
动车车钩气阀组件的弹性圆柱销自动压装机研究
2021-03-25 06:56张静李云鹏刘政
凿岩机械气动工具 2021年1期
张静,李云鹏,刘政
(山东中车同力达智能机械有限公司,山东济南250000)
0 引言
在高铁用车钩缓冲器的技术领域中,常利用弹性圆柱销(以下简称弹性销)实现装配固定,如中间车钩的气阀座的固定和福伊特常温自动车钩的电气车钩等均用到了弹性销,弹性销具备公差要求范围相对较大的特点。安装弹性圆柱销,是基于金属的弹性变形,与零件的孔面产生摩擦力,完成结构的固定。为了保证结构稳定,需要采用过盈配合,一般过盈配合的装配不可拆卸。可用人工锤击法、压力机压入法、冷装法、热装法等装配。
本文以中间车钩中的气阀组件作为研究对象,在组装过程中,弹性销原采用手工预组装,压机压入,效率低,出现压装不合格后,需要拆除弹性销重新压装,费时费力。为保证产品装配质量,设计了一款自动压装结构,方便安装,保证精度。气阀组件结构见图1。
1 弹性圆柱销装配所遇到的问题
1.1 弹性圆柱销的装配技术要求
保证弹性圆柱销端面至定位套筒孔上端面高度为2 mm;安装前气阀座的定位面和定位套筒销的弹性销安装孔保持竖直,保证弹性圆柱销的压装无遮挡;不允许碰伤定位套筒外表面。气阀座结构如图2 所示。

图1 气阀组件
1.2 改进前的装配方法
早期装配的工艺采用人工锤击法,至少需要两名工人,一人负责固定气阀组件,保证气阀座和定位套筒的角度,一人通过锤子敲击安装圆柱销。
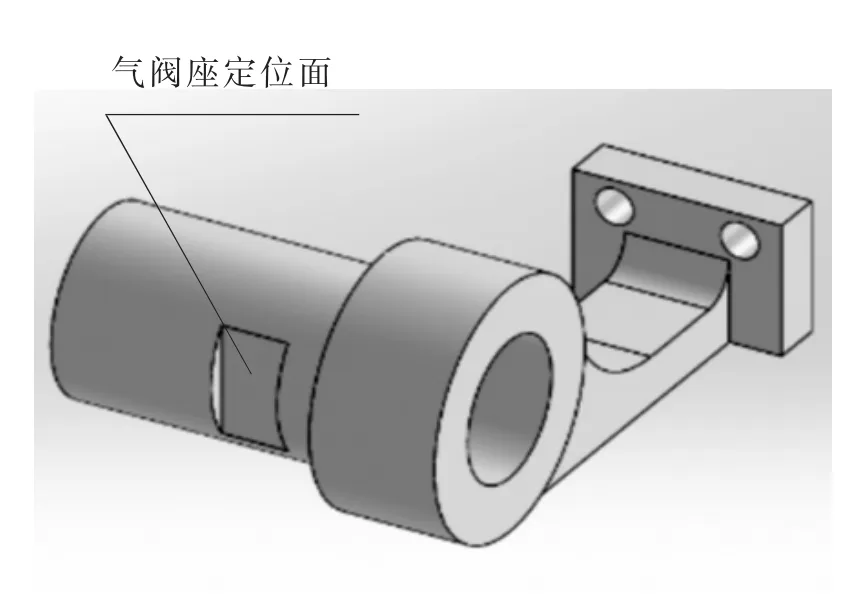
图2 气阀座
1.3 改进前常见装配问题
圆柱销的安装主要靠工人视觉,经常发生敲坏弹性圆柱销和定位轴套的现象;敲击是逐次完成的,容易发生偏离,伤害到气阀座,有时弹性销发生断裂后,堵塞在定位孔,维修困难;装配的精度依靠工人的熟练度,对工人要求高,且精度无法保证;敲击普遍超过1 分钟,效率低,生产节奏不稳定。
2 自动压装机构的设计
根据现场实际情况,和气阀组件的特点,设计了一种压装结构,实现气阀组件的固定和弹性销的自动压装,减少了人力的参与,提高了装配精度和效率。此工艺可分为6 个工序,如图3 所示,整体结构如图4 所示。
2.1 全自动上料
弹性销的自动上料是基于振动传输机实现的,通过定向传输机构,可将弹性销以规整的姿态依次传送到指定位置,完成自动上料过程。根据弹性销的外观特性,确定圆形振动盘更节省空间且更方便上料[1],一次上料数量可达到200 个。振动传输机的结构如图5 所示。
2.2 固定夹紧机构
弹性圆柱销放置到定位装置中,配合柱头,实现弹性圆柱销的固定;
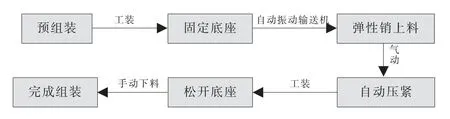
图3 气阀组件弹性销压装工艺流程
下方的定位销与弹簧配合,可实现上下移动和复位,当气阀组件放置工位上时,销自动弹起,固定定位套筒和气阀座,同时当压紧机构压入弹性销时,定位销跟随下移,不影响弹性销的压装。工装结构如图6 所示。

图4 整体结构
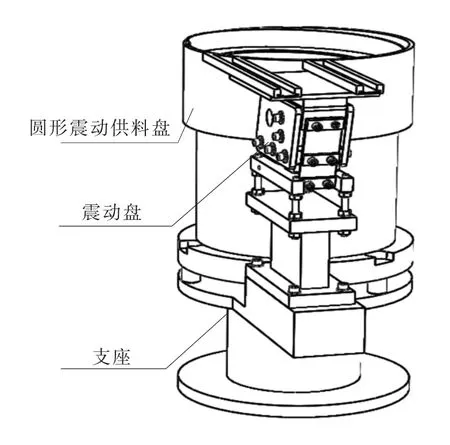
图5 震动输送机
2.3 压装机构
固定好气阀组件后,气缸下压,将圆柱销压装到指定位置;导向机构的导向杆配合后端弹簧,保证导向的稳定。压装结构如图7 和图8 所示。
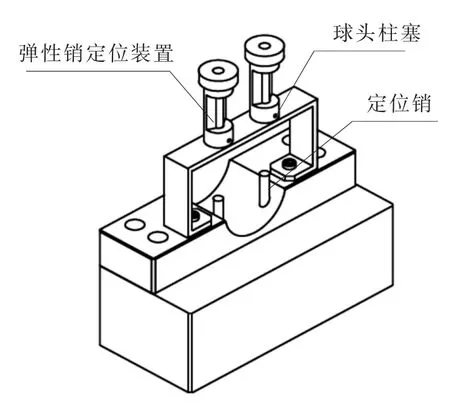
图6 工装机构
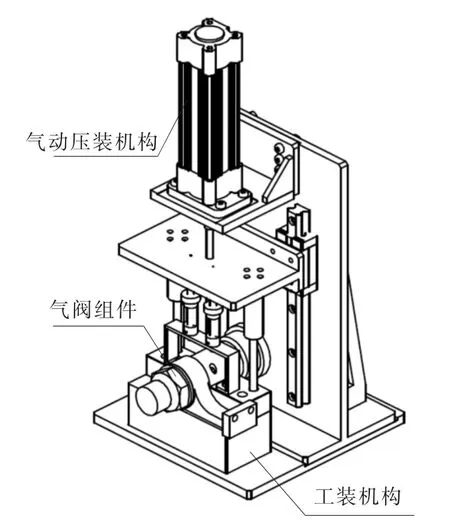
图7 气动压装结构1
3 弹性圆柱销压装机控制系统的设计
3.1 气动系统设计
整机运行的动力源为0.4~0.6 MPa 的气源,气动系统由气缸、过滤组合件、电磁阀、气动阀等元器件组成。将车间气源引入设备,气体通过三联件,过滤杂质,调整到所需压力,并传入系统,电磁阀控制气缸快、慢进,实现压装控制。气动部分原理见图9。
3.2 控制系统的设计
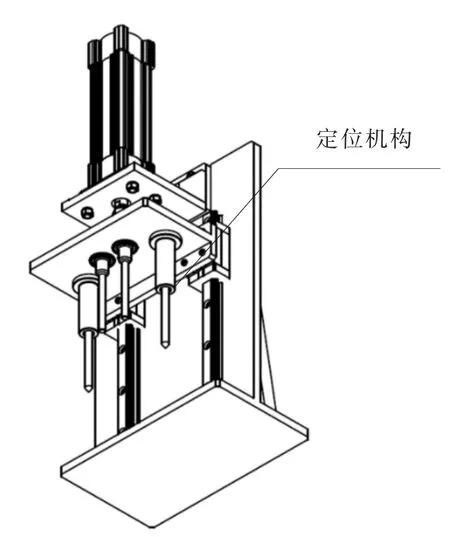
图8 气动压装机构2
弹性圆柱销压装机采用独立电气系统的设计,可实现手动和自动设计;有启动、急停按钮和安全光栅保护装置。
手动模式的工作流程为:气阀组件放入定位装上→定位销弹起,固定气阀座和定位套筒→启动压装→压装到预定位置→复位→取出气阀组件。
4 结论
针对生产线中对于气阀组装的动作要求,开发了一种弹性圆柱销压装机。生产结果表明该控制系统具有良好的可行性和可靠性。投入生产后节约大量人力成本。避免了资金的浪费,为企业带来了一定的经济和社会效益,具有一定的推广价值。
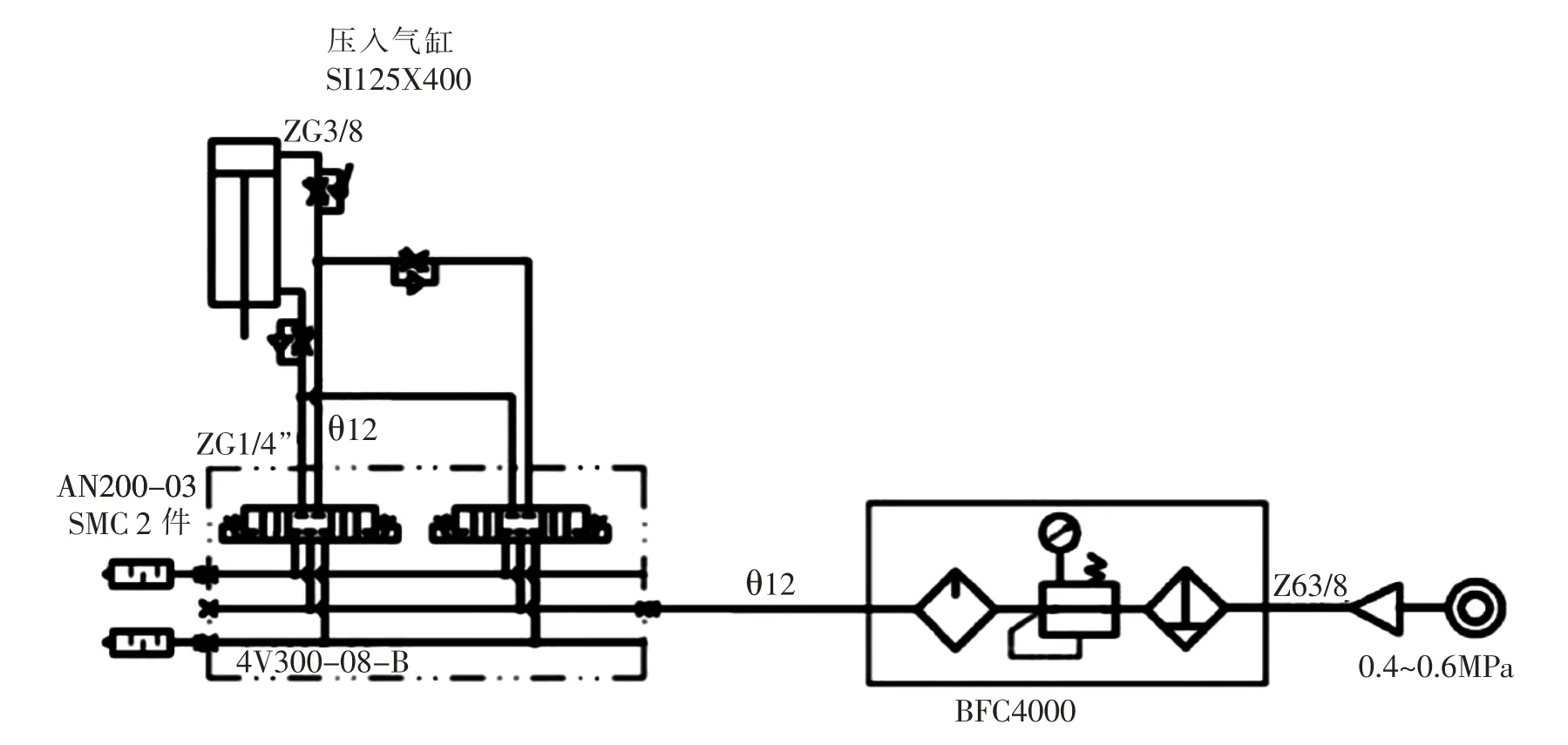
图9 气动原理图
猜你喜欢
控制与信息技术(2021年2期)2021-07-23
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
机电信息(2020年33期)2020-11-29
时代农机(2018年11期)2019-01-09
铁道学报(2018年4期)2018-05-07
石油石化节能(2018年7期)2018-03-20
制造技术与机床(2017年7期)2018-01-19
装备制造技术(2016年12期)2016-02-23
合成技术及应用(2015年3期)2015-12-11
压缩机技术(2015年5期)2015-10-27
