刷辊、支撑架、除尘器、清渣斗和电气系统组成。清渣铲能将附着的混凝土铲下,横向刷辊可以将底模上混凝土渣清扫,模具通过后掉落清渣斗内。吸尘器能将毛刷激起的扬尘吸入滤袋内,避免粉尘污染。其控制系统与喷涂脱模机装置一体化,减少操作人员。
(九)支撑、驱动轮和控制系统
除了以上设备外,生产过程中还需要用于整条生产线的空模周转平台及带制品周转平台运输的整套支撑、驱动和控制系统。
模板轨道自动传送系统由滚轮支架及带制动摩擦轮驱动装置组成。每条轨道板滚轮架线由1套电气控制系统控制,用于协调架线与其他设备的配合工作。每套电气控制系统由PLC为核心的主控制系统组成,下设子控制系统,主控制系统包括变频调速控制柜、PLC电器柜等。主控制柜由PLC及外围输入输出电路组成,电机主回路的设备由变频调速器、空气开关、接触器、热继电器等组成。每个模位设有转换开关,决定整个控制系统运行模式。在子控制系统上的转换开关是手/自动挡的切换。在输送线上不同位置布置了行程开关用于检测模板的位置、变速等,实现各工位的自动停止、启动、变速,并将清理装置、喷涂脱模剂装置、横移车等设备开启和停止统一控制。输送线控制系统用于传送空周转平台及带制品周转平台,是一条从空模周转平台到成品下线的输送线。采用PLC自动控制系统对整个流程进行控制。操作人员可通过选择运行模式将整个输送线分工,各工位可以独立运行及组合运行,可以手动/自动/半自动化切换运行。
三、模具检测及成品验收工艺
(一)模具验收
在完成模具设计制作工作后,在正式进入模具使用和构件生产之前,模具的验收工作是相当有必要的,模具的验收工作需要遵循先外观目测,后检测测量的原则,检测测量先外后内,从外框尺寸检查到细部配件定位检查,再到配件自身的尺寸检查。
模具外观的检测,应该首先对模具的底架、台模、边模等焊接部位的焊接情况进行检验,其次检查模具所用材料和配件的规格是否符合设计图纸的要求,还需要检查部件之间的连接是否牢固,以及预制构件上的预埋件、预留孔位等是否固定可靠等。
在模具外观满足以上要求后,再进行模具的内部尺寸检验,首先检测模具的整体尺寸、扭翘、侧弯等情况,然后检测模具内预留线盒、孔洞、埋件等配件的位置与尺寸。
(二)模具清理及组装
在模具验收完成后,对于新制的模具,在正式使用之前,还需要使用抛光机进行打磨抛光处理,目的是除去模具内腔表面的杂物和浮锈。打磨时需要把模具拆开,内腔向上,从一个模具边角开始向外逐步打磨,保证打磨均匀全面,不允许跳跃打磨和漏打磨。在模具清理干净后,才可以对模具进行组装。
(三)钢筋和预埋件的安装
验收合格的钢筋骨架,使用龙门吊进行整体吊装,将其吊至模具内,吊装过程中需要保证钢筋骨架的水平平行,并且要防止钢筋变形,线盒等预埋件需要严格按照图纸设计用螺栓固定于模板和压杠上。
(四)混凝土浇筑、振捣
在混凝土浇筑之前,必须先进行严格的混凝土质量检测,通常是在现场进行混凝土坍落度测试,控制坍落度在120 mm-160 mm。在混凝土的浇筑过程中,振动棒须避免与预埋件等接触,以防产生较大位移,对于楼梯、梁、柱等构件,应该采用分层振捣,一般以300mm每层比较适宜。最后,在浇筑振捣完成后,需要将多余的混凝土刮去,厚度偏差需要控制在0 mm-3 mm[5]。
(五)成型养护
构件浇筑成型后要进养护窖养护,通常的养护过程为:
(1)静停 1-2h;
(2)升温2h,升温速度通常控制在15℃/h;
(3)恒温最高温度控制在60℃;
(4)降温,以15℃/h的速度降至与大气温度温差小于20℃。
(六)脱模起吊
在PC构件的脱模起吊过程中,吊点的选择是重要的,需要尽量依据构件的重心来选择,否则可能因为构件荷载偏向某一方向导致安全事故,由于构件几何形状的不规则性和体积重量的特殊性,通常只能用理论计算的方法来确定它的重心[6]。即将构件假设为无数个基础单元的组合体,并将任意一个单元的位置和密度表述为:(x,y,z)和 ρ(x,y,z),整个构件质量定义为 m,则可以算出对于平板型构件P,其重心位置可以表达为:对于不规则构件体 V,其重心位置可表达为:
脱模起吊工作的起吊点须尽量接近于以上方法计算所得的重心,以避免造成安全事故[7]。
(七)构件表面修整和验收
构件在脱模后在一定程度上会有一些瑕疵,在经过工程师鉴定此瑕疵不影响结构受力的前提下,可以对这些瑕疵进行修整,修整后的混凝土构件应该采取措施进行保温保湿养护。建筑构件的验收原则与构件模具验收原则相似,遵循“先外观目测,后检测测量”的原则[8]。
PC构件的模具设计以及生产工艺是现代建筑技术的关键领域。在PC构件的生产过程中,从构件生产模具的设计开始到生产后的构件吊装,都要严格按照要求,所生产的PC构件才能在强度、抗压等方面达到建筑设计要求。
猜你喜欢
哈尔滨工业大学学报(2022年5期)2022-04-19
模具制造(2021年8期)2021-10-20
中南大学学报(自然科学版)(2021年4期)2021-05-17
上海航天(2021年1期)2021-03-04
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
模具制造(2019年4期)2019-06-24
太空探索(2013年9期)2013-12-26
科技传播(2011年19期)2011-08-15
中学英语之友·上(2008年6期)2008-06-30
