
薄板坯连铸连轧工艺试生产低牌号无取向电工钢磁性能和织构的分析
2021-03-31 07:31供稿海超王忠东
金属世界 2021年2期
供稿|海超,王忠东
内容导读
本文简单介绍了本钢薄板坯连铸连轧生产线试制低牌号冷轧无取向电工钢的生产工艺。通过检测得到50W800、50W1000、50W1300牌号的电工钢的磁性能均满足使用要求,主要的织构都是(100)面织构,但是织构的强度均在2.6~3.5之间,使得(100)面织构所占的比例没有达到20%的理想状态。分析指出今后的工作目标是通过轧制、退化等工艺调整,提高(100)面织构的比例,提高无取向电工钢的磁感应强度,降低铁损。实验表明本钢通过短流程生产无取向电工钢的工艺制度可行,但还需要进一步优化。
目前我国的电工钢生产、技术、规模发生了巨大的变化,冷轧电工钢产量达到800多万t,产量还在不断的增长。我国已成为世界最大的生产和消费电工钢的大国。钢铁市场的变化和价格的低位运行,使得高技术、高利润的产品成为各钢铁企业开发品种的对象[1-3]。因此各钢铁企业都将电工钢列为品种发展的方向。近年来本钢生产了多个牌号的无取向电工钢,包括热轧品种和冷轧品种。
薄板坯连铸连轧生产技术是20世纪80年代末开发成功的生产热轧板卷的新技术,属于近终形连铸连轧技术,可生产出接近成品规格的薄板(带)坯,是连续紧凑化流程,因而薄板坯连铸连轧工艺被作为钢铁工业现代化流程的标志。与传统的生产工艺相比,薄板坯连铸机具有生产流程短、生产效率高、薄规格产品优势明显、交货周期短等特点,从而具有节能、投资省、生产周期短、劳动成本低及适应性强等优点[4], 引起了广大钢铁企业的广泛关注和重视,是近二十年国内迅猛发展的铸机机型。本钢薄板坯连铸机采用铸机自动开浇、塞棒控流、H2漏斗型结晶器、结晶器液压振动、二冷方式喷淋水+气雾型、动态软压下等技术特点,达到硅钢产品生产的要求,进一步降低生产成本,增加硅钢产品的获利能力。本文主要介绍本钢应用薄板坯连铸连轧生产线试制生产低牌号冷轧无取向电工钢50W800、50W1000、50W1300,并对其磁性能和织构进行分析。
工艺路线
薄板坯连铸连轧生产线的工艺流程为:铁水脱硫 → 顶底复吹氧气转炉冶炼 → 精炼 → 连铸连轧 →酸洗 → 冷轧 → 连续退火 → 涂层。生产流程中要注意控制硫、锰、硅的含量和合理制定加热制度、轧制工艺和卷曲温度。
磁性能
采用磁性测量仪测试各个牌号的铁损和磁感应强度,通过表1可以看到50W800的P15/50值在4.6~5.2之间,B50值在1.72~1.75之间;50W1000的P15/50值 在5.2~5.5之 间,B50值 在1.76~1.77之间;50W1300的P15/50值在5.4~6.3之间,B50值在1.77~1.78之间。从铁损和磁感应强度这两项指标上看,本钢生产的电工钢产品在国内同牌号产品中处于先进的水平。
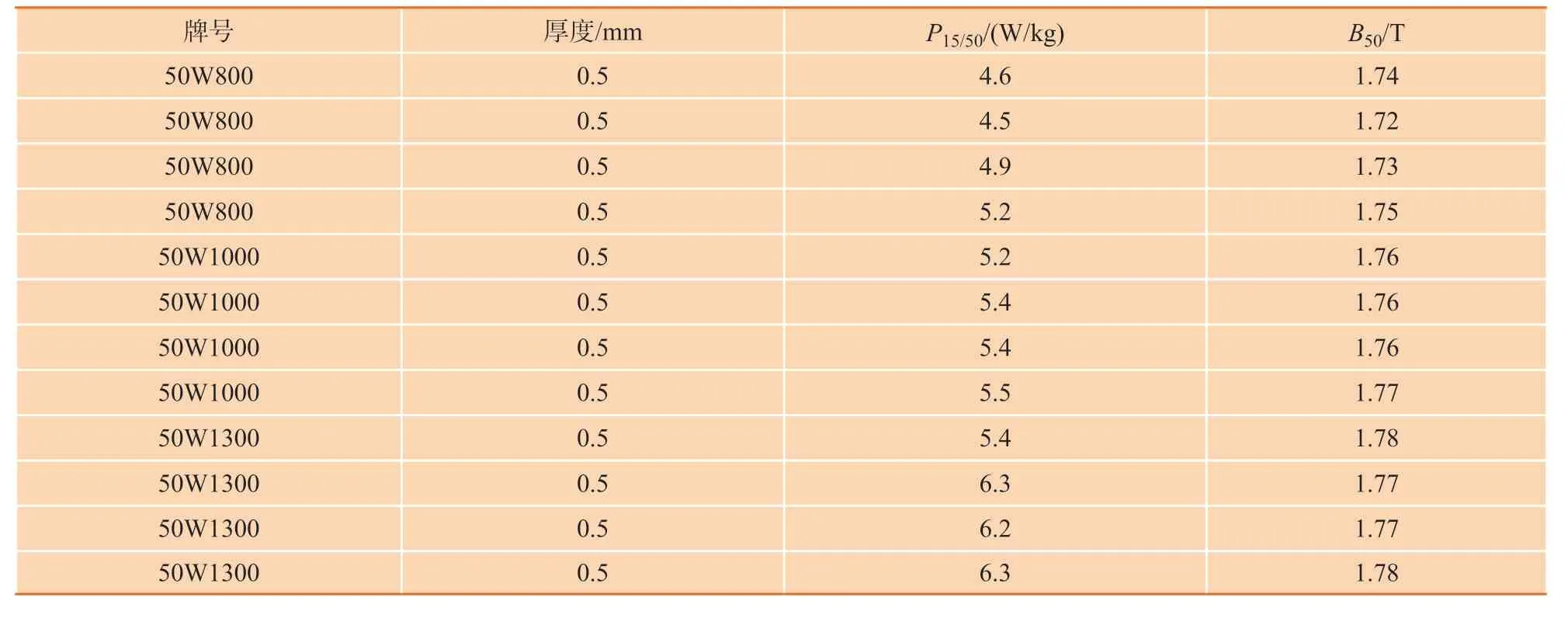
表1 各牌号无取向电工钢的铁损和磁感应强度
织构测试
以取向分布函数φ=45°截面图来表达无取向硅钢织构,在所得到的截面图上可以观察到一系列重要的取向位置。在θ=0°的位置对应的主要是(100)[uvw]织构;在θ=35°的位置对应的主要是(112)[uvw]织构;在θ=55°的位置对应的主要是(111)[uvw]织构;在θ=90°的位置对应的主要是(110)[uvw]织构(图1)。在实际的测试冷轧无取向电工钢50W800、50W1000、50W1300时,取向分布函数φ=45°截面图上可以看到主要的织构是(100)面织构(图2),但是织构的强度都不是很强,在2.6~3.5之间。强度的不突出,使得(100)面织构所占的比例没有达到20%左右的理想状态。这与织构进行定量分析的结果正好对应。
使用同一软件对织构组分进行定量分析。定量采用仿板织构方式扫测并按谐分析求算反极图的方法[5]计算出各样品主要织构组分的体积百分数(表2)。通过定量计算可以看出本钢50W800、50W1000、50W1300无取向电工钢(100)面织构主要组分所占的比例在11%~17%之间。
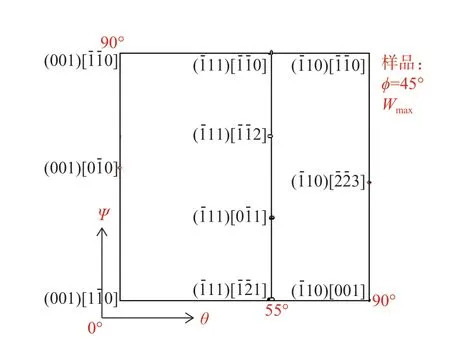
图1 φ=45°截面图主要织构的分布位置
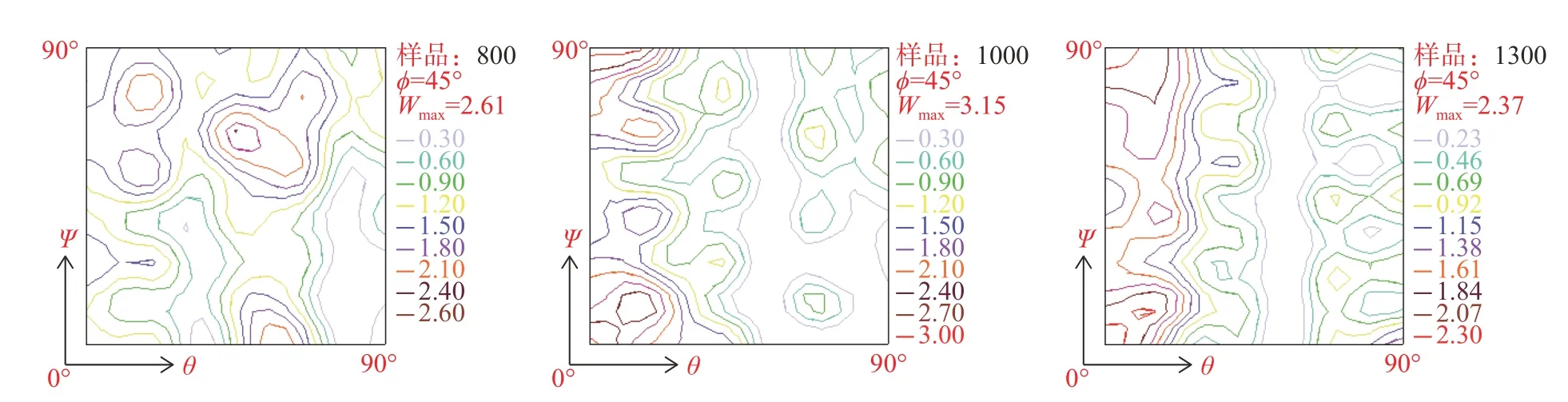
图2 50W800、50W1000、50W1300无取向电工钢的织构分布

表2 各牌号无取向电工钢(100)面织构所占比例
分析
影响无取向电工钢磁感应强度的主要因素之一是晶体织构。理想的无取向电工钢的织构是(100)[uvw]面织构。但是实际上不能够完全得到这样的单一的织构,还会得到(110)、(111)、(112)等其他面织构组分。目前的要求是{100}组分能够达到20%,就属于无取向混乱织构,也就是磁各向同性。理论研究得到(100)[uvw]面织构具有最高的B2500,比各向同性状态高0.16 T(10%),而(111)[uvw]面织构和(110)[uvw]面织构的B2500比各向同性状态分别低0.11 T(7%)和0.04 T(2%)[6]。因此要提高{100}织构降低{111}织构。从取向分布函数φ=45°截面图上看,织构的分布状况为(100)面织构比较强,但是通过定量计算后(100)面织构所占的比例还有待提高。今后的工作的目标就是通过轧制、退化等工艺的调整,将(100)面织构的比例提高,提高无取向电工钢的磁感应强度,同时将铁损降下来。
结束语
(1)本钢目前生产的冷轧无取向电工钢50W800、50W1000、50W1300的磁性能达到使用要求。
(2)本钢生产的冷轧无取向电工钢50W800、50W1000、50W1300的(100)面织构所占比例有待提高。
(3)本钢通过短流程生产无取向电工钢的工艺制度可行,还需要进一步的优化。
猜你喜欢
工具技术(2022年6期)2022-10-13
钢铁钒钛(2022年2期)2022-08-03
宝钢技术(2022年3期)2022-07-12
科技研究·理论版(2022年7期)2022-03-23
矿冶工程(2022年1期)2022-03-19
铝加工(2021年6期)2022-01-15
课程教育研究(2020年17期)2020-07-04
山东工业技术(2019年13期)2019-05-30
当代工人·精品C(2015年5期)2015-12-04
当代工人(2015年17期)2015-11-17
