
医用输液器卷绕包装关键功能研制
2021-03-25 13:05刘木林王学元赵辉军
科技与创新 2021年5期
罗 坚,徐 峰,郑 龙,刘木林,王学元,赵辉军,陈 松
(迈得医疗工业设备股份有限公司,浙江 台州317600)
1 引言
医疗行业里,一次性使用输液器被大量使用[1]。输液管一般是由滴斗组件、导管、穿刺器、药液过滤器、流量调节器、头皮针等组成。这些管状医疗用品在出厂前都需要将其缠绕包装起来,使用时不需要再次消毒,只需拆开包装就可以使用了。
目前国内还没有能实现输液器缠绕和包装的自动化设备,其卷绕包装都由人工手工完成。手工操作容易附上病菌,往往要对工人进行严格的消毒,同时还要在无菌净化车间内进行操作,需要消耗巨大的能源和生产空间[2]。另外由于输液器的长度较长,手工缠绕包装的效率较低,因此急需研发全自动输液器卷绕包装设备。
2 输液器结构组成及工作原理
输液器的几个组件中,穿刺器用于连通输液管和药液,软管是药液流通的通道,滴斗一般用于观察输液管中药液的流速快慢,流量调节器用于调节药液在输液管中流通的快慢,过滤器用于过滤药液中的块状固体颗粒,头皮针用于连通药液与人体静脉。典型卷绕合格的输液器如图1所示。

图1 输液器实物图
医用耗材产品所使用的软导管黏粘,导管壁薄,存在配件位置随机、折管率高等问题,要将其以一定的位置和形状进行包装难度大。项目通过柔性定位、多级定向、恒线速度随动、恒张力控制等技术,解决了软管在全自动包装时所需的形态固定、统一要求,降低了耗材质量不稳定可能导致的药物输送不畅等风险。
2.1 输液器结构组成
此医用软导管定型装置包括机架、水平导轨,第一机械爪和第二机械爪,如图2所示。第一机械爪和第二机械爪分别能够夹取目标软导管的两端部并将软导管拉直成与导轨相平行的直线状,导轨上滑动连接滑动架,机架和滑动架之间设有用于驱动该滑动架沿导轨往复滑动的第一驱动机构,滑动架联接有卷绕机械手,卷绕机械手的下端能够夹取软导管的一端,并能够通过旋转驱动机构转动将软导管卷绕在该卷绕机械手下端的外侧面上。本医用软导管定型装置使得卷绕机械手能够边卷绕边移动,从而使得软导管的张紧度处于适当状态,能够整齐地卷绕软导管,获得很整齐的卷绕后的线圈。
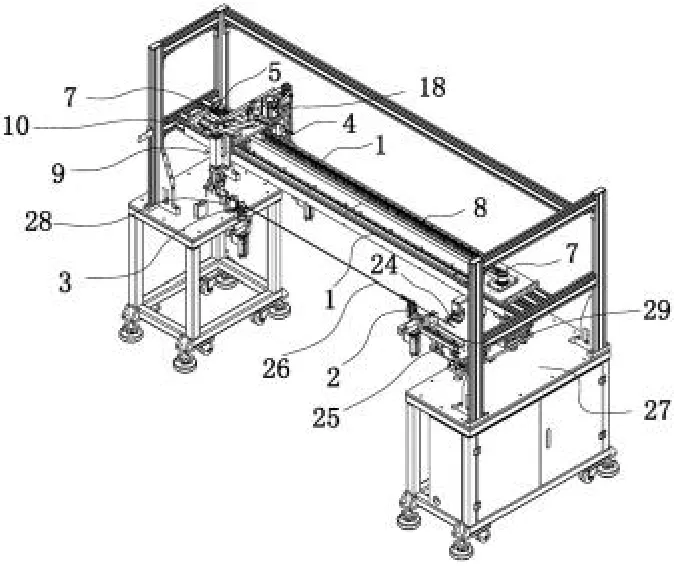
图2 成品输液器自动卷绕定型装置
2.2 实施路径
2.2.1 抓取部分
先用第一机械爪和第二机械爪夹取软导管的两端,将软导管拉直,拉直后的软导管一般和导轨相平行,卷绕机械手的下端先夹住软导管的一端,然后卷绕机械手的下端通过旋转驱动机构转动进行卷绕。在卷绕的过程中,第一驱动机构带动滑动架沿导轨滑动,从而间接带动卷绕机械手沿导轨滑动,使得卷绕机械手边卷绕边移动,从而使得软导管的张紧度处于适当状态,能够整齐地卷绕软导管,获得很整齐的卷绕后的线圈[3]。
在医用软导管定型装置中,卷绕机械手位于第一机械爪和第二机械爪的上方,滑动架和卷绕机械手之间设有升降架,升降架沿竖直方向滑动连接在滑动架上,滑动架和升降架之间设有用于驱动升降架沿竖直方向相对滑动架移动的升降动力源,卷绕机械手固定在升降架上。升降架的作用是在升降动力源的驱动下能够上下移动,从而在卷绕机械手卷绕的过程中带动卷绕机械手向上移动,使得卷绕后的线圈沿竖直方向依次排列,大大地提高卷绕后的整齐度。
2.2.2 旋转卷绕部分
在医用软导管定型装置中,卷绕机械手包括固定套、转轴、第三机械爪和夹紧气缸,固定套沿竖直方向设置且其侧部固定在升降架上,转轴沿竖直方向插接在固定套内且两者沿转轴的轴向定位,该转轴能够绕轴线相对固定套转动且该转轴的两端分别伸出固定套的两端面,夹紧气缸固定在转轴的下端部,夹紧气缸上连接有两块固定板,固定板的下端面固定有若干根沿竖直方向设置的卷绕柱,卷绕柱相互平行且处于相同水平高度,转轴的上端部和升降架之间设有用于驱动转轴绕轴线转动的第二驱动机构,第三机械爪联接在夹紧气缸上且位于卷绕柱的一侧。固定套的作用是对转轴进行轴向定位,转轴在第二驱动机构的驱动下转动,从而带动卷绕柱转动,多根卷绕柱可以呈环形分布,一般卷绕柱的数量是4~8根,也可以选择更多,软导管在卷绕柱上卷绕能够达到更好的整齐效果,第三机械爪能够夹取软导管的端部起到定位作用。
3 整台设备的结构及工作原理
3.1 控制系统整体设计
整台设备的控制系统主要任务是输液器包装的运动控制、机械爪控制、定位控制。通过PLC控制导向伺服机构实现导管定位实时控制[4]。同时利用触摸屏监控工作过程及进行各种模式的切换和操作。
整机控制方案如图3所示。

图3 控制系统方案图
3.2 PLC控制系统
本设备整体控制系统以PLC为核心,完成气缸、伺服电机的检测控制、运动控制、封口和指示灯的控制,同时装配Proface触摸屏实现人接界面交互,硬件模块布局如图4所示。核心的多级定向、柔性定位工艺通过多个磁性开关获得导管的阶段位移,同时配合点胶模块实现同步有序的导管接口装配。
整体控制系统以PLC为核心,选用了欧姆龙伺服驱动器以及欧姆龙电机、Proface触摸屏、正泰电器等硬件,电气柜布局如图4所示。
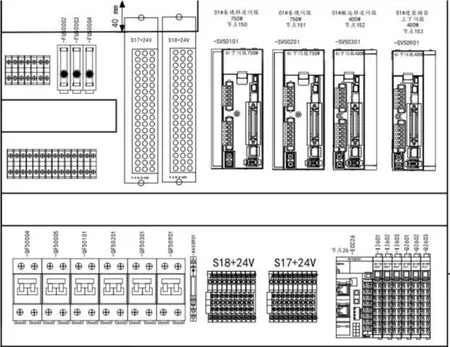
图4 卷绕模块电气布局图
整机控制程序较庞大,主要分为公共程序、卷绕伺服程序和包装伺服程序等,能够实现初始化运行、软管自动夹持和位置控制、高频加热熔头磨具温度控制、故障处理等各项任务,PLC的输出控制主要通过辅助继电器实现。
3.3 人机界面设计
本设备使用了Proface人机界面,通过与PLC的组态,运行设备的监控及操作。根据设计的实用性原则,触摸屏画面以自动伸出画面为主界面。有设定运行参数、位置参数和手动操作的按钮窗口,能实现参数的设定及手动操作等。
根据设计的实用性原则,触摸屏画面以生产画面为主界面,下设运动参数、工艺设定、模式控制等子窗口,通过按钮切换进入。
主画面主要显示设备实时工况,如图5所示。

图5 人接界面主画面
4 结论
本设备通过采用多级定向、柔性定位控制传感器技术、卷绕恒线速度及恒张力同步控制系统技术,将产品卷绕成要求的外形,确定软管在全自动包装时所需的形态,降低了耗材质量不稳定可能导致的药物输送不畅等风险。相比人工卷绕,解决了效率低下、卷绕形态不统一、折管率高等问题。
猜你喜欢
农机使用与维修(2022年7期)2022-07-14
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中学生理科应试(2021年10期)2021-12-07
机电工程技术(2021年3期)2021-09-10
轻兵器(2019年8期)2019-08-30
环球时报(2019-07-18)2019-07-18
现代职业教育·中职中专(2018年7期)2018-05-14
中学生数理化·高三版(2016年12期)2017-03-02
电脑爱好者(2016年23期)2017-01-05
小雪花·成长指南(2015年5期)2015-05-25
