可膨胀石墨催化合成癸二酸二乙酯
2021-04-06 13:01王勤
化学工程师 2021年3期
王 勤
(常州夏青科技有限公司 常州市工程技术研究中心,江苏 常州213000)
癸二酸二乙酯可以用作塑料耐寒增塑剂、香精、溶剂,还可用于制备医药中间体[1]。传统制备工艺是在浓H2SO4催化下,癸二酸和乙醇酯化反应而成[2,3],该方法存在选择性差,副反应多,对设备腐蚀严重,收率低等问题。近年来,人们不断寻找合适的催化剂取代浓H2SO4,用于催化合成癸二酸二乙酯的催化剂主要有:对甲苯磺酸[4]、NKC-9催化剂[5]、固体超强酸[6]、甲基磺酸[7,8]等。
可膨胀石墨用于有机合成,已有一些报道[9,10]。本研究以癸二酸和无水乙醇为原料,可膨胀石墨为催化剂,催化合成癸二酸二乙酯(见图1)。

图1 癸二酸二乙酯的合成Fig.1 Synthesis of diethyl sebacate
1 实验部分
1.1 主要试剂与仪器
癸二酸、乙醇、浓H2SO4、浓HNO3、KMnO4,乙酸乙酯,以上均为分析纯,上海国药集团生产;鳞片状石墨,保定艾可森碳素制品有限公司。
WYA-1S型数字阿贝折光仪;Nicolet 6700型傅立叶变换红外吸收光谱仪;Varian INOVA-300MHz型超导核磁共振波谱仪;GC-14B型岛津气相色谱仪。
1.2 催化剂的制备
催化剂的制备参考文献[10],备用。
1.3 癸二酸二乙酯的合成及表征
在四口烧瓶中依次加入0.1mol癸二酸、0.5mol乙醇、1.5g可膨胀石墨、60mL环己烷,装上分水器加热回流分水,计算酯化率。

反应结束,回收催化剂,加入100g乙酸乙酯,用15%液碱调节pH值至7~8,分液,水层弃去。有机层用40g饱和NaCl水溶液洗涤,无水MgSO4干燥,减压蒸馏,收集沸点135~136℃(400Pa)的馏分。经气相色谱分析产物纯度大于99%。测得产物的折光率为(文献值[8]1.4363);1H NMR(300MHz,CDCl3)δ:4.12~4.15(m,4H,-CH2),2.27(t,4H,-CH2),1.60~1.61(m,8H,-CH2),1.21~1.42(m,4H,-CH2),1.25(t,6H,-CH3);IR(KBr):2983,2932,2857,1739,1460,1180,1036cm-1,表征数据与文献[8]吻合。
2 结果与讨论
2.1 催化剂用量的影响
0.1mol癸二酸,0.5mol无水乙醇,一定量的可膨胀石墨,60mL环己烷,考察不同催化剂用量的影响。

表1 催化剂用量的影响Tab.1 Effect of catalyst dosage
由表1可以看出,随着催化剂用量的增加,活性中心增多,促进了该反应正向进行。但催化剂量达到1.5g时,继续增加催化剂用量,影响不大,所以选择最佳用量为1.5g。
2.2 醇酸比的影响
0.1mol癸二酸,1.5g可膨胀性石墨,60mL环己烷,改变无水乙醇的量,考察醇酸比的影响。

表2 醇酸比的影响Tab.2 Effect of alcohol acid ratio
由表2可以看出,随着醇酸摩尔比的增大,酯化率增加,说明增大醇酸比有利于反应向正方向移动。增加醇酸比有利于癸二酸单乙酯向癸二酸二乙酯转化,否则停留在一元羧酸酯的状态,降低了酯化率。当醇酸摩尔比达5∶1时,酯化率最高,可达96.0%,继续增大摩尔比,体系稀释了,降低了反应液与催化剂接触的机会,酯化率反而有所下降。所以醇酸摩尔比最佳为5∶1。
2.3 反应时间的影响
0.1mol癸二酸,0.5mol乙醇,1.5g可膨胀性石墨,60mL环己烷,考察反应时间的影响。
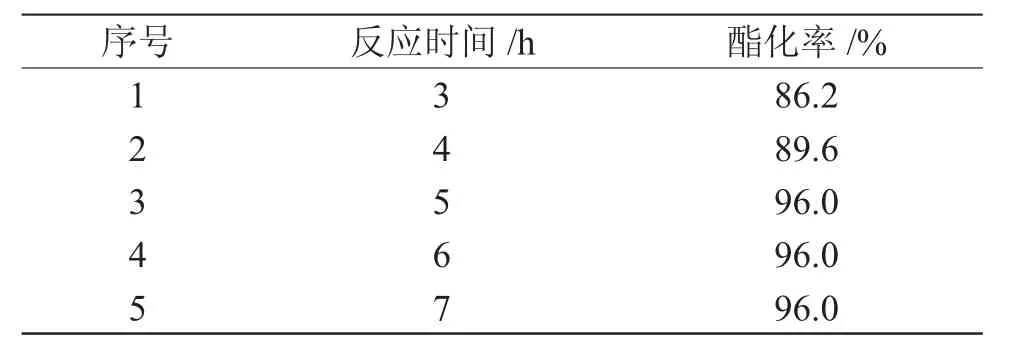
表3 反应时间的影响Tab.3 Effect of reaction time
由表3可以看出,随着反应时间的延长,产品转化率增加,酯化率上升。5h酯化反应结束,即使再延长反应时间,酯化率不变。
2.4 催化剂使用次数的影响
酯化反应结束后,过滤分离,回收催化剂。0.1mol癸二酸,0.5mol乙醇,1.5g可膨胀性石墨,60mL环己烷,反应5h,考察催化剂回收使用次数的影响。

表4 催化剂使用次数的影响Tab.4 Effect of catalyst usage times
由表4可以看出,催化剂经重复使用5次,酯化率仍可以达到90%以上,说明该催化剂具有较好的抗流失性,能够进行工业化应用。
2.5 带水剂用量的影响
酯化反应用带水剂进行带水,促进反应正方向进行,带水剂的多少会对反应产生较大的影响。0.1mol癸二酸,0.5mol无水乙醇,1.5g可膨胀石墨,反应5h,用不同量的环己烷带水,考察带水剂用量的影响。

表5 带水剂用量的影响Tab.5 Effect of water carrying agent dosage
由表5可以看出,带水剂用量少时,带水效果不好,整个系统的回流温度偏高,导致更多副产物的生成。超过60mL时,继续增加带水剂的量,又使反应体系温度降低,不利用正方向进行,从而酯化率降低。所以带水剂环己烷的最佳用量为60mL。
2.6 优化工艺条件的平行实验
优化反应条件为:0.1mol癸二酸,0.5mol无水乙醇,60mL环己烷,1.5g可膨胀石墨,反应5h。按照优化反应条件进行了5次平行实验。
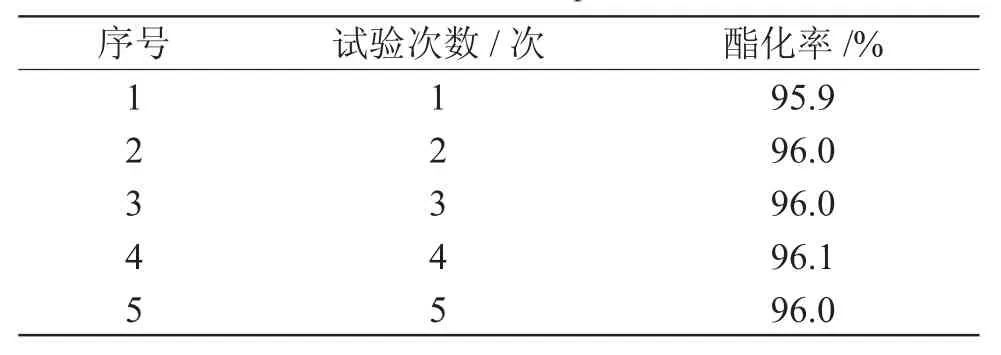
表6 优化条件下的平行试验Tab.6 Parallel tests under optimized conditions
由表6可以看出,该工艺重复性和稳定性较高,具有推广和应用价值。
3 结论
可膨胀石墨用于癸二酸二乙酯的制备,最佳工艺条件为:癸二酸0.1mol,醇、酸物质的量比为5∶1,可膨胀石墨用量为1.5g,环己烷60mL,癸二酸二乙酯收率可达96.0%。催化剂重复使用5次,收率可达90%。该工艺具有催化剂活性高、后处理方便、成本低廉、便于工业化生产等优点。
猜你喜欢
上海建材(2022年3期)2022-11-04
科学导报(2022年28期)2022-05-24
化学反应工程与工艺(2022年1期)2022-04-23
能源化工(2021年6期)2021-12-30
能源化工(2021年1期)2021-12-28
酿酒科技(2021年5期)2021-06-06
化工管理(2021年7期)2021-05-13
上海理工大学学报(2020年5期)2020-11-21
科学与财富(2020年26期)2020-11-16
石油化工应用(2020年9期)2020-10-17