CYBELEC CT8PS 系统在经济型电液数控折弯机上的应用
2021-03-24 01:52乔礼惠陈明杰
锻压装备与制造技术 2021年1期
乔礼惠,陈明杰
(扬力集团 江苏国力锻压机床有限公司,江苏 扬州225009)
钣金件具有重量轻、易成型、成本低和生产效率高等特点,使得其在汽车、家电、仪器仪表、电子电信、建筑等行业占有举足轻重的地位。折弯机是一种可将金属板料进行多种形式折弯的钣金成型通用机械,当配备相应的装备时,还可完成弯管、冲孔、弯曲和拉伸等工艺。目前在国内市场上扭轴折弯机还占有比较大的份额,但为了提高劳动生产效率、降低生产成本、减轻劳动强度、提高产品质量,还有因扭轴折弯机存在Y 轴油缸螺杆螺套加工精度问题,致使Y 轴重复定位精度不稳定,从而使得国内外市场总体趋势是往电液数控折弯机或全电数控折弯机发展,但全电数控折弯机因受重载丝杠的限制,目前只能做≤40t 的折弯机且制造成本比较高,所以各生产制造厂商还是以电液数控折弯机为主,电液数控折弯机又分为伺服比例阀控液压同步折弯机和伺服泵控液压同步折弯机两类,伺服泵控液压同步折弯机目前还处于小批量研发阶段。电液数控折弯机的进口控制系统主要由荷兰DELEM 公司、瑞士CYBELEC 公司、意大利ESA 公司等提供,国内系统集成商则有无锡华德尔、苏州汇川等,其中荷兰DELEM系统由南京埃斯顿代理目前在国内占有较大的市场份额,而瑞士CYBELEC 公司作为专业开发钣金数控系统的老牌企业也正在积极夺取市场份额。我们公司新开发的经济型电液数控折弯机瞄准的是经济型扭轴数控折弯机与常规标配电液数控折弯机中间的这块市场,首先价格介于两者之间,再者与经济型数控扭轴折弯机相比很好地解决了Y 轴重复定位精度差的问题,同时为与集团数控公司目前主流的电液数控折弯机形成差别,控制系统选用CYBELEC CT8数控系统结合国产比例方向阀形成主控。机床实物如图1 所示。

图1 经济型电液数控折弯机外观
1 系统概述

图2 数控系统外观
CybTouch 8PS 是专为电液同步折弯机开发的数控系统,系统外观如图2 所示,自带3 轴(Y1/Y2/X)控制通过增选可实现R 轴(后挡料高度定位)控制;系统采用高度直观的全触摸人机界面,使得操作更加简单方便,屏幕显示色彩鲜明,各项功能高度集中;提供有更广泛的折弯机功能,通过简单的调试,就可以精确的匹配其所控制折弯机的需求;新的滑块管理程序可以在一个更高的精度情况下为折弯机提供更快更平稳的动作;通过高速RFlink 卡可以实现无线通信,观察并记录滑块的动作曲线;具有USB传输功能,在系统和USB 设备之间传输数据,可实现一键备份和恢复机床参数;作为选配具有手指画截面图和手动定义折弯步序功能,可以轻松直观地创建2D 程序及定义需执行的折弯步序;系统的存储容量为100 个上模、100 个下模、300 个程序每个程序24 个工步;另外系统整体设计紧凑,集成化程度高,减少外围接线。
1.1 硬件接口
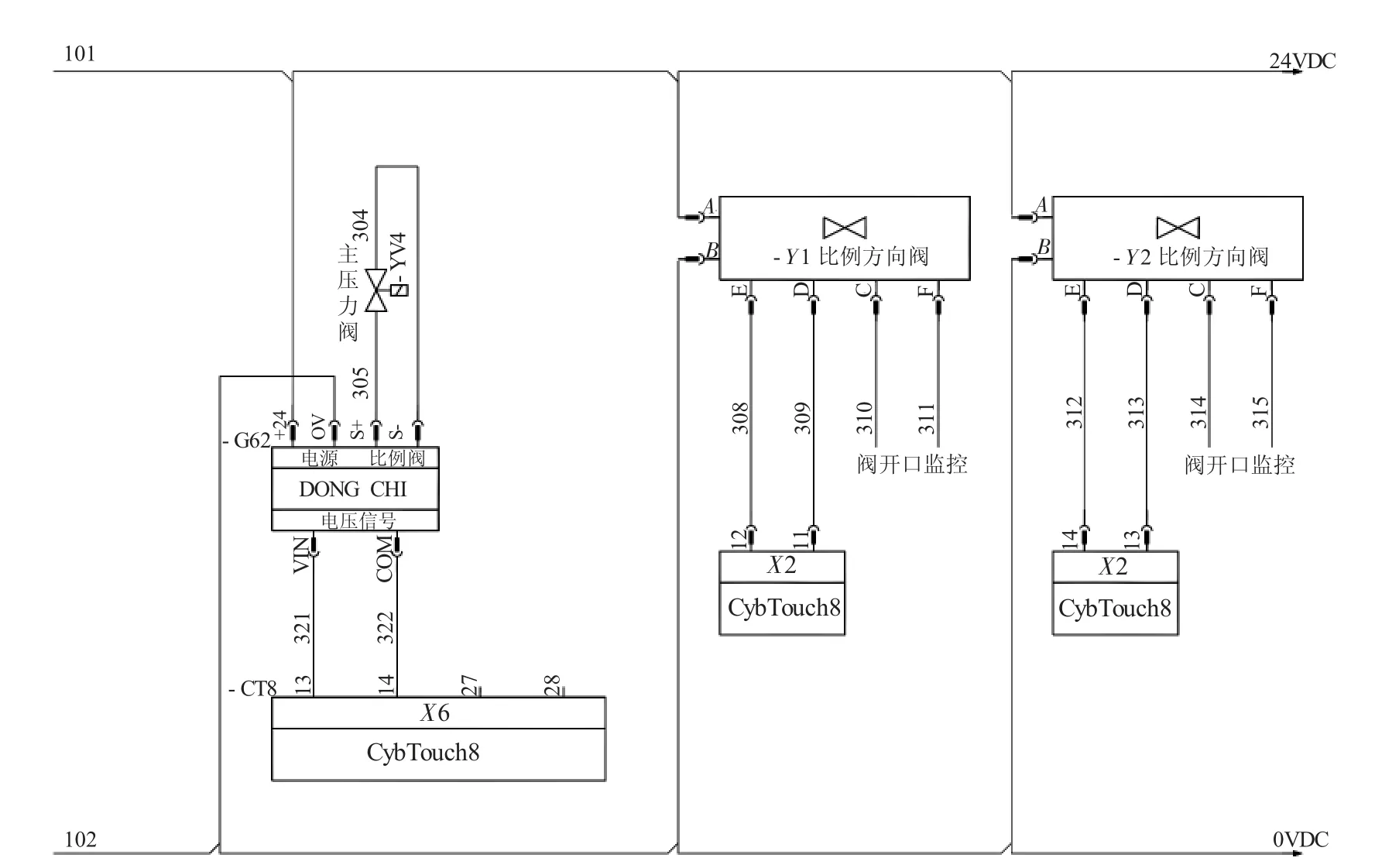
图3 比例阀接线示意图
CT8PS 系统具有7 寸彩色绘图TFT 屏幕,配LED 背景灯控制;数字量输入接口8 路,采用光电隔离;数字量输出接口12 路,仍采用光电隔离同时具有防短接保护;2 组0~10V 模拟量输入和6 组±10V模拟量输出,可对比例阀以及工作台补偿进行控制。系统根据外围接收到的信号指令(如脚踏下、脚踏上等),结合外围检测元件光栅尺所反馈的位置信号,进行综合逻辑运算后发出指令控制系统比例压力阀、油缸比例方向阀以及后挡料伺服电机的运行,从而实现整台机床的运动控制,比例阀接线如图3 所示。
1.2 折弯模式
系统具有角度折弯、深度折弯和沉底折弯三种模式。角度折弯模式下,直接输入折弯角度,系统自动计算下死点位置,操作便捷;选择深度折弯,需操作者自行输入下死点位置(需注意此时显示不再是角度而是位置),得到需要的折弯效果;沉底折弯模式下,将不受下死点位置控制,只受最终压力控制,此模式只有上下模具能承受住标定的压力值才能使用。三种折弯模式各有其特点,操作者可灵活转换使用。
1.3 慢速回程
此功能允许折弯后滑块慢速往上运行,尤其是对于板料较长需要双人操作时,操作者希望板料能缓慢落下,便于双手托料。当操作者踩住脚踏时,滑块将慢速上抬回程,当松下脚踏开关和到达夹紧点任一条件满足时,滑块将转为快速回程。
1.4 夹紧点偏置
使用此功能,速度转换点位置将会提高,操作者可以频繁踩脚踏下行开关来使滑块以点动的方式下行,直到滑块到达操作者需要的位置停止,此功能通常用于一些单个产品或者小批量产品的加工。
1.5 轻松折弯
当操作者正在进行批量折弯时,此时有临时性的折弯任务需要先进行,在使用同一套模具的情况下,操作者希望能将当前的折弯步序进行暂停待临时任务结束后可直接恢复,而不是进行临时任务时的编程将之前的工序步覆盖待临时任务结束后再重新编制程序,此时便可进行轻松折弯设置,通过切换页面进入轻松折弯页面,在此页面中编制临时任务需要的程序,待折弯结束后,返回原折弯页面,便可继续之前的折弯。
1.6 导航调试
此功能用于机床的快速、简易调试,在导航页面上具有非常清晰的提示,可按照提示,填入对应的数值即可,在完成所有导航后,系统将自动设置完成所有的轴参数,再对轴进行运行验证后对参数微调即可,可大大提升机床的调试效率。
1.7 泄漏纠偏
当滑块完成一次折弯动作回到上死点,等操作人员取放料这段时间,会因液压阀或密封圈泄漏致使滑块整体下滑或倾斜下滑,当出现倾斜下滑使两侧高度差超出同步极限设定值时,将无法进行折弯动作。CT8PS 系统具有自动纠偏调整功能,当滑块两侧光栅尺反馈的差值超出设置的泄漏控制距离时,系统给比例阀信号控制滑块回到上死点。
1.8 报警功能
能够在运行中检测到系统硬件故障、系统运行故障、操作失误等情况,通过数控系统屏幕反应出来,报警信息可保存、查询、清除,通过显示信息代码,可以确认错误的发生状态及原因。CT8PS 系统报警信息分为两种:一种是提示信息,以绿色背景字显示,提示操作者注意相关事项,提示完毕后,该信息自动消除;另一种是报警信息,以红色背景字显示,提示操作者机床或数控系统出现故障,该信息不会自动消除,需要解决完故障后才能消除。部分在日常操作使用中经常出现的信息代码、提示信息及内容描述如表1 所示。
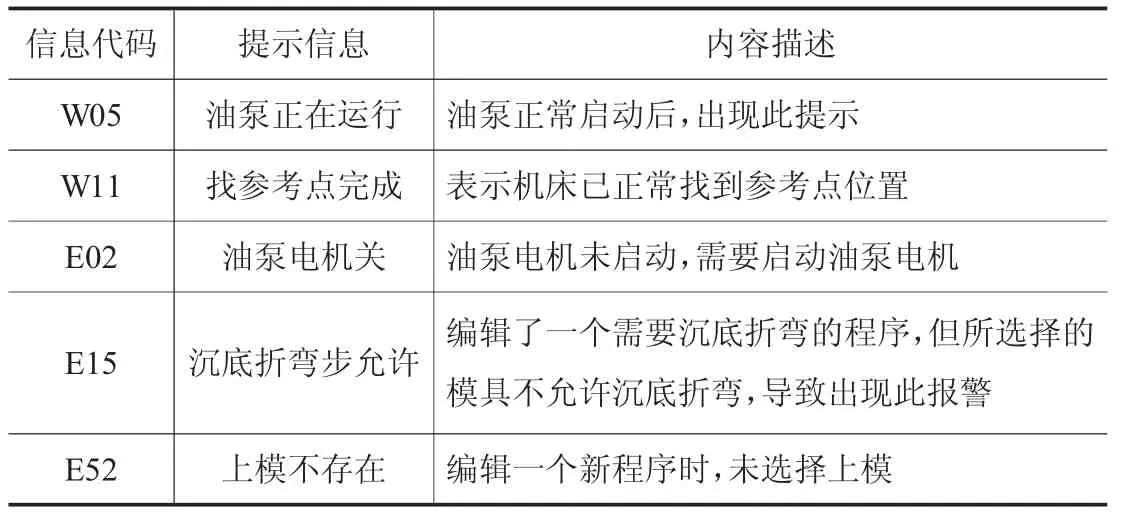
表1 报警一览表
2 液压原理
液压控制系统由压力控制块、同步控制块、充液阀、油泵电机组及左右油缸等组成,其中压力控制块和同步控制块是专为电液同步数控折弯机配套,同步控制块主要包含有恒力4WREE6E16 系列比例换向阀和力士乐锥式电磁换向阀,控制原理如图4 所示,具有抗偏载能力强,同步精度高特点。快下运行时,充液阀经控制管路打开,电磁阀4Y3 得电,同时给比例换向阀提供正电压使得4Y1 动作,滑块由于自重实现快速下降,油液通过充液阀吸入油缸上腔,同时从油泵出油口来的油液经比例方向阀4Y1 同时进入油缸上腔,油缸下腔的油液通过电磁阀4Y3 及比例方向阀4Y1 回油箱,滑块快下速度可通过调节比例方向阀的电压控制比例开口而得到不同速度。工进运行时,充液阀关闭,电磁阀4Y3失电,油泵提供的压力油经比例方向阀进入油缸上腔,油缸下腔的油液经过背压阀F2、比例方向阀4Y1 回油箱,在油缸下腔产生一定的背压从而实现滑块工进动作,通过调节比例方向阀的控制电压控制比例方向阀的开口而得到不同的工进速度,安全阀F1 是防止油缸下腔压力过高而设置的。保压状态下,电磁阀4Y3 失电,给比例方向阀提供0V 电压,切断油缸油路连接实现密封保压。保压延时时间到,进入卸荷状态,给比例方向阀一定的负电压使得4Y2 动作,使比例方向阀微量开启,油缸上腔的压力通过比例方向阀卸荷。返程动作时,给比例方向阀提供负电压,使比例方向阀的开口变大,从进油管路来的压力油经比例方向阀及电磁阀4Y3进入油缸下腔,油缸上腔的液压油通过充液阀回油箱,滑块实现快速返回,回程速度可通过调节比例方向阀的控制电压进而控制比例方向阀的开口得到不同的回程速度。
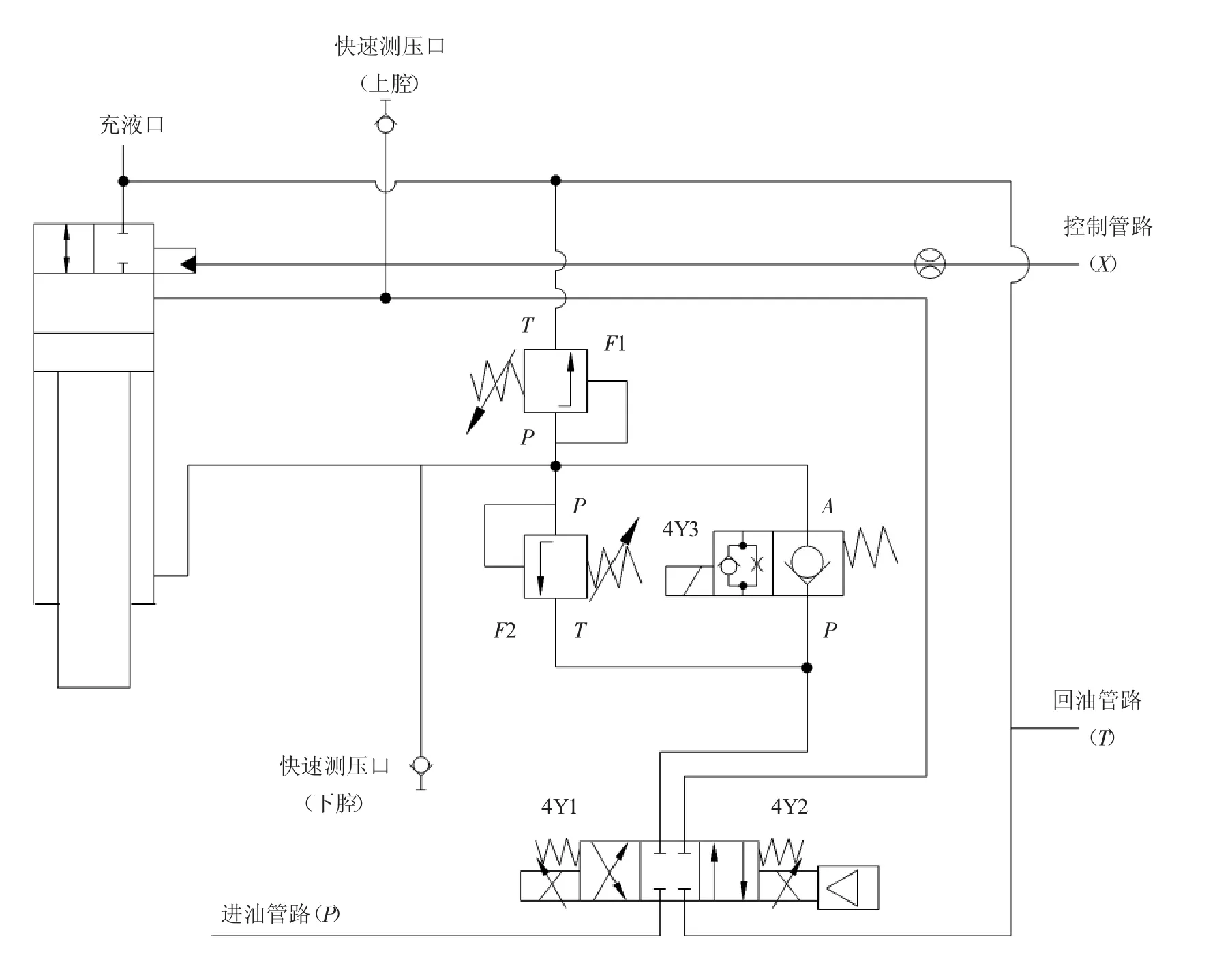
图4 同步控制块液压原理图
3 结论
配置上选用了专业的CYBELEC 钣金数控系统CT8PS 和专用的国产恒力液压控制系统经济型电液数控折弯机,是为了解决扭轴数控折弯机Y 轴重复定位精度差问题而研发的,其中高度直观的全触摸人机界面,让操作者使用起来更加简单方便;数控系统提供有广泛的各种折弯功能,便于用户直接调用;全自动导航功能可实现简单快捷调试;简洁明了的报警提示功能以及一键式备份恢复功能有效减少了机床运行后期的维护费用。整套电液控制系统在保证机床性能的基础上,有效降低制造成本,实现最大化的性价比从而更好的满足客户的需求。目前机床已进入小批量制造阶段并已形成销售,客户反应良好。
猜你喜欢
机床与液压(2022年10期)2022-09-20
北京航空航天大学学报(2022年6期)2022-07-02
科学与财富(2020年28期)2020-12-14
科学导报·学术(2020年49期)2020-12-06
北京航空航天大学学报(2020年10期)2020-11-14
中国新技术新产品(2020年6期)2020-06-19
数码设计(2018年12期)2018-10-20
智能制造(2015年5期)2015-05-29
现代电子技术(2009年9期)2009-06-25
商业经济研究(2009年3期)2009-02-16