基于正交试验法的17-4PH不锈钢SLM成型工艺优化*
2021-03-19 03:36尹思敏
制造技术与机床 2021年3期
杜 江 贾 峰 黄 亮 尹思敏
(西安工业大学机电工程学院,陕西 西安 710021)
选择性激光熔化技术(selective laser melting,SLM)作为目前AM增材制造技术,国内外工业领域中已逐渐开始扩展SLM技术进行零件的加工制造,包括航空航天、医学以及常见的模具制造业等。当前,在研究成型设备、工艺和所选加工材料几个方面的研究和发展,SLM技术已经获得了不少成果[1-3]。
17-4PH是一类应用广泛的不锈钢材料,在其工作温度不超过300℃时,17-4PH不锈钢材料的强度、抗腐蚀性能和它的韧性都是比较高的,因其具备的这些优良性能[4],目前17-4PH不锈钢材料在航空航天航海等领域表现出非常良好的应用性。对于17-4PH不锈钢材料的加工制造主要以铸造和锻造方式为主,但传统加工方式的工艺过程复杂,对于一件稍复杂的零件就需要大量的工时才能完成,而这过程中,设计制造加工模具会消耗大量的人工和时间成本,因此很难从根本上提高工作效率。除此之外,铸造和锻造的过程都需要在高温环境下进行,这就意味着,材料的一些内部组织会随着高温而变得不稳定,从而使工件的性能降低。
目前国内外已经有少量的研究使用SLM技术成型17-4PH不锈钢粉末研究。其中,戴世民[5]等研究了不同工艺参数对SLM成型17-4PH不锈钢成型件的致密度和尺寸精度进行了研究;Spierings[6]和Gu[7]等人主要对17-4PH粉末在SLM成型过程中不同工艺参数对成型件维管组织性能和力学性能的影响,并总结了一些规律;Murr[8]等人通过改变成型环境中不同的保护气氛研究17-4PH成型件的马氏体和奥氏体的变化情况;Hu[9]等人主要就17-4PH在SLM成型过程中容易产生孔隙这一缺陷进行了研究,探索其成型机理和形貌特性并进行了总结;顾小龙[10]等人针对17-4PH不锈钢成型件是否进行热处理进行了研究,分别对进行热处理和未进行热处理的17-4PH不锈钢成型件的微观组织形貌和宏观的力学性能作对比,对比了使用SLM成型和锻造成型的17-4PH成型件的差异性,发现使用SLM成型的制件在两个方面都强于另一种制造方式。
本文以17-4PH不锈钢粉末作为试验材料,在EOS M290成型设备上进行选择性激光烧结成型[11],研究17-4PH不锈钢粉末材料在不同工艺参数下的成型效果,优化已有的参数组合,得到较优的参数数组,利用SLM成型技术制备致高密度、高性能的17-4PH不锈钢零件。
1 实验材料和实验方法及设备
1.1 17-4PH不锈钢粉末材料
本实验中所研究的17-4PH不锈钢材料是一种平均粒径分布在20~60 μm的球形粉末材料[12-13],图1所示为该粉末材料的组织形貌。
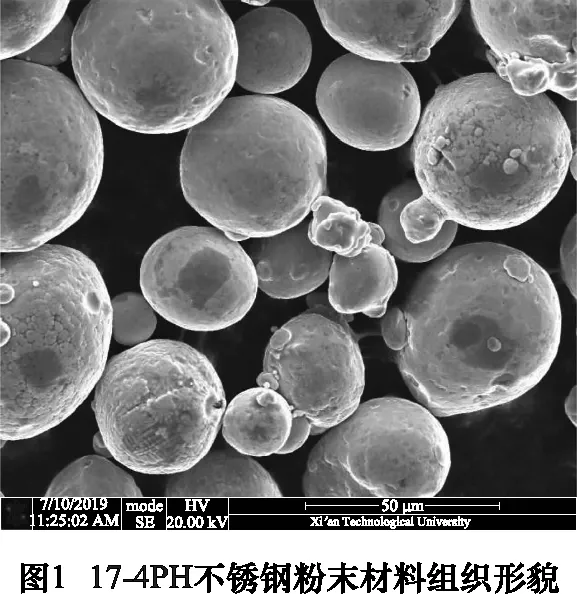
在进行本实验前对17-4PH粉末材料进行流变特性的测试,得到其粘度特征随成型过程中剪切速率增大而逐渐降低的特征,因此该材料具有很好的SLM成型性。
1.2 实验方法
1.2.1 金相实验
在本实验中,由于用于实验的样件尺寸较小,因此在实验前要用金相试样镶嵌机对式样进行镶嵌,然后对其表面进行打磨,先依次使用100#、240#、400#的粗砂将试样表面基本磨平磨光,然后依次在800#、1000#、1500#、2000#、3000#的细砂纸上继续打磨,再在抛光机上对样件进行抛光处理,最后用水油两用的W0.5号抛光样件到其表面呈现镜面。
镶嵌好的样件经过打磨和抛光处理至表面光滑没有明显划痕后,就要进行试样金相实验前的腐蚀处理。本实验使用的腐蚀液是用15 mL的甘油、10 mL的盐酸和5 mL的硝酸配比而成的混合液,蘸取一些腐蚀液在试样表面进行腐蚀反应。腐蚀完成后的试样先用水冲洗掉表面的腐蚀液,然后用无水乙醇对其表面进行冲洗,并用吹风机吹干样件后,就可以对样件进行金相组织观察。
1.2.2 力学拉伸实验
拉伸实验主要测试SLM成型件的抗拉强度和屈服强度。加工好的拉伸件表面需打磨至表面粗糙度Ra达到1.6 μm方可用于拉伸试验。测试前,先测量好被测样件的长度,拉伸时设定测试参数:预加载荷50 kN,拉伸速率5 mm/min;在试样被拉断后,数据系统会根据实验前的设置给出相对应的数据,包括样件的抗拉强度(σb)和屈服强度(σs)。
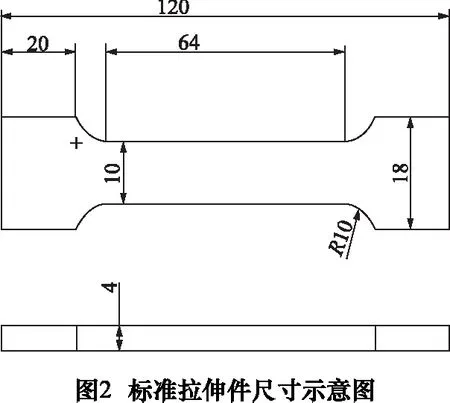
拉伸试样是按照国家标准GB/T 228.1-2010——《金属材料拉伸试验 第1部分:室温试验方法》中对金属材料进行拉伸试验时所需样件的形貌和尺寸的规定进行模型的建立,模型尺寸如下图2中所示,并采用EOS M290设备进行SLM成型制备,成型件如图3中所示。

1.3 实验设备
(1)金相试样镶嵌机
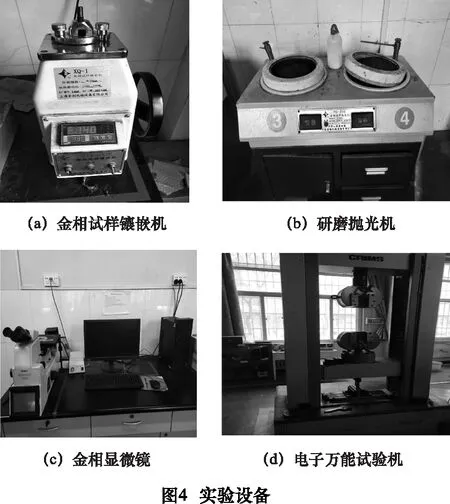
本实验使用的镶嵌机型号为如图4a中所示的XQ-1型金相试样镶嵌机,镶嵌好的试样为φ22×15 mm的嵌块。
(2)研磨抛光机
本实验用的研磨抛光机是 PG-2D 型抛光机,如图4b所示。抛光轮直径为 230 mm,最大空转速度分别为左:900 r/min右:700 r/min。
(3)金相显微镜
本实验所用金相显微镜为Nicon300型光学显微镜,如图4c所示。显微镜配备有从50~1 000倍的镜头,方便对样品从不同的放大角度中进行观察和分析。
(4)电子万能试验机
本实验所用为DDL300型电子万能试验机,如图4d所示。该设备可以测量不同材料制件的力学性能。
2 17-4PH不锈钢SLM成型正交优化
对17-4PH不锈钢SLM成型件进行金相组织分析,观察不同扫描速度、激光功率和扫描间距下成型件的微观组织,并进行分析。
2.1 成型件金相组织形貌分析
2.1.1 扫描速度
对不同扫描间距下17-4PH不锈钢粉末材料SLM成型制件的金相组织进行观察,实验参数设定为:激光功率200 W,扫描间距11 μm,铺粉厚度30 μm,扫描速度为10~50 m/min,成型件试样的内部金相组织如图5所示。
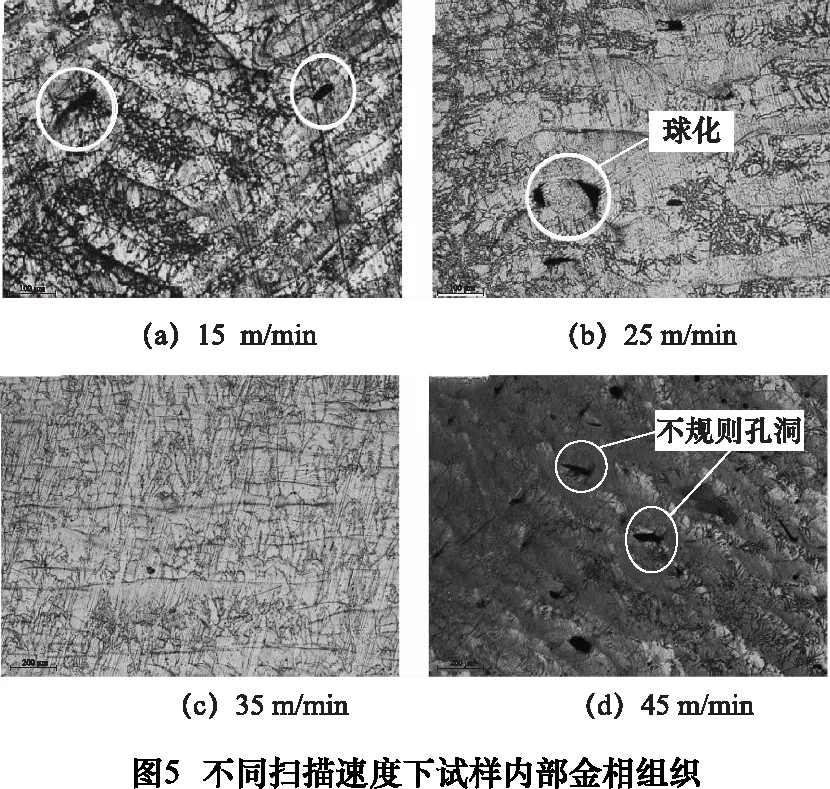
图5中显示的是在相同的激光功率、扫描间距和铺粉厚度,改变成型过程中的扫描速度下的17-4PH不锈钢粉末材料成型试样的内部金相组织,分别对应参数为15 m/min、25 m/min、35 m/min、45 m/min。
图5a由于扫描速度过低,单位长度的激光能量输入过高,产生大量的材料蒸发,熔池的完全分解受到限制,熔池凝固慢;图5b在扫描速度达到v=25 m/min时,在成型过程中会形成温度梯度,以及熔池的对流运动,在快速熔化和凝固的过程中,一些气泡被困在熔池中,形成球形气孔,造成表面球化现象;图5c在扫描速度达到35 m/min时,材料蒸发减少,屏蔽效应减弱。熔池可以完全扩散,减少了缺陷,获得了几乎致密的显微组织;图5d由于扫描速度过高,单位长度能量输入不足,粉末不能完全熔化,在成型件的内部会形成大而弯曲的孔洞。
2.1.2 激光功率
对不同激光功率下17-4PH不锈钢粉末材料SLM成型制件的金相组织进行观察,实验参数:扫描速度为30 m/min,扫描间距为11 μm,铺粉厚度为30 μm,激光功率为150~220 W,成型件试样的内部金相组织如图6所示。
图6为固定扫描速度、扫描间距和铺粉厚度,不同激光功率下SLM成型的试样的内部金相组织,图中分别对应激光功率参数为160 W、180 W、200 W、220 W。
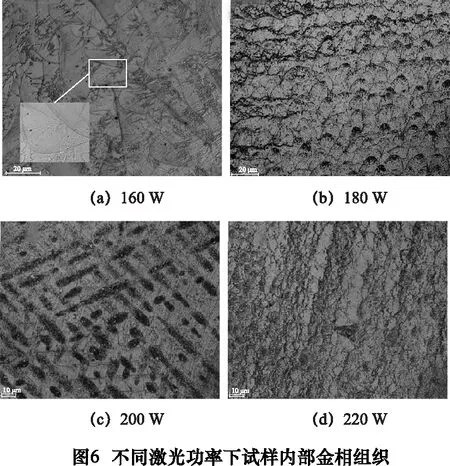
从金相组织照片中可以看出,在图6a激光功率过低时,成型过程中成型的熔池温度较低,熔池深度也较浅,导致层与层之间的冶金结合力较差,形成孔洞;图6b激光功率为160 W时,成型件具有较少的孔隙,且成型过程中所形成的熔道相对规则和连续;图6c激光功率为200 W时,成型件烧结线的痕迹明显,呈现出垂直相交的状态,且相互之间进行了很好的搭接,没有明显的孔隙和裂纹等缺陷;图6d激光功率为220 W时,由于单位体积能量输入过剩,成型层上的金属粉末吸收了过多能量,使当前的成型层表面高度不均匀,制件内部的孔隙数量多,成型件的致密度低。
2.1.3 不同扫描间距下成型件金相显微组织
对不同扫描间距下17-4PH不锈钢粉末材料SLM成型制件的金相组织进行观察,实验参数:扫描速度为30 m/min,激光功率为200 W,铺粉厚度为30 μm,扫描间距为9~13 μm,成型件试样的内部金相组织如图7所示。
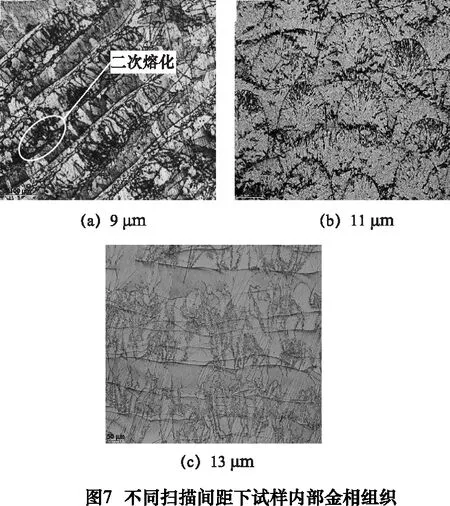
图7中显示的是在相同的激光功率、扫描速度和铺粉厚度条件下,改变扫描间距的17-4PH不锈钢粉末材料成型试样的内部金相组织,分别对应的扫描间距参数为9 μm、11 μm和13 μm。
图7a中,扫描间距过小,相邻的熔池之间会造成堆叠,熔融态的液相金属会因为受到其表面张力而向已经成型的熔道方向流动,使得已成型的熔道表面不平整,其高度不一致,此成型层的层厚就会变得不均匀;图7b中,由于扫描间距增大使得熔道的重叠宽度变小,搭接率适中,成型件的熔道搭接相对较为连续、规律;图7c中,由于扫描间距过大,相邻熔道之间的结合程度低,表现为不规则、不连续的熔道形貌。
2.2 正交试验优化
在本试验中主要通过正交试验,研究不同参数数组下成型件在常温、静载拉伸试验下的力学性能。
正交试验通过对实验的全局水平中,依靠其正交性选择出能够代表总体水平的代表性试验点对其进行研究,通过对所研究的水平因素的数据分析得到全局实验的数据分析范围,并依次对实验水平的数据进行合理优化,是一种常用的多因素多水平研究和优化的试验方法[8,9]。本实验中正交试验选取三因素水平,分别为激光功率P、扫描速度V、扫描间距S,各因素选取3个水平,正交试验因子分布由表1中给出。
根据表1中所列出的正交试验参数组进行成型件的拉伸性能试验,通过对样件的拉伸变形情况可以得到材料的一些力学性能参数,并根据这些参数对试样的力学性能进行测试,并评价其性能的优良与否。
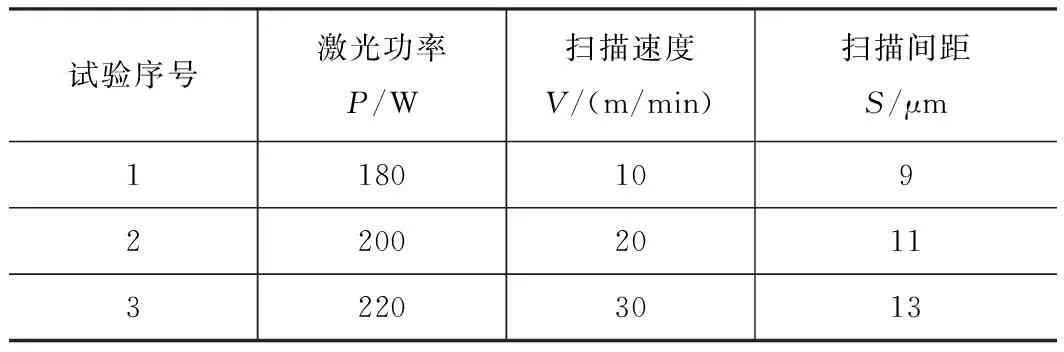
表1 正交试验因子
通过拉伸实验所得到的正交试验结果由表2中给出。
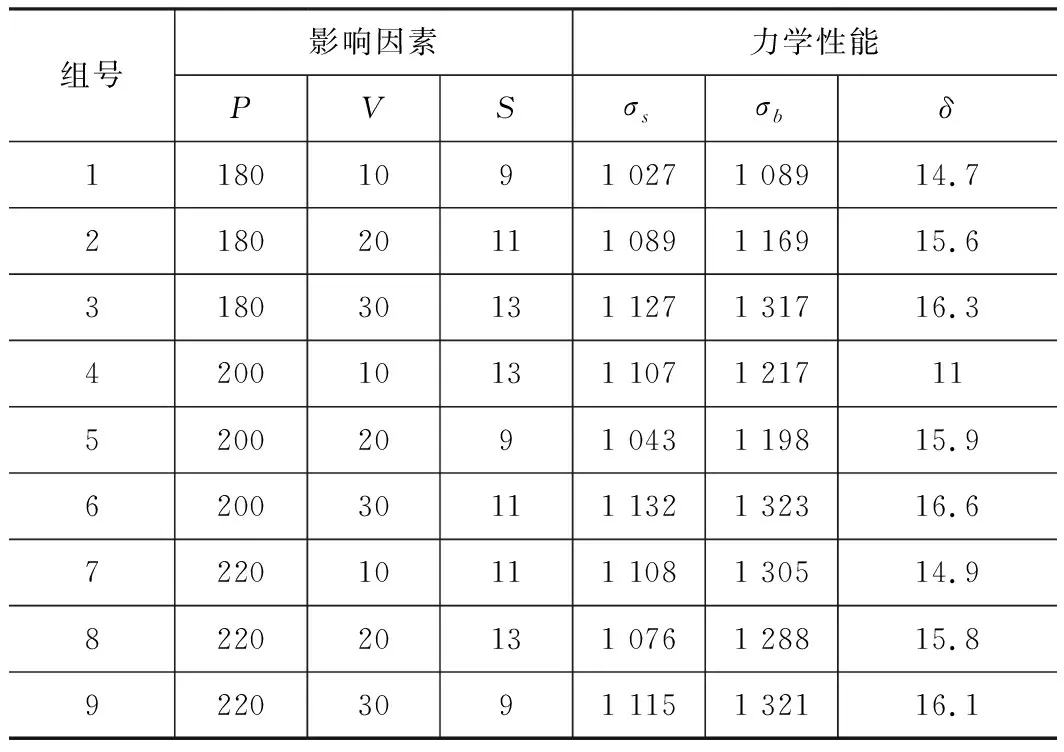
表2 正交试验结果
由表2中所得到的正交试验结果中可以看出,使用参数组合为激光功率P=200 W、扫描速度V=30 mm/min、扫描间距S=11 μm的6#SLM成型件具有最好的力学性能,即屈服强度为1 132 MPa,抗拉强度为1 323 MPa,伸长率为16.6%,通过对比,选择性激光烧结成型件的性能远高于ASTM热处理准则(σs>1 000 MPa;σb>1 000 MPa;δ>12 %)
3 结语
通过对不同工艺参数下17-4PH不锈钢材料的SLM成型件进行金相显微组织的观察分析和样件力学性能的常温静载拉伸实验,得到以下结论:
成型件内部组织中容易产生的孔隙、球化和裂纹的情况随着加工过程中扫描速度、激光功率和扫描间距数值的不断增大而呈现先增大后减小的变化趋势,在本实验中,分别在扫描速度V=35 m/min、激光功率P=200 W和扫描间距S=11 μm时成型件组织形貌较为均一。利用三水平三因素的正交试验对17-4PH不锈钢SLM成型件进行力学性能拉伸实验,得到扫描速度V=30 mm/min、激光功率P=200 W、扫描间距S=11 μm参数组下成型件具有相较最好的力学性能。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
科学技术创新(2022年30期)2022-10-21
山东冶金(2019年1期)2019-03-30
电子制作(2018年10期)2018-08-04
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
制造技术与机床(2015年10期)2015-04-09