
高嵌体修复的研究进展
2021-03-19 03:28赖婷婷隆源锶易守银
实用医院临床杂志 2021年1期
赖婷婷,隆源锶,陈 亮,钟 秀,骆 敬,易守银,冉 娟,田 鲲,3△
(1.西南医科大学口腔医学院,四川 泸州 646000;2.遵义医科大学口腔医学院,贵州 遵义 563003;3.四川省医学科学院·四川省人民医院口腔修复科,四川 成都 610072)
高嵌体是一种用来恢复牙体形态与功能的,部分高于牙面、部分嵌入牙体内的修复体,常结合冠内或髓腔内固位[1]。覆盖功能尖,分散咬合力,变拉应力为压应力[2](图1a、图1b),减少牙体折裂的风险;高嵌体的边缘平龈或龈上,印模更清晰,也减少了对牙龈的刺激;能恢复正常的牙体形态与邻接关系,减少了基牙龋坏。传统观念认为,视剩余牙体组织量的不同,可选择光固化复合树脂充填术、全冠修复等。但直接复合树脂充填不能较好地恢复牙体形态,易出现材料固化收缩、边缘微渗漏、磨损、刺激牙髓等[3];全冠修复牙体预备量大,预备后可仅余30%的牙体硬组织[4],加之根管治疗后由于缺乏神经血管滋养牙齿脆性增加,抗力明显降低。这些修复方式与口腔医学发展的趋势——“微创”、“循序渐进”[5]原则相悖。因此,一旦材料学极限取得突破,微小磨除甚至不磨除硬组织的高嵌体修复成为最佳选择。
1 高嵌体分类
随着材料和粘接剂的不断进步,高嵌体的适应范围越来越广,不一定需要嵌入牙体内部,覆盖牙体范围可降低至仅一个牙尖。根据面覆盖范围及轴壁伸展程度,将高嵌体分为不同种类:经典onlay高嵌体仅覆盖后牙的牙合面,未覆盖轴壁;overlay高嵌体覆盖牙合面及冠外侧轴壁0~2 mm,又称超嵌体;牙合贴面为覆盖后牙咬合面无固位力的较薄高嵌体。按固位方式可分为髓腔固位高嵌体和髓腔固位嵌体冠,前者为髓腔内侧壁固位,后者兼具髓腔内外侧轴壁固位。
2 高嵌体材料
临床上高嵌体修复主要适用于大面积牙体缺损后需恢复正常牙体形态的后牙,可视情况选择金属、瓷、复合树脂三种材料。
2.1 金属合金作为传统的高嵌体材料,具有较好的机械性能与生物相容性,精密度高,有一定的延展性,修复体的边缘常与牙体组织结合紧密[6]。仅0.5 mm即能达到最低抗压耐磨需求。而贵金属,例如金合金,兼具化学性能稳定、耐磨损、铸造收缩小等特点,是较为理想的高嵌体合金类型。但由于金属易腐蚀、对天然牙的磨损大,不美观等,金属材料在逐渐被淘汰,不过,金属高嵌体5年存留率可达97.6%[7],在咬合紧、颌间距小及磨牙缺损时[8,9],可酌情考虑使用。
2.2 陶瓷高嵌体陶瓷材料主要分为氧化硅基类和非氧化硅基类。二硅酸锂玻璃陶瓷、二矽酸锂玻璃陶瓷、长石质陶瓷都属于氧化硅基类陶瓷;非氧化硅基类陶瓷包括氧化铝陶瓷和氧化锆陶瓷。陶瓷材料强度高(挠曲强度为120~1400 MPa),美观性好,颜色、半透明性与天然牙相似。经酸蚀、表面喷砂、硅烷化及激光预处理能有效增大表面积,与树脂粘接剂形成牢固机械锁扣结构,提高粘接强度[10]。此外,全瓷高嵌体生物相容性极佳,耐磨,不易被腐蚀;可高度抛光邻面[1],与邻牙形成理想的邻接关系;近期临床效果良好,崩瓷、破裂、脱落等现象的发生率仅为2.8%;2~5年存留率为91%~100%,5年以上存留率为71%~98.5%[11]。但瓷材料具有刚性,抗张和抗弯强度弱,在咬合力的作用下容易疲劳、折裂[12],见图1c、图1d。

图1 嵌体/高嵌体的轴向应力分布 a:嵌体受拉应力;b:高嵌体受压应力;c:牙折;d:高嵌体折
2.3 复合树脂复合树脂高嵌体是经二期高热固化处理后,形成的与窝洞形态相一致的固体团块。它美观、对对颌牙的磨损小、操作方便易行[13],易于口内直接调改、修补、抛光。在体外固化,不受光照的影响,聚合反应较普通复合树脂均匀完全,增加了单体转化率[14],表面硬度显著提高14%[15];想比于直接树脂充填,边缘微渗漏明显减少,进一步降低了修复体与牙齿界面收缩应力的影响。但树脂耐磨性及硬度相对较差,对牙龈也有一定的刺激作用,仍存在聚合不完全、窝洞边缘变色等问题[13],使其应用有一定的局限性。
2.4 树脂-陶瓷复合物树脂-陶瓷复合材料由不同比例的树脂聚合基体和陶瓷颗粒填料组成。向含有石英、氧化锆、玻璃、陶瓷粉等无机填料的复合树脂中添加氧化锆,可以增加无机填料的含量,提升无机填料的性能,可得到强度、耐磨性更好的材料[13]。因为兼备瓷和树脂的优点,又称混合陶瓷[16],弯曲强度为100~200 MPa,弹性模量近似牙本质[17]。通过改良聚合等方法,如升压、升温、在惰性气体中反应等,可提高树脂-陶瓷复合物的表面硬度和耐磨性,控制树脂内气泡的形成及表面氧化层阻聚。其粘接强度低于全瓷材料[18],可能由于含有树脂基质,聚合度高,减弱了部分自由基与树脂粘接剂的化学结合。
3 牙体预备
3.1 金属高嵌体去除薄壁弱尖,降低牙尖高度,功能尖和非功能尖均需降低,以减小侧向力,产生更有利的压应力,防止牙体折裂。咬合面按照牙体解剖形态均匀磨除0.5~1.0 mm。充分利用磨牙髓腔的箱状固位,髓腔侧壁应制备外展角度2°~5°以增加摩擦固位,同时应注意共同就位道。洞内倒凹需垫底充填平整[19],减少应力集中,使垂直方向力顺牙体长轴传导,见图2a。
3.2 全瓷高嵌体瓷具有脆性,预备量多于金属,以保证修复体具有足够抗折厚度。牙体预备时,颌面功能尖需均匀磨除约2 mm,非功能尖均匀磨除约1.5 mm,保持原有尖窝形态;颊舌侧轴壁龈向保留高度约1.5 mm;形成完整的肩台,宽约1.0 mm;洞轴壁外展为6°~10°;邻面存在缺损时,制备高度2 mm龈阶;固位力不足可制备辅助固位沟槽增加固位力。精修轴角,使各边缘线均连成光滑、圆顿、连续的曲线,见图2b。树脂高嵌体、树脂-陶瓷复合物高嵌体的牙体预备要求与全瓷高嵌体一致。
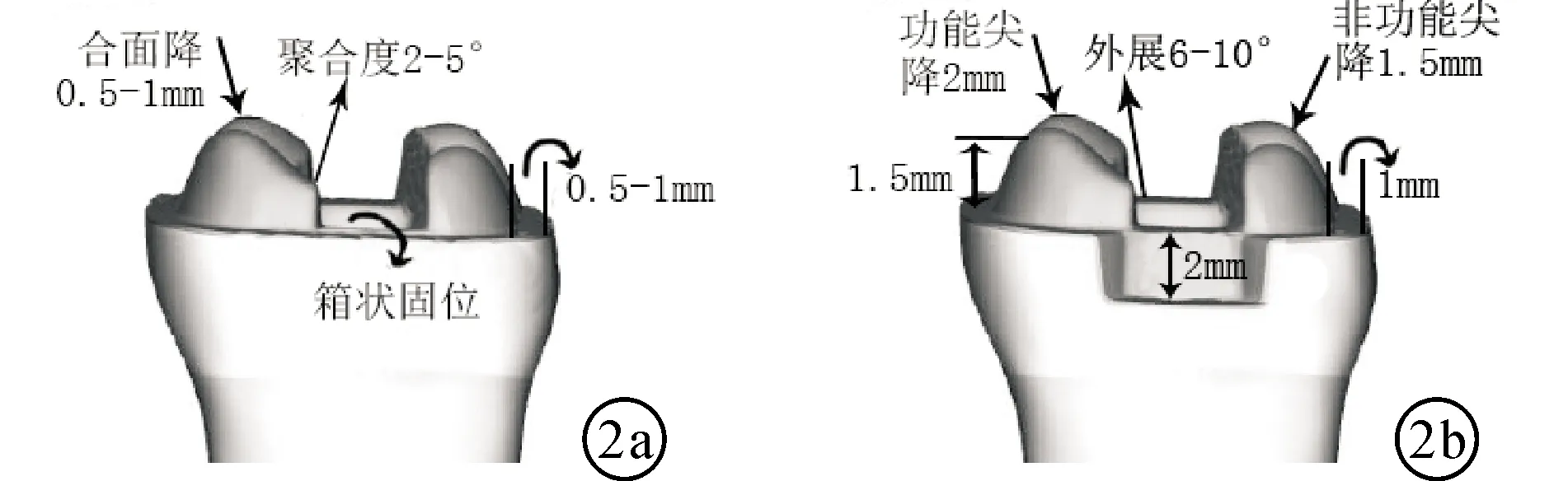
图2 牙体预备 a:金属高嵌体预备;b:全瓷高嵌体预备
3.3 牙体预备的肩台对接式与凹面肩台是高嵌体常用的边缘形式。对接式即牙体与高嵌体边缘形成端端相接(图3 a),就位道唯一,对粘接和比色要求高[20]。凹面肩台边缘则需要包绕牙尖,可分为90°肩台(图3b)、135°肩台(图3c)与内线角圆钝的直角肩台(图3d)等。研究表明不同肩台类型在垂直和斜向力加载时所受应力不同,内线角圆钝的直角肩台所受应力最小,更不易折断,因此建议临床优先考虑该类肩台边缘设计方式[21]。也有学者认为对接式的应力分布更均匀,抗折性能更高[22]。

图3 高嵌体肩台对接方式 a:对接式;b:90°肩台;c:135°肩台;d:内线角圆钝的直角肩台
高嵌体的边缘适合性也至关重要,边缘密合能减少菌斑的附着,减少牙龈炎,避免着色和龈染等。临床公认的标准边缘间隙为30~120 μm[23]。过去认为过大的间隙可通过粘接剂占位来补偿是错误的临床观念,过厚的粘接层强度明显不足,易断裂,导致唾液污染。
计算机辅助设计与制作(CAD/CAM)是新兴的一种修复方式,可选择以上全瓷、复合树脂及树脂-陶瓷复合物三种材料,可在椅旁迅速、精准、高效地完成修复体的设计制作。切削的高嵌体边缘密合性好,精准度高,避免了医生技术操作的不确定性,缩短了就诊时间,短期疗效确切。研究表明,全瓷材料10年成功率为88.7%[24],复合树脂材料5年成功率为84.78%[25]。
4 粘接
高嵌体能否获得长期有效的临床效果,粘接是关键。无机盐类粘接剂粘接性能弱,失败率高,10年CEREC全瓷嵌体无机盐类粘接保存率为77%,而树脂类粘接保存率达100%[26]。因此首选树脂类粘接剂来粘接全瓷高嵌体,但在粘接活髓牙及金属高嵌体时,可综合考虑玻璃离子粘固剂刺激性小、持续释放氟离子防龋、良好生物相容性等特性[27]。无机填料、树脂基质和固化引发体系等是树脂类粘接剂的主要组分,无机填料的含量越多,粘度越高,流动性降低[28],固化不良、大量单体残留时,易发生微渗漏,通过改性单体成分和延长光照时间等方式,可提高聚合转化率[29]。粘接前可采用机械打磨、酸蚀、喷砂及硅烷偶联剂等单一方式或结合预处理釉质表面,扩大粘接面积,牙本质则需保持“湿粘接”状态,从而实现牢固的机械嵌合和化学粘接。近年来,Nd:YAG激光被证实能有效去除牙齿表面高速机械磨除后形成的玷污层,并开放部分牙本质小管[30],为粘接性能的提高提供了新方向。
综上所述,临床上应根据实际情况灵活选择高嵌体类型。口腔材料学与修复工艺的发展也势必会推动高嵌体在临床的广泛应用。而高嵌体现存在的粘接失败、微渗漏、继发龋等问题有望得到更好的解决。
猜你喜欢
国际口腔医学杂志(2022年3期)2023-01-05
华西口腔医学杂志(2022年2期)2023-01-02
口腔颌面修复学杂志(2022年5期)2022-12-12
口腔疾病防治(2022年2期)2022-11-29
中国现代药物应用(2022年16期)2022-09-29
智能制造(2021年4期)2021-11-04
健康之家(2021年4期)2021-08-23
口腔医学(2020年10期)2020-12-19
中华养生保健(2020年2期)2020-11-16
中国医疗美容(2020年8期)2020-10-28
