重载铁路钢桥焊接工艺分析
2021-03-20 08:18李磊
工程技术研究 2021年1期
李 磊
中铁一局集团物资工贸有限公司,陕西 西安 710054
1 工程概况
蒙华铁路(蒙西—华中煤运铁路)是国内最长的运煤专线,线路全长1837km,规划设计输送能力为2 亿t/年,其重点工程是蒙华铁路龙门黄河大桥。蒙华铁路龙门黄河大桥位于陕西省和山西省交界处禹门口地区,跨越黄河,大桥起始里程DK505+956.100,终止里程DK506+224.600。蒙华铁路龙门黄河大桥于2016年9月开始修建,2018年9月完工。
桥梁全长268.5m,采用1 ~202m 中承式钢管混凝土提篮式拱桥,桥面梁长257.1m,钢结构部分包括钢管拱、拱上支墩(横梁)、桥面系纵横梁三部分,合计约4000t。主桥总体布置见图1。
2 焊接工艺
钢桥采用工厂制作、试拼装完成后运送至施工现场安装的形式,主要的焊接工作均在工厂内完成。经分析,钢桥的重点受力部位分别为桥面系整体及拱肋吊点与拱肋连接处,其主要材料为Q370qD 和Q370qE,设计焊缝形式为全熔透对接焊缝及全熔透T 型焊缝,具体焊接工艺见表1。
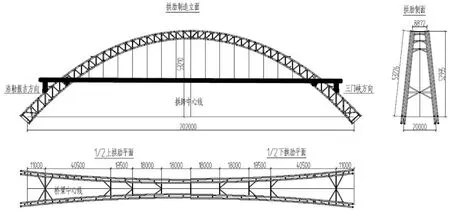
图1 主桥总体布置图(单位:mm)
(1)根据主材材质及焊接方法选取适合的焊材,主材及焊材进厂后按照规定进行第三方检测,合格后方能施焊。拟选用焊材及适用部位见表2。
(2)根据焊接坡口形式,设计相关焊接参数、选用焊接设备等。拟选用的焊接设备见表3;焊接工艺参数及焊接条件见表4。
(3)根据拟定的焊接参数及条件,制作焊接试板,进行焊接工艺评定,焊接试件根据要求全部送至第三方有资质的检测单位进行各项性能检测,检测结果均合格。
(4)焊接前根据构件形状制作专用平台卡具,确保焊接时构件均匀受力,避免受力不均匀集中导致焊接应力集如成本、工艺、企业利润等因素,质量提升的速度较为缓慢。在选择焊材时,必须考虑综合经济成本,优先选择质量可靠、稳定的生产厂商。焊材进厂后及时进行第三方检测,检测合格后方可投入使用。该工程焊材检测结果见表5、表6。

表1 接头坡口形式、焊接方法及代表焊缝

表2 焊接材料及适用部位

表3 拟选用的焊接设备
从表5 和表6 中可以看出,焊材的各项质量出厂及复检数据均在标准范围内,且无临界数据存在,说明焊材的中,减少构件焊接变形。
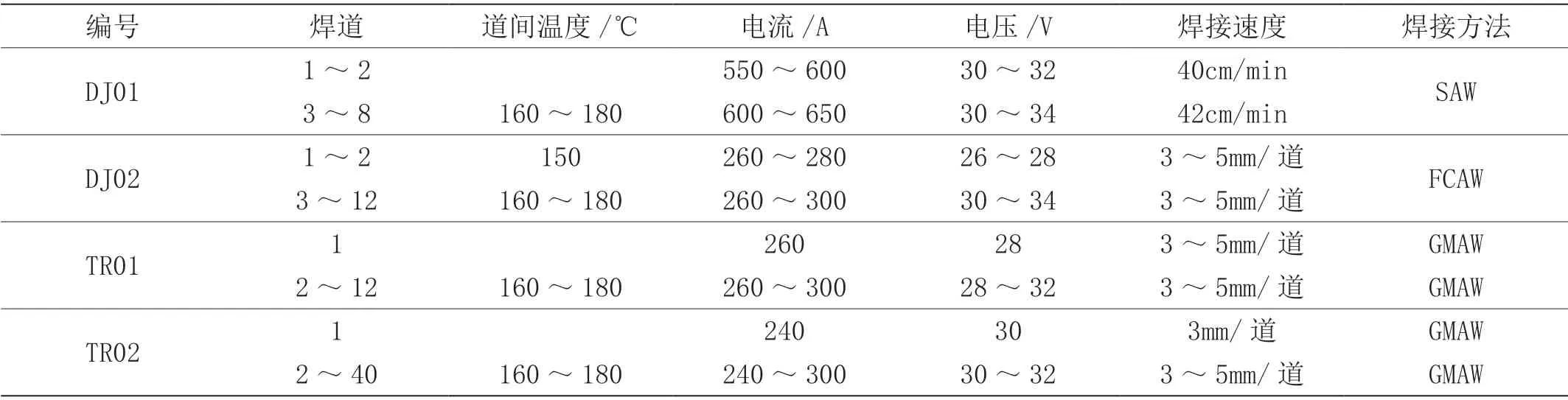
表4 焊接工艺参数及焊接条件
(5)焊接时,以周围环境温度25 ~35 ℃、湿度50%~55%为宜,主要杆件在组装后24h 内完成焊接,焊接主要在厂房内进行。冬期焊接时,将构件转移至保温棚进行焊接,环境温度不低于5℃。焊接前根据要求对待焊件进行预热,预热温度60 ~150℃。埋弧焊丝所用焊机必须严格按照要求进行烘焙,且在空气中暴露时间不得超过2h。
(6)焊接前必须彻底清除待焊区域内的杂物及有害物,严禁在母材的非焊接部位引弧,焊接后及时清理焊缝两侧的焊渣及飞溅物。
(7)针对该桥特点,对于主要受力易疲劳的部位,如锚固系统构件、拱上横梁及桥面系的支撑等,需要采取以下措施以提高焊缝的抗疲劳强度:①优化接头设计、合理安排焊接顺序,以减少焊接应力集中。②修整焊缝成形不良部位,增加焊趾处的过渡角和过渡半径。③对关键焊缝采用超声波锤击处理。
(8)严格按照设计要求对焊缝进行无损检测,检测不合格的焊缝必须进行返修。同一部位焊缝的返修次数不得大于2 次。
(9)对于因焊接应力导致变形量较大的构件,应及时进行矫正。采用冷矫正时,环境温度不宜小于5℃,且总变形量不得大于2°;采用热矫正时,加热温度应控制在600~800℃,严禁过热矫正,不宜在同一部位多次重复加热,且不得锤击加热面和用水急冷。
3 要点分析
3.1 焊材质量
随着钢企生产工艺的不断提升,桥梁专用钢的质量一直处于稳中偏好的局面。而且焊接材料受各种因素影响,质量状况较稳定。
3.2 焊接工艺
焊接工艺的合理性主要通过对焊接试件进行第三方检测后的实验数据所体现。首先焊接完成后,需要对焊缝进行超声波无损检测,检测合格后方能进行接头拉伸、焊缝金属拉伸、低温冲击试验、侧弯、接头硬度及宏观断面酸蚀等试验。经第三方检测机构检测,所有焊接试件的试验数据均合格,且无临界数据存在,这说明拟定的焊接工艺及各项焊接参数满足该工程项目要求,可以作为实施焊接工艺的依据。
3.3 过程管控
过程管控涉及钢桥从技术准备到安装完成的各道工序、各个环节。开工前,制造单位负责人组织编制《钢桥制造验收细则》,并根据细则内容编制相应的表格及记录单,确保每个环节均有据可依、有证可查。其重点控制环节为焊接作业,焊接作业前,需根据焊接工艺评定结果编制焊接作业工艺卡片,工艺卡片信息内容主要有焊接部位、焊缝形式、所用焊材、焊接电流电压参数、焊道数量等。焊接时有专人进行记录,每位焊接作业人员都有唯一的焊工号,确保焊接过程全面受控。焊接作业严格实行“三检”制度:自检、互检及专检。并由作业人员、班组长及质量员在质量记录上签字确认,最终形成一套完整的质量记录文件。制作过程中涉及见证取样的部位,严格按照程序提前联系总包单位相关人员,做好见证取样记录。
4 适用性分析
提篮式钢管拱钢桥是近年大跨距铁路桥梁采用的一种常见形式,作为重载铁路,中承式提篮拱钢桥具有显著的代表性。该桥工程地点为我国北方干旱地区,冬季最低温度为-20℃,夏季最高温度为42℃,属于典型的北方气候环境特点。我国国产桥梁专用钢按照屈服强度分类,主要有Q235q、Q345q、Q370q 及Q420q 这四个等级,目前Q345q和Q370q 等级的钢材主要用于铁路钢桥。该桥的钢材主要为Q345q 和Q370q,是铁路钢桥主要材料的典型代表。
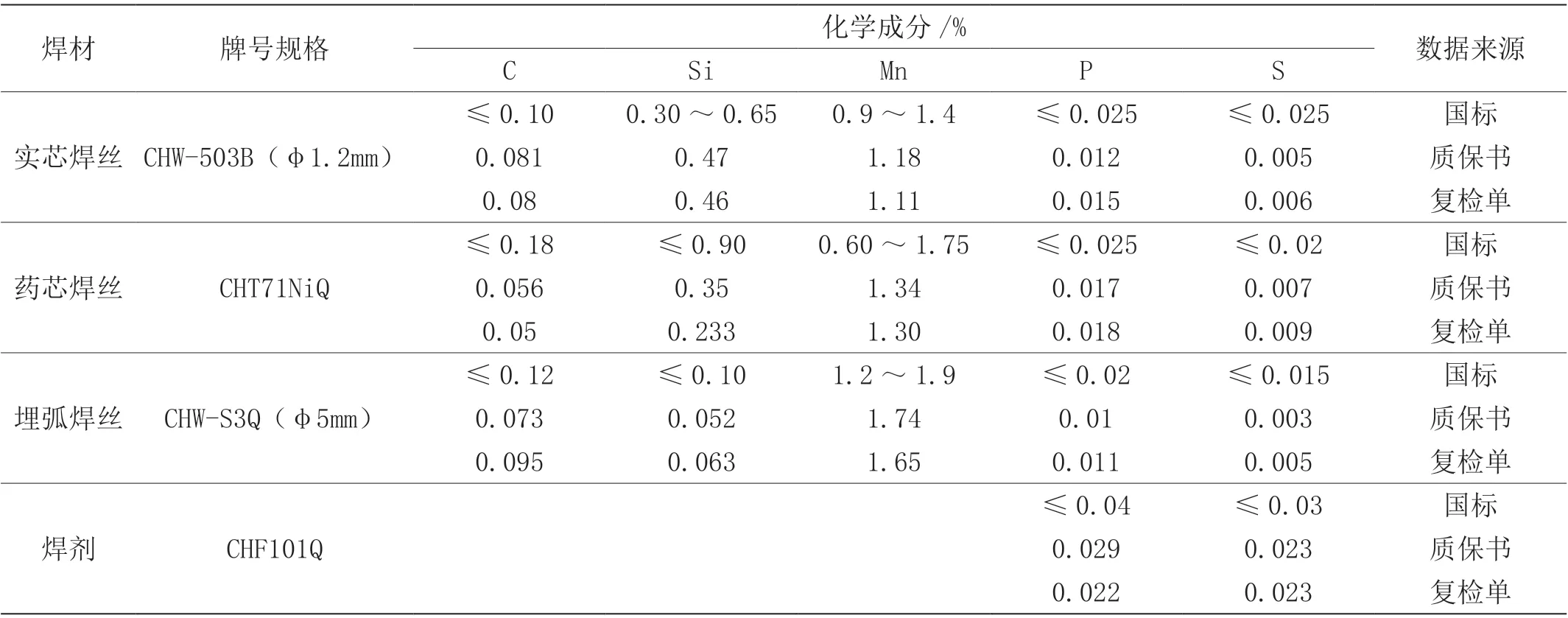
表5 焊材化学成分复检表
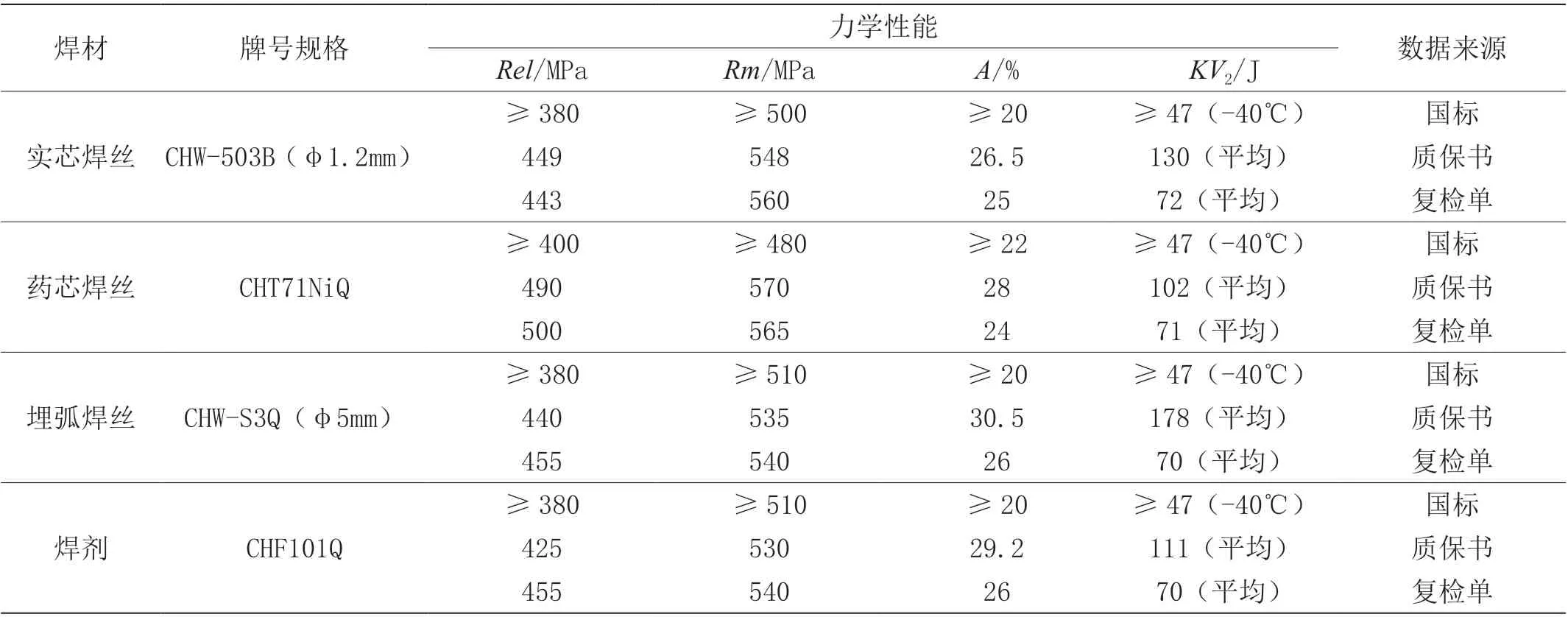
表6 焊材力学性能复检表
该桥的焊接工艺编制严谨、全面,焊接工艺试验数据真实,工艺措施合理有效,焊接过程全面受控,焊缝无损检测合格,整桥施工质量良好。其中,焊接工艺评定及制造验收细则均按照相关规定进行了专家评审,评审专家给出了较高的评价,一致同意将评审方案应用在此次钢桥制作中。
5 结束语
重型钢结构桥梁制作的重要控制点是焊接工艺,而选择合适的焊接工艺的前提是焊材与母材的匹配选型,尤其是对焊材的选用及各项性能的试验检测。综上所述,该桥的焊接工艺适用性较强,内容全面,对于国内其他重载铁路钢桥的制造具有较高的借鉴意义。
猜你喜欢
节能与环保(2022年3期)2022-04-26
电焊机(2019年9期)2019-09-28
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
上海公路(2018年3期)2018-03-21
中国公路(2017年17期)2017-11-09
数学小灵通(1-2年级)(2017年5期)2017-06-05
浙江大学学报(工学版)(2016年9期)2016-06-05
焊接(2016年8期)2016-02-27
大江南北(2016年8期)2016-02-27