
汽车副车架焊接变形的控制方法
2021-03-28 14:23:00王浩名
汽车工程师 2021年1期
王浩名
(广州汽车集团股份有限公司汽车工程研究院)
汽车副车架的钣金厚度一般为2~4 mm,主要采用CO2气体保护焊连接,与白车身薄钣电阻点焊相比较,其焊接变形比较大[1]59。同时副车架焊接后非常容易产生残余应力,导致副车架焊缝出现断裂等质量问题。如果在产品设计和夹具设计阶段没有考虑这种情况,将会导致副车架尺寸精度达不到设计要求,影响副车架总成的精度。因此,分析副车架焊接变形的原因和制定焊接变形的控制措施,在副车架焊接过程中有着非常重要的意义。
1 现状
1.1 副车架结构概况
某轿车后副车架,如图1所示。后副车架一般由前圆管横梁、左右圆管纵梁、后横梁上下板、车身套管以及加强板组成,这些部件通过120多道CO2气体保护焊连接。
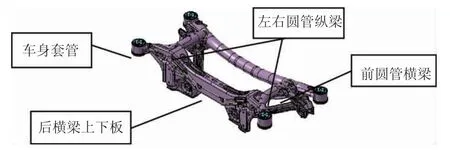
图1 某轿车后副车架示意图
1.2 副车架焊接工艺流程
轿车副车架分为框架式封闭结构和整体式开放结构。框架式封闭结构的副车架总体刚度要优于整体式开放结构,其焊接工艺相对简单,焊接变形也更加容易控制[2]。文章以某轿车后副车架为例,描述其焊接流程。1)焊接后副车架框架和相应的加强板,如图2所示。2)焊接后副车架框架分总成一和左右前束安装支架总成,如图3所示。3)焊接后副车架分总成二,如图4所示。4)人工补焊。

图2 焊接后副车架框架和相应的加强板

图3 焊接后副车架框架分总成一和左右前束安装支架总成

图4 焊接后副车架分总成二
2 副车架焊接变形的原因
2.1 副车架数据设计不合理
2.1.1 CO2焊缝尺寸长度设计不合理焊接变形的大小与焊缝尺寸长度有很大关系,焊缝尺寸长度越长,其焊接变形量也就越大。
2.1.2 CO2焊缝数量和位置布置不合理
CO2焊缝数量越多,其焊接变形越大。在副车架产品设计中,如果采用较多数量的焊缝连接,不仅会增加焊接工作量,还会导致焊接变形量增加。同时,相对整个副车架中轴线而言,焊缝位置分布不合理,焊缝之间疏密程度相差很大,会产生较大的扭曲变形。
2.2 焊接工艺设计不合理
2.2.1 焊接主体规划不合理
一般来说,机器人烧焊比人工烧焊受热更集中,变形量更小,所以机器人烧焊更适合副车架焊接。
2.2.2 CO2烧焊参数设置不合理
烧焊变形的影响因素有电弧电压、焊接电流、引弧速度等。一般而言,电弧电压和焊接电流越大,焊缝的熔深越大,变形量也越大;引弧速度越快,焊接能量越小,焊缝熔深越小,工件热变形也减小[3]38。因此,选择合适的电弧电压、焊接电流、引弧速度对减少焊接变形尤其重要。
2.2.3 烧焊顺序规划不合理
烧焊顺序不同,其焊接变形量也不同。以汽车后副车架后横梁上下板为例,连续烧焊变形量较大,断续烧焊变形量较小。
2.2.4 焊接工装设计不合理
在实际生产过程中,一般会利用焊接工装来控制后副车架的焊接变形量,如果焊接工装设计不合理,那么会产生如下问题:1)焊接完后工件从夹具上取不下来。2)未按MCP/MCS文件设计夹具,缺少夹紧点,焊接时零件自由度大,焊接完后尺寸超差严重。
3 控制焊接变形的方法
3.1 副车架产品设计方面
3.1.1 设计合理的焊缝尺寸长度
在满足副车架性能的前提下,应尽可能的缩短焊缝尺寸长度,选择合理的焊缝形式。一般位置的焊缝,尺寸长度可以根据烧焊技术规范设计。关键位置的焊缝,需要根据零件材料种类、施焊方法、零件搭接形式等情况对焊缝进行强度校核,最终确定焊缝尺寸长度和形式[3]39。
3.1.2 优化焊缝数量和位置
在满足性能的前提下应尽可能的优化焊缝数量,尤其应避免出现2条或者多条焊缝垂直交叉,如图5所示。在规划焊缝位置时,应该尽可能将焊缝对称布置,这样可以最大程度的减少因焊缝引起的焊接变形。
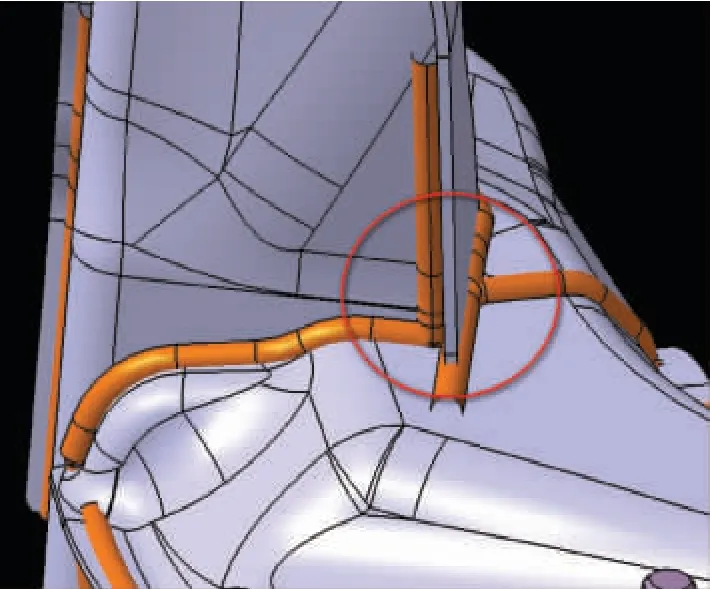
图5 焊缝交叉垂直
3.1.3 设计合理的焊接装配树
在众多影响副车架焊接变形的因素中,焊接装配树影响最大。合理的焊接工艺应按照先分焊,再合焊的顺序,图6示出某轿车后副车架的焊接装配树。
3.2 工艺设计方面
3.2.1 反变形法
施焊前使副车架具有一个与施焊后变形方向相反、大小相等的变形,且正好能抵消焊接时的变形,称为反变形法[4]。反变形法需要通过CAE分析得出焊接后可能出现的焊接变形的大小和方向,在施焊前先将副车架按将要变形的反方向摆放和定位夹紧,以便抵消焊接时产生的变形,如图7所示。
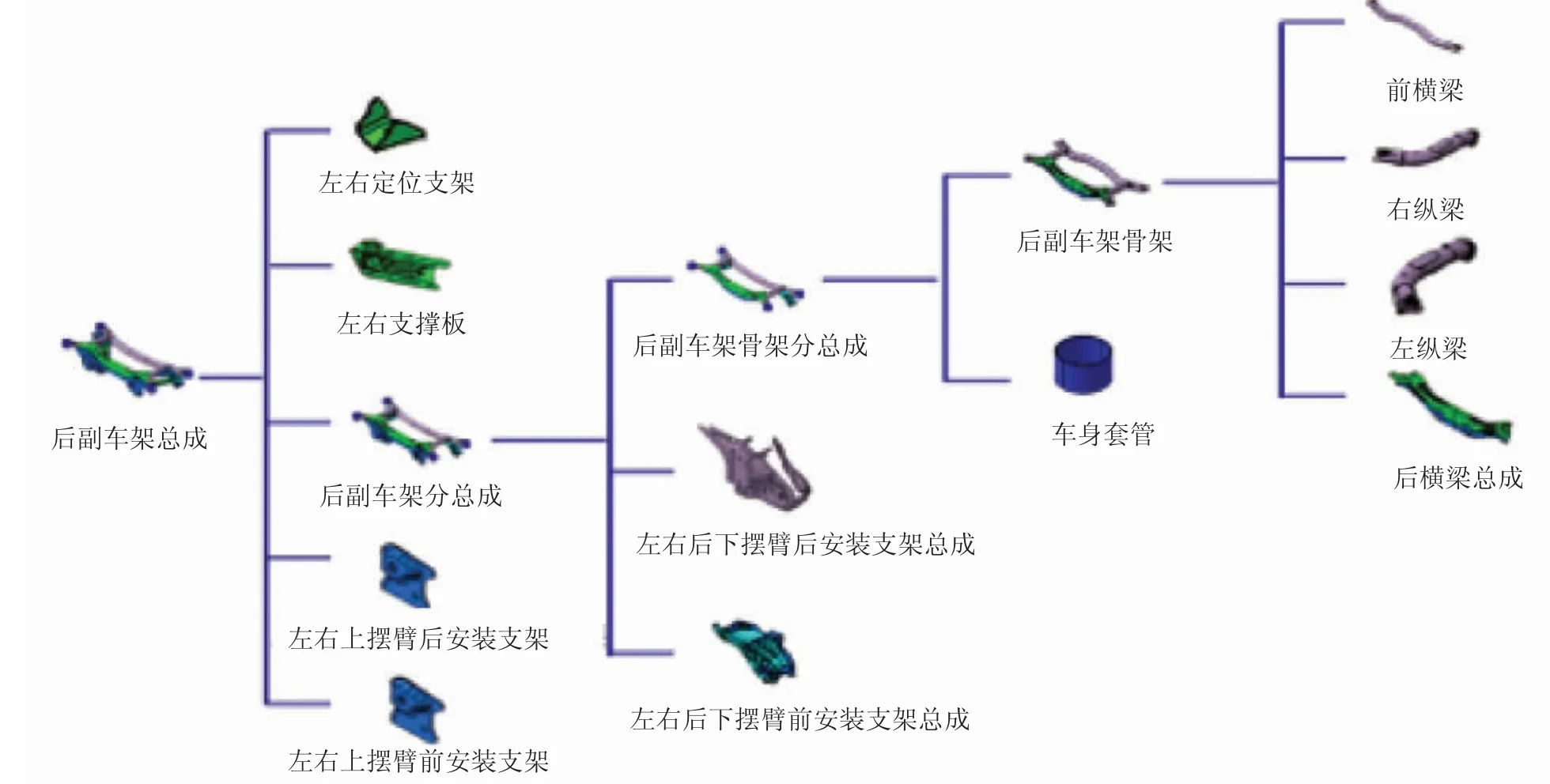
图6 某轿车后副车架焊接装配树

图7 反变形法应用实例
3.2.2 规划合理的施焊顺序
最优的施焊顺序可以有效减小焊接变形量。最大限度减小焊接变形量,采用对称焊接的方法,可以使因施焊顺序引起的焊接变形相互抵消。图8示出某轿车后副车架在同一套焊接工装中,对7道焊缝采取不同的施焊顺序产生的不同变形效果。
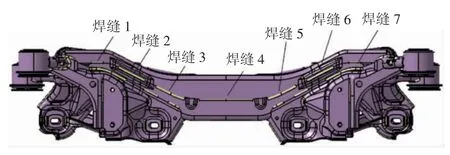
图8 副车架焊缝示意图
1)焊接顺序按照图8中4→3→2→1,5→6→7,焊接顺序为2个员工从中间往两边焊接。2)焊接顺序按照图8中1→2→3→4,7→6→5,焊接顺序为2个员工从两边往中间焊接。3)焊接顺序按照图13中1→3→5→7→2→4→6,焊接顺序为从一端到另一端间隔跳跃式焊接。焊接后,在检具上测量副车架与检具的离空量大小,3个焊接顺序的焊接变形量分别为1.5,2.6,2.1 mm,得出施焊顺序1)为最优焊接顺序。
3.2.3 刚性固定法
当无法采用反向变形法来控制焊接变形时,可以利用大力气缸将零件夹紧,使其在焊接过程中减少窜动,减小焊接变形,如图9所示。
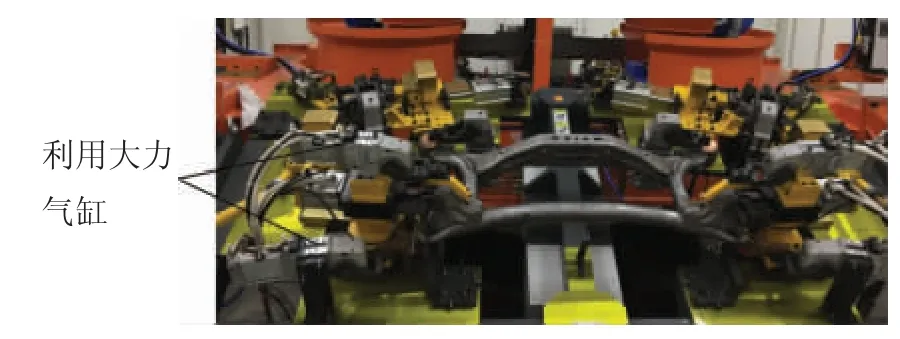
图9 刚性固定法
3.2.4 机械矫正法
机械矫正法一般在室温条件下,以副车架中部轴线为基准放置在矫正夹具上,对副车架4个安装点施加向上或者向下的外力,使副车架总成压缩变形区域的金属延展减少或者消除焊缝区域的塑性变形,达到矫正变形的目的。在实际操作过程中必须通过经验积累和严格的检验手段来保证矫正的精度[1]61。
4 结论
副车架在焊接过程中变形是不能避免的,但是可以运用合理的方法减小变形量。除了文章中提到的方法外,控制副车架焊接变形的方法还有火焰矫正法、热处理法、预留焊接收缩余量法,在实际生产中,只有对焊接过程进行全程控制,再配合各种控制焊接变形方法,才能有效地保证副车架的尺寸精度和装配要求。文章阐述的各种控制焊接变形方法不仅适用于汽车副车架,还可以为汽车其它区域控制焊接变形提供理论依据。
猜你喜欢
物流技术与应用(2022年5期)2022-06-17 06:02:34
装备制造技术(2021年4期)2021-08-05 07:39:40
汽车文摘(2021年2期)2021-02-01 07:02:36
学生天地(2020年15期)2020-08-25 09:21:48
新商务周刊(2019年10期)2019-12-21 07:51:05
小学生学习指导(低年级)(2019年9期)2019-09-25 07:43:16
商品与质量(2019年38期)2019-04-18 11:37:12
中国自行车(2018年4期)2018-05-26 09:01:43
汽车实用技术(2016年1期)2016-12-24 07:49:32
汽车零部件(2014年5期)2014-11-11 12:24:34
