
钢化玻璃白雾成因及解决方法
2021-03-22 02:41刘忠飞胡壮
玻璃 2021年3期
刘忠飞 胡壮
(中建材宜兴新能源有限公司 宜兴 214201)
0 引言
钢化玻璃作为一种常用的安全玻璃,相比于普通玻璃抗弯强度要高4~5倍,抗冲击强度比普通玻璃高3~10倍,热稳定性也有相应的提高,破裂时产生没有尖锐角的小碎片,不易伤人。钢化工艺通常分为物理钢化法和化学钢化法两大类。物理钢化法是将玻璃加热到一定温度后迅速冷却,使其达到室温时表面形成高度均匀的压应力层,从而提高玻璃强度和抗冲击能力,一旦局部发生破损时形成很小颗粒,不易伤人。化学钢化法是将普通玻璃置于熔融的碱盐中,玻璃表层的离子与熔盐中的离子进行交换,由于体积的变化,在玻璃表面形成压应力,从而提高玻璃强度[1]。目前应用最广泛的是物理钢化法。在实际生产过程中,玻璃钢化后往往会出现各种各样的缺陷,而白雾就是其中之一。白雾问题困扰着许多钢化玻璃生产企业,许伟光[2]、 常昱[3]等都做了相关分析。
1 钢化过程中常见的白雾及解决办法
钢化过程中常见的白雾按形成的位置大概可以分为五类,分别是中部白雾、边部白雾、整版白雾、规律间隔性白雾、无规律间隔性白雾。如图1所示。
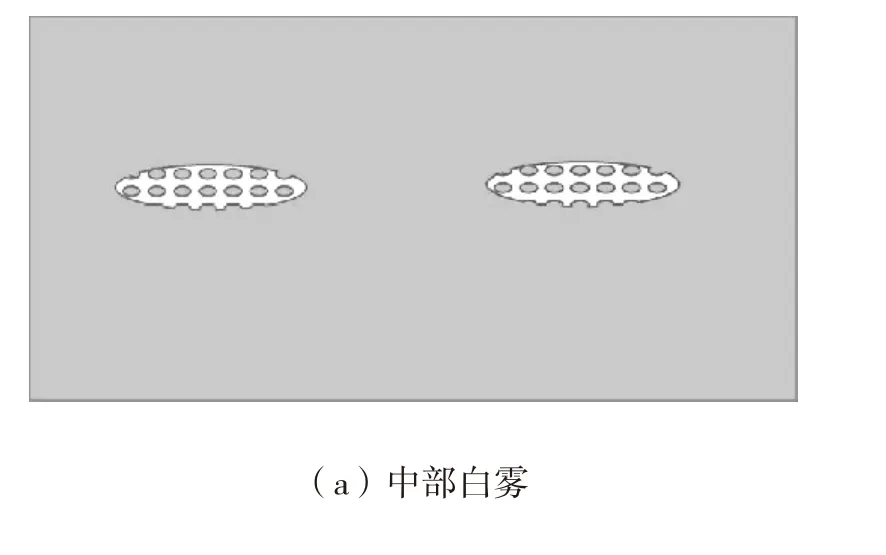

图1 白雾分类
1.1 玻璃中间部位出现白雾
玻璃中间部位出现白雾一般是在刚开始生产时或长时间停产后恢复生产时。如我司单绒压花玻璃在刚开始生产时,可以观察到钢化玻璃中间有一条白色的线道,也就是白雾。如图2所示。

图2 压花玻璃白雾
为了探究白雾的微观形貌与形成原因,将此压花玻璃砸破后,放在显微镜下观察,如图3所示。

图3 玻璃缺陷(显微镜放大400倍)
图3(a)(b)是同一块玻璃,箭头代表玻璃进炉方向,由此可以看出,钢化白雾是玻璃表面形成的凹坑,且钢化白雾的表面形貌与进炉方向无关。此类钢化白雾形成的主要原因是玻璃刚进炉时下部受到陶瓷辊道的传导加热,上部受到辐射加热和强制对流加热,过热的陶瓷辊道使得玻璃的下部温度高于上部温度,由于玻璃下表面的热膨胀,玻璃的四周向上弯曲,玻璃重量集中于玻璃中部,导致玻璃中部与陶瓷辊道反复摩擦产生白雾。随着连续生产,玻璃进炉时带走了辊道的热量,玻璃上下面温差逐渐减小,玻璃的白雾程度会减轻。一般可以通过增大上部喷气、增加上部温度或者降低下部温度解决。
为了探究各处白雾的磨损程度,另取一片有钢化白雾的玻璃,取两块不同区域白雾的样品放在显微镜下观察,如图4所示。

图4 不同区域白雾放大400倍
由图4可以看出,同一片玻璃,凹坑数目和大小无规律,说明凹坑数量和大小不能量化白雾,这也印证了此类白雾是与陶瓷辊道反复摩擦产生的。
相同厚度不同配方的玻璃,由于导热系数不同造成吸热不同,所以不同配方玻璃用同一钢化工艺时也会产生白雾,其导热系数可以根据玻璃成分进行计算[4]。如我司2.0 mm超白压延玻璃与外购2.0 mm超白压延玻璃,配方略有不同,用同一工艺会出现钢化白雾。此外,相同玻璃上下表面粗糙度不同导致吸热不同,也不能适用于同一钢化工艺。如我司生产的单绒压花玻璃,压花面朝下时能够正常生产,相同工艺压花面朝上时下部会有白雾而且上弯。产生白雾是因为玻璃刚进钢化炉时绒面与陶瓷辊接触面积大于压花面与陶瓷辊接触面积,使得绒面热传导大于压花面的热传导,即玻璃压花面朝上时在钢化炉内前期下部温度较高。上弯是因为玻璃在钢化炉后端时压花面表面积大于绒面表面积,使得压花热辐射传热强于绒面热辐射,即在钢化炉后端压花面受到的热辐射更多。
1.2 玻璃边部出现白雾
边部白雾产生的原因有:刚进炉时上部温度高于下部温度,使得玻璃边部向下翘曲,玻璃重量集中于边部与辊道摩擦产生;原先的小规格玻璃长时间与陶瓷辊摩擦产生磨损后,使得玻璃与陶瓷辊接触处低于原陶瓷辊的高度,更换大规格玻璃后陶瓷辊不水平导致,如图5所示。解决办法有:增加下部温度或减少上部温度;在玻璃上撒硫磺粉。
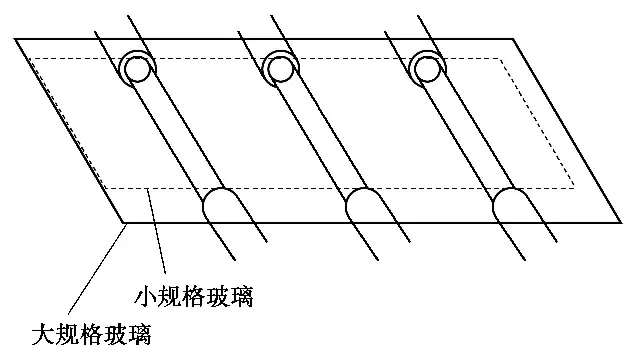
图5 陶瓷辊磨损示意图
1.3 玻璃整个版面均有白雾
玻璃整个版面均有白雾主要是由于相邻陶瓷辊速度不一致或存在水平差。
生产中出现整版面白雾的原因有:陶瓷辊断裂或陶瓷辊轴承损坏;传动皮带断裂或太松;陶瓷辊变形;陶瓷辊安装时高度不一致;相邻电机带动的陶瓷辊数量不一致,导致陶瓷辊速度不一致。解决办法有:更换陶瓷辊或更换陶瓷辊轴承;重新接传动皮带;更换陶瓷辊;重新校准陶瓷辊高度;更改电机带动的陶瓷辊数量。
1.4 玻璃表面有规律的白雾
玻璃下表面出现间歇性的白雾,且间隔为陶瓷辊的周长,这是由于陶瓷辊上粘有碎玻璃渣等杂质造成。解决方法是停机降温,钢化炉降至室温后用砂纸打磨陶瓷辊并用清水清洗。在生产中应注意防止碎玻璃进炉。
1.5 无规律间隔性白雾
无规律间隔性白雾通过钢化工艺与设备水平的调整均无法解决,将螺纹陶瓷辊换为普通陶瓷辊后白雾消失。此类白雾形成的原因可能是玻璃与螺纹辊接触时温度不均匀,使得玻璃局部发生变形,变形处与陶瓷辊摩擦产生。
钢化炉内的白雾几乎都能通过加升华硫熏炉解决或减轻。升华硫与氧气和玻璃中的钠成分发生反应,在辊道表面形成一层硫酸钠薄膜,起到润滑和保护作用,有效减少细小玻璃屑对辊道的黏附,而且还提高了玻璃制品的外观质量,延长了辊道的使用寿命。但出于环保因素和对操作人员的安全保护,生产中应尽量少用升华硫。
2 结语
通过分析物理钢化玻璃白雾的成因,找到相应解决方法:玻璃中部出现白雾时增加上部温度或降低下部温度;玻璃边部出现白雾时通过增加下部温度和减少上部温度或者熏炉解决;整个版面出现白雾时可以查看陶瓷辊转速是否匹配;出现有规律的白雾通过停机打磨陶瓷辊解决;出现无规律间隔性白雾通过将螺纹陶瓷辊换为普通陶瓷辊解决。
钢化玻璃作为安全玻璃,广泛的应用于建筑、汽车、家装等领域。随着应用市场的不断扩大,人们对钢化玻璃质量要求也不断提高,希望本文对钢化玻璃生产企业严把质量关上有所指导借鉴。
猜你喜欢
小小说月刊(2019年16期)2019-11-14
小小说月刊·下半月(2019年8期)2019-09-17
学与玩(2018年5期)2019-01-21
景德镇陶瓷(2017年2期)2017-05-26
现代营销·经营版(2016年3期)2016-05-14
海峡姐妹(2016年5期)2016-02-27
流行色(2009年3期)2009-04-21
