云南某含铁磷矿可选性实验研究
2021-04-07 01:51康鹏鹏陈双贵邓桂菊
磷肥与复肥 2021年1期
康鹏鹏,陈双贵,邓桂菊
(云南磷化集团有限公司 安宁矿业分公司,云南 安宁 650300)
云南是我国的磷资源大省之一,也是国家级磷复肥基地和磷化工产品的主要产地,磷资源消耗量极大。据不完全统计,云南省每年高品位磷资源消耗量在1 500万t以上。随着多年的大规模开发,高品位的优质富矿和简易擦洗矿急剧减少,开发利用中低品位磷资源已成为趋势。近年来,云南省中低品位胶磷矿的开发利用得到了迅速发展,但中低品位磷资源的储量有限,虽然目前磷资源并不短缺,但未来一定会受到磷危机的威胁[1]。为了我国农业生产的可持续发展,探索研究各类磷矿石的开发利用是磷资源开发利用技术储备的当务之急。为此,笔者对云南某含铁磷矿石可选性进行了研究,该矿石采用洗矿—磁选—浮选联合工艺综合回收磷、铁两种产品,并获得了较好的实验结果。
1 矿石性质
矿样为某工艺磷尾矿,粒度均匀,磷矿物赋存状态主要为磷灰石,外观呈棕褐色矿粉状,含有云母类矿物,用磁铁检验含有磁性矿物,初步判断属磁铁矿类矿物,原矿主要化学成分分析结果见表1。
由表1 可知,该矿石中的Fe2O3和P2O5含量较高,用磁铁可吸出部分矿石,故推测可供回收的有用矿物为磷矿和铁矿物。

表1 原矿主要化学成分 %
2 选矿工艺实验研究
2.1 矿石可选性探索
实验最先选用磁选将该矿样中的磁性矿物分离,然后磨细进行磷矿物的可选性研究。为了探索除去SiO2和MgO杂质的可能性,分别采取单一正浮选(除去SiO2杂质)和单一反浮选(除去MgO 杂质)2种选矿工艺,其实验结果见表2。
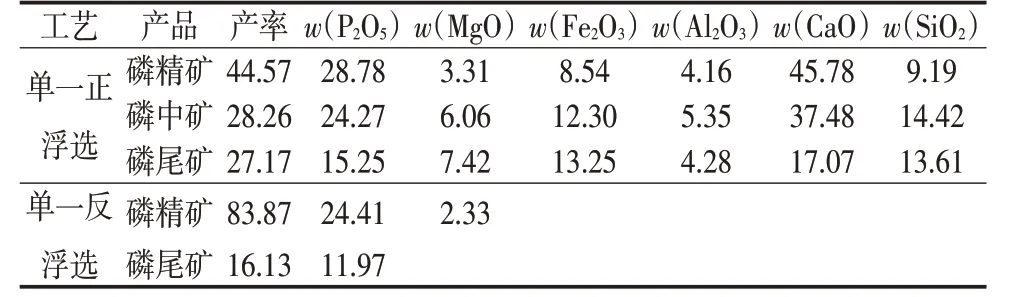
表2 单一正浮选、单一反浮选探索实验结果 %
由表2可知,单一正浮选或单一反浮选的浮选工艺都不能有效去除矿石中的SiO2和MgO杂质,所获得的磷精矿产品也不符合酸法加工磷矿石的质量要求[2]。
2.2 原矿洗矿筛分
单纯的浮选工艺不能使磷矿物得到合格有效的富集,初步判断由于原矿粒度细,铁、铝含量高,可能含有泥质矿物干涉浮选过程,为此对原矿进行了洗矿筛分,结果见表3。
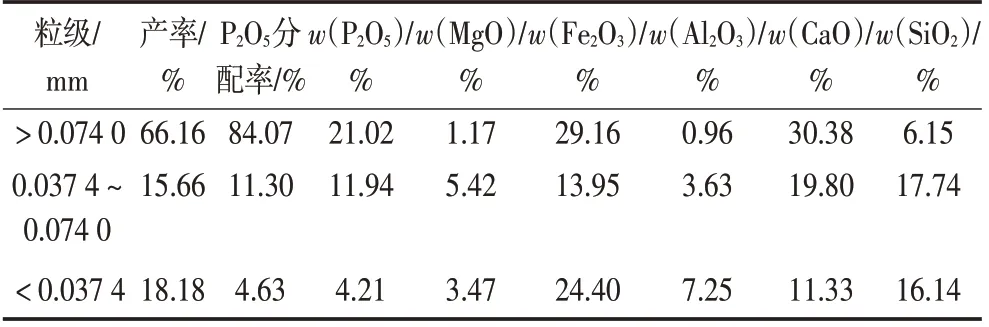
表3 原矿洗矿筛分结果
由表3可知,原矿中<0.037 4 mm的细粒级颗粒占比为18.18%,其w(P2O5)仅为4.21%,且铁、铝倍半氧化物和硅酸盐含量较高。因此,有必要预先脱除铁、铝,以防止其干扰浮选过程。
2.3 矿石磁选
由于矿石中Fe2O3含量较高且呈较强磁性,故将≥0.037 4 mm 粒级物料自然干燥后用磁铁以人工方式吸出磁性物料,磁性物料和非磁性物料的化学组分分析结果见表4。
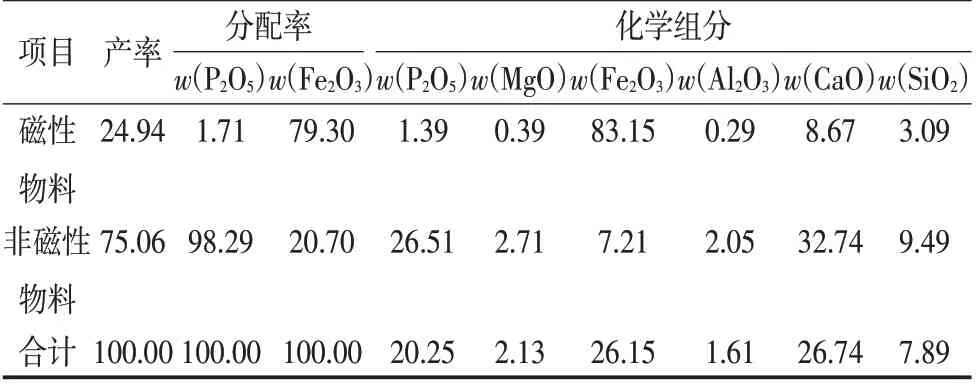
表4 样品中≥0.037 4 mm粒级磁性物料和非磁性物料的化学组分 %
由表4可知,约98%的磷矿物存在于非磁性物料中,近80%的铁矿物存在于磁性物料中;分离得到的磁性物料中w(Fe2O3)高达83.15%,作为铁精矿回收利用;排除磁性物料后,非磁性物料的P2O5含量明显提高,Fe2O3含量明显降低,为后续选别作业提供了良好的条件。
2.4 磷矿物浮选
浮选采用的药剂有:矿浆pH调整剂碳酸钠,硅酸盐矿物抑制剂水玻璃,含镁矿物抑制剂NO-2,磷矿物捕收剂HP。
实验原矿采用≥0.037 4 mm 粒级非磁性物料,在磨矿细度≤0.074 mm占比为84.5%的条件下,采用1粗1精1扫的磷酸盐浮选工艺流程回收磷矿物,同时进行浮选温度、NO-2 添加与否及添加点的实验。RN-1,矿浆加热到39 ℃浮选,NO-2添加于磨矿作业;RN-2,矿浆加热到39 ℃浮选,NO-2添加于浮选作业;RN-3,常温浮选(17~18 ℃),NO-2添加于浮选作业;RN-4,矿浆加热到39 ℃浮选,不添加NO-2。实验结果见表5。
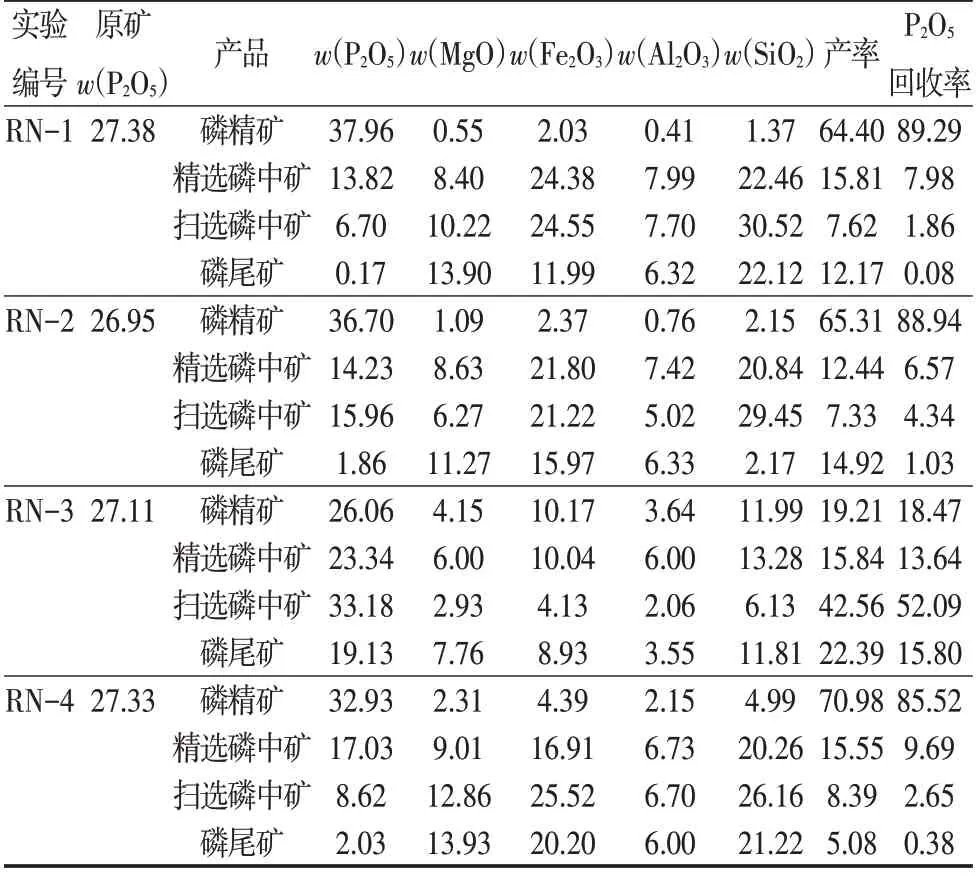
表5 浮选实验结果 %
由表5可知,常温浮选结果,缺乏规律性,实验效果不好,加热浮选结果优于常温浮选;将NO-2添加在磨矿作业可以提高磷精矿产品质量。对脱泥后的非磁性物料,在矿浆加热到39 ℃、在磨矿作业添加含镁矿物抑制剂NO-2时,用1粗1精1扫的磷酸盐浮选工艺可以获得高质量的磷精矿产品。磷精矿P2O5品位可达35%以上,浮选作业的P2O5回收率为85% ~90% (总P2O5回收率为80% ~83%)。所得磷精矿产品质量可以满足酸法加工[2]的要求。
3 结论
含铁磷矿样品中含有近1/4 的铁磁性矿物,为了提高资源利用率、降低生产成本,必须充分利用该铁磁性矿物。
可选性实验研究结果表明:采用洗矿—磁选—浮选联合流程可有效回收含铁磷矿中的铁矿物和磷矿物,在优化条件下,可获得w(P2O5)35%以上的磷精矿产品;浮选作业P2O5回收率达85% ~90%。加热浮选优于常温浮选,适当添加含镁矿物抑制剂有利于提高磷精矿质量。
猜你喜欢
矿山安全信息(2022年23期)2022-11-24
自动化仪表(2022年10期)2022-10-28
中国非金属矿工业导刊(2022年1期)2022-03-08
资源导刊(2021年10期)2021-11-05
有色金属(矿山部分)(2021年4期)2021-08-30
昆明冶金高等专科学校学报(2020年5期)2021-01-04
黄金(2020年9期)2020-09-10
矿冶(2020年4期)2020-08-22
建材发展导向(2019年10期)2019-08-24
筑路机械与施工机械化(2014年5期)2014-03-01