
航空结构件用特钢棒材无心可调式倒棱工艺及其生产线
2021-03-24 01:52:46梁学楷王德彩
锻压装备与制造技术 2021年1期
梁学楷,翟 华,王德彩
(1.浩中机械蚌埠有限公司,安徽 蚌埠230021;2.安徽省冶金精整装备工程技术研究中心,安徽 蚌埠230021;3.合肥工业大学 航空结构件成形制造与装备安徽省重点实验室,安徽 合肥230009)
1 引言
钢坯快速无心倒棱生产线是对棒材进行精整的专用设备。通过砂轮对棒材端部边缘进行磨削使其改变圆棒材棱口质量,把工件的棱角切削成一定斜面的加工,避免搬运中工件相互碰撞造成的工件表面的磕碰[1]。
倒棱加工能提高棒材端部美观度,避免在打捆和运输过程中产生不必要的擦伤缺陷,同时也为后道工序(如探伤)创造必备条件,最终满足客户锻造或机加工使用对棒材端部的要求[2]。航空结构件专用特殊圆钢主要为合金钢,机械性能优于普通型钢,砂轮磨损消耗较快,已有倒棱机需要多次位置调整[3],才能保障高质量生产,严重影响加工效率[4]。
已有平头倒棱机的刀盘和刀盘位置在工作时相对固定的缺陷[5],即通过刀盘旋转带动刀盘旋转对钢管端面进行加工,对于30mm 以下壁厚的棒材加工稳定性好[6,7],当加工壁厚超过30mm 的棒材时,由于切削面积增大,导致刀盘加工过程中切削力增大,刀盘振动过大,容易出现打刀、加工面出现波纹状、加工效率低等问题[8],产品质量难以达到技术要求[9-11]。除此之外,平头倒棱机加工范围小,制约了行业的发展,因此需要在已有平头倒棱机基础上,结合航空结构件专用特殊合金钢棒材倒棱要求,设计专门的高效多工位快速无心倒棱生产线和砂轮倒棱机,进一步提高航空结构件专用特殊合金钢棒材的倒棱加工质量。
2 多工位连续快速无心倒棱工艺
已有棒材工件外圆无心磨削依靠磨轮、导轮联合作用,实现工件旋转。但是航空结构件专用特殊合金钢棒材倒棱无心磨削过程中,螺旋辊道托辊支撑工件旋转,斜向驱动工件靠向砂轮,砂轮径向运动实现进给。倒棱生产中,砂轮需要沿径向进给磨削棒材边缘,无法安装导轮,因此需要设计托辊驱动工件旋转,如图1 所示。由于不同批次棒材直径差异,因此砂轮和棒材中心距是变动的。
根据磨削力F 经验公式[12-13]:

式中:K——单个切削刃的切削力和未变形切屑横断面积间的比例关系,与工件材料有关,kg/mm2;

图1 杠杆式砂轮倒棱机
n——系数,取值范围:0.45<n<0.6;
A1(n)——系数,0.03<A1(n)<0.15;
C1——砂轮静态切削刃系数;
vw——工件回转线速度;
vs——砂轮回转线速度;
a——切削厚度;
De——砂轮当量直径。
在一定磨削角度下,航空结构件特钢棒材不同回转速度会导致砂轮转速发生变化,切向磨削力也会随之发生变化。磨削速度的变化对切向磨削力随着磨削速度的增大切向磨削力减小。不同棒材的线速度下切向磨削力的峰值也会发生变化。磨削速度增大,单位时间内参与磨削的磨粒数量增多,即单位面积内参与打磨的磨粒数量增多,切向磨削力随着速度的增大而变小。
3 多工位连续快速无心倒棱生产线
3.1 多工位连续快速无心倒棱生产线

图2 圆钢快速无心倒棱生产线布置图
多工位连续快速无心倒棱生产线设计方案如图2 所示,圆棒材首先通过上料架移动到上料工位;在斜辊输送机驱动下,移动到挡料工位,实现端部对准;将3 自由度的杠杆式砂轮倒棱机空间位置调节装置设计、自动上下料系统、圆钢快速无心倒棱生产线控制技术等多种技术进行集成,设计开发了ø100mm~ø320mm 航空结构件圆钢棒材快速无心倒棱生产线。该机包括杠杆式砂轮倒棱机(2 台)、升降系统、左右移动系统、主动力系统各2 套、液压设备、电气设备等组成。总的工艺流程如下:
(1)棒材从倒棱机前道工序的缓冲器逐个送到步进设备的第一工位;
(2)步进设备开始移动,把棒材送到第二工位;
(3)在第二工位,棒材停在前挡块上;
(4)步进设备开始移动,把棒材送到第三工位;
(5)在第三工位,棒材被特别设计的机械结构旋转输送向旋转的砂轮,当棒材的左端部边缘在旋转的砂轮上相对旋转时,棒材的边角被倒棱;
(6)步进设备开始移动,把棒材移动到第四工位;
(7)在第四工位,棒材停在前挡块上;
(8)步进设备开始移动,把棒材送到第五工位;
(9)在第五工位,棒材被特别设计的机械结构旋转输送向旋转的砂轮,当棒材的右端部边缘在旋转的砂轮上相对旋转时,棒材的边角被倒棱。
自动上下料系统采用液压推送上料方式,可对棒材进行单支上料,此装置将上料斜平台与抖料臂相结合,天车上料时棒材直接放置在固定的上料平台架上,不产生冲击,在棒材前移的过程中,棒材在轨道梁上滚动或滑动,均对传动系统不产生影响;棒材在料台上平动前进到料台末端。料台的末端设有可调节的挡料机构,其目的是对不同规格的棒材进行准确定位,保证拨料板装置能顺利取料;棒材通过拨料板系统逐个被拨到齐头辊道,上料台架总承重100kN。
考虑到加工中砂轮磨屑等对环境的影响,专门配备了真空泵除尘装置、专门收集磨削砂轮加工产生的铁屑。设置受到振尘装置,布袋除尘,内设旋风分离装置,过滤精度0.3μm,过滤效率99%。
电气控制系统完成包括砂轮机速度控制、转角控制、位置控制、机组自动化控制、HMI 等。
3.2 杠杆式砂轮倒棱机
圆钢快速无心倒棱生产线工作过程是:砂轮的位置与被倒棱的圆棒材运动方向成某种角度,角度在一定范围内可以调节,砂轮由减速电机带动旋转,并且可以上下调节,管或棒材边缘靠紧砂轮,不断地作旋转运动,最后达到棒材端部倒棱的目的。
由式(1),影响倒棱质量的砂轮速度和工件速度需要实时调整。现有两种砂轮倒棱机对棒材进行倒棱:其一是对辊砂轮到棱机;其二是螺旋辊砂轮倒棱机。两种倒棱机受到棒材的弯曲度和端面质量切斜度影响较大,弯曲度小、端面质量好的棒材,倒棱效果好;弯曲度大、端面凹坑较多的棒材,倒棱效果差。针对已有砂轮机中存在的固定方位和砂轮固定空间位姿的不足,提出了杠杆式砂轮倒棱机,其在生产加工中存在多环节调整机构。如图1 所示,杠杆式砂轮倒棱机由机架、驱动电机和砂轮、传动机构、杠杆臂等组成,驱动电机装在摆臂上,通过传动机构驱动砂轮,整体安装在杠杆臂的加工端。杠杆臂的另一端为控制端,设有高度控制机构和压力控制机构。定位装置根据棒材直径的大小将砂轮中心调整至合适高度,由高度控制机构及施压装置控制杠杆一侧,使砂轮贴在棒材的边角旋转,恒定的压力控制系统经调节后,使砂轮对棒材端部有一个恒定的磨削压力,紧贴棒材端部。被倒棱的棒材在托辊作用下均匀旋转,实现各方位均匀倒棱。
杠杆式倒棱机能有效克服棒材的弯曲度和端面质量斜度影响,提高端面倒棱精度,提高生产效率。高度控制机构及施压装置针对不同直径的棒材进行调节,适应不同产品加工需求。施压装置既可以平衡砂轮侧导致的杠杆不平衡,在被磨削工件上形成有效压力。
同时,杠杆式砂轮到棱机在左右、上下、前后三维度进行调节,即使棒材直径或砂轮本体直径发生变化,砂轮空间位置调整方便,保证棒材的倒棱角度不会发生变化,提高工作质量。
为了实现不同的砂轮角速度,可以将驱动电机设置变频调速电机,由棒材不同直径和材质,计算砂轮的线速度,反算出砂轮角速度。
4 实验验证
在兴澄特钢建设了多工位无心可调式倒棱生产线,其主要参数如下:
(1) 规格范围:ø100mm~ø320mm,直径公差GB/T702-2008,失圆公差(与直径公差的比例)GB/T702-2008;
(2)长度范围:4m~12m;
(3)倒棱速度:传送系统和输送机的工作速度:5~45m/min;
(4)最大倒棱能力:120 件/h;
(5)倒棱深度(可调整):2mm~5mm;
(6)倒棱角度(可调整):30°~60°;
(7)倒棱质量:倒棱后棒材表面没有擦伤、压痕,倒角边缘无毛刺。
棒材砂轮倒棱机输送机构目前均采用螺旋进给机构,但螺旋进给机构在大规格棒材生产中存在螺旋辊不同步,造成圆钢进给速度不均匀,影响倒棱质量的缺点。因此进给机构应用变频调速技术,匹配棒材进给、横移、旋转三个工艺动作,达到设备造价低,工作可靠、维护简单、提高生产效率的目的,实现了高质量倒棱的连续生产。螺旋辊道旋转时使圆钢同时产生三个工艺动作:①前进(沿长度);②横移进给(垂直圆钢轴线);③棒材自转,进行倒角磨削。
要保证圆钢棒材端部实现均匀的连续倒角,沿圆钢棒材长度上承担输送任务的几个螺旋辊必须保证与圆钢可靠接触,即保证输送圆钢的几个螺旋辊起始位置相同。棒材在进给过程中的三个工艺动作(前进、横移和自转)相互独立,实现各个工艺动作单独调整,可以解决螺旋进给机构中三个工艺动作互相影响的问题,如图3 所示。
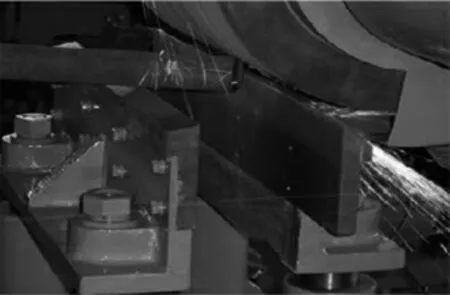
图3 圆钢快速无心倒棱加工过程
5 结论
结合航空结构件专用特殊合金钢棒材倒棱要求,针对已有平头倒棱机加工范围小,制约了行业发展等瓶颈问题,在已有平头倒棱机基础上,设计专门的高效多工位快速无心倒棱生产线和砂轮倒棱机。该生产线以控制行程和压力的杠杆式砂轮倒棱机为主要核心设备,具有自动上下料、自动倒棱、真空泵吸尘等功能,可以完成ø100mm~ø320mm 的特殊圆钢棒材的高速倒棱工艺,长度最大12m 的冶金圆钢,最快达到120 件/h。满足不同直径冶金棒材零件端面连续高速倒棱工艺,进一步提高航空结构件专用特殊合金钢棒材的倒棱加工质量。
猜你喜欢
昆钢科技(2021年1期)2021-04-13 07:55:00
四川冶金(2019年5期)2019-12-23 09:05:00
经济技术协作信息(2018年8期)2019-01-14 03:06:36
纤维复合材料(2018年4期)2018-04-28 08:45:46
制造技术与机床(2017年6期)2018-01-19 02:41:09
制造技术与机床(2017年3期)2017-06-23 08:11:24
读写算·高年级(2017年3期)2017-03-21 18:32:28
上海金属(2016年1期)2016-11-23 05:17:28
小学生导刊(高年级) (2014年11期)2014-11-20 14:28:05
天津冶金(2014年4期)2014-02-28 16:52:40
