
后装式压缩垃圾车上装电控系统研究与设计
2021-03-18 06:41檀廷军
机械工程与自动化 2021年1期
蔡 博,陈 韬,檀廷军
(中汽研汽车检验中心(武汉)有限公司,湖北 武汉 430056)
0 引言
近年来,随着城镇化建设的加速推进和人们生活水平的不断提高,城镇居民生活垃圾越来越多,这些垃圾大多是不可降解的白色垃圾,能进行预压缩、装载量大且垃圾箱密封不会造成运输过程中二次污染的后装式压缩垃圾车的应用越来越广泛[1,2]。从以前的手动控制逐渐转变为当前的自动化控制,从以前的敞篷式过渡到现在的密封压缩式垃圾车,高效率、高压缩比、智能化、密闭化的压缩式垃圾车将是未来的发展方向[3,4]。
液压系统与电控系统是压缩式垃圾车的核心,是体现车辆作业性能与质量的重要部分,直接影响到垃圾车的安全性、可靠性及操作便利性。当前,后装垃圾车上装电控系统主要以手动控制、继电器控制、电磁换向阀以及PLC控制为主,上装电控系统普遍存在着电控方案杂乱、电气控制线路复杂、控制单一等问题,随着电子技术、信息技术和计算机技术的应用,城市环卫产业对智能化的迫切需求,上装电控系统正朝着集成化、智能化、网络化方向发展[5,6]。
为此,本文在分析后装式压缩垃圾车的功能结构与控制系统基础上,基于PLC,与上位机触摸屏进行组态控制,同时,通过对后装式压缩垃圾车本地PTO进行电气改装以满足后装式压缩垃圾车的作业功能操作需求,完成了后装式压缩垃圾车上装电控系统的设计与实现,为后装式压缩垃圾车的设计与应用提供了良好的参考与借鉴。
1 后装式压缩垃圾车控制功能需求分析
目前,后装式压缩垃圾车主要通过液压系统和电控系统来完成垃圾的压缩、装运及倾倒作业。后装式压缩垃圾车基本上都是基于二类底盘改装而来,主要由底盘、垃圾箱、填装器、推铲、上料机构、刮板、滑板以及液压系统与电气系统等组成,主要作业操作包括上料作业、压填作业、卸料作业、手动作业等[7,8]。后装式压缩垃圾车结构示意图如图1所示。

图1 后装式压缩垃圾车结构示意
根据后装式压缩垃圾车的功能特点与厂家需求,垃圾车上装需要实现的动作主要有:上料翻斗的上升与回位,刮板的张开与闭合,滑板的上行与下行,推铲的伸出与缩回,填料器的上升与下降,以及压力报警、温度报警等[9]。根据垃圾车作业功能进行控制要求分析如下:
(1) 对于后装式压缩垃圾车作业操作动作,同一时间只允许操作其中一种动作,不允许有两组或两组以上的动作同时进行。
(2) 上料机构到位时需延长适当时间返回,确保垃圾倾倒干净。
(3) 上料作业和压填作业均采用单次动作循环。
(4) 在推铲进行卸料作业前,填装器需开启到位才能进行操作。
(5) 控制系统具有手动和自动两种操作方式,并配置相关声、光信号提醒功能及安全操作部件等。
对于后装式压缩垃圾车而言,其作业功能主要是实现对执行开关量状态的采集和电磁阀、指示灯、报警器等的开关信号的输出,如表1所示。而PLC的基本功能就是监视现场输入,根据控制逻辑接通或断开现场输出设备,PLC具有控制简单、维护方便、通用性强等优点,能够较好地满足后装式压缩垃圾车上装电控的功能需求。
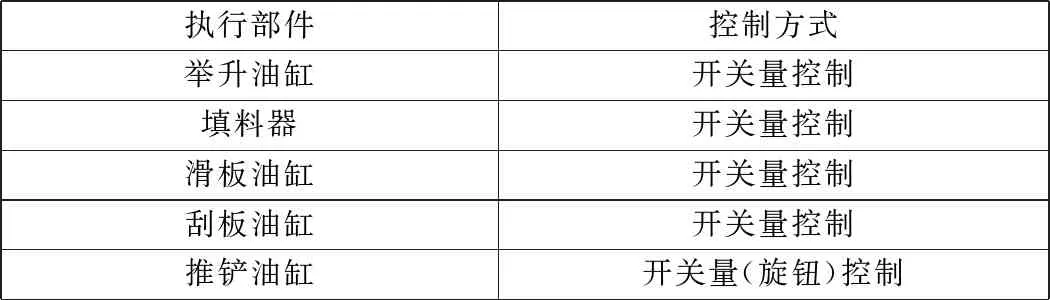
表1 作业功能控制信号
2 控制系统方案设计及实现
2.1 电气控制方案设计
采用PLC的后装式压缩垃圾车电控系统是目前我国垃圾车实现自动化控制的一个主要途径。后装式压缩垃圾车电气控制系统中的工作电压一般为12 V或者24 V,直接由车载蓄电池供电,考虑垃圾车的实际操作过程与安全维护可靠性,采用单动操作与联动操作相结合的方式进行电气控制方案的设计,既可以在驾驶室使用触摸屏进行联动作业,也可以对单个执行部件进行手动控制,以方便检修和紧急情况下的维护[10],控制原理如图2所示。

图2 电气控制原理
PLC与触摸屏HMI通过LAN或RS422/RS485串口进行人机交互,可以方便操作人员通过触摸屏对垃圾车进行功能操作,实现自动化控制与人机交互;PC/工控机与HMI之间通过LAN通讯,可以方便地对HMI人机界面进行编程控制、功能维护和检修。
根据后装式压缩垃圾车的作业流程,确定的系统控制流程如图3所示。使用接近开关来检测上料机构、刮板、滑板、填料器等部件的动作到位,如在卸料作业时,如果填料器没有举升到位,推铲就不能推出进行卸料;同时,通过声音报警来提醒驾驶员垃圾箱装填满载,通过压力开关、温度开关来提醒驾驶员液压缸油路温度过高、压力过大等来起到安全、警示等作用。

图3 垃圾车控制流程
2.2 控制系统硬件选型及布置
后装式压缩垃圾车上装电控系统PLC的选型主要考虑PLC的供电方式、输入输出点数、输出类型和负载情况等,在能够满足设计功能需求和实用的前提下,选择使用方便可靠、维护便捷、性价比高的控制器。后装式压缩垃圾车的车载蓄电池一般为24 V的直流蓄电池,结合目前后装式压缩垃圾车上装电控系统的实际情况,选择高可靠性、抗干扰能力强的西门子PLC系列作为本控制系统的主控制器,其输出方式有继电器型和晶体管型两种,垃圾车实际道路作业时对控制系统的响应速度没有高频要求,故选择继电器型PLC以满足系统的设计需求。
根据后装式压缩垃圾车的动作控制需求,考虑控制器I/O的类型与数量,选择的控制器型号为S7-200 Smart,CPU SR40,24点输入,16点输出,支持多种通讯协议,可与触摸屏、变频器、伺服驱动器、上位机等联网通讯,其他相关电气元件主要有压力开关、接近开关、指示灯等。
在完成控制系统方案设计及进行PLC控制系统硬件选型后,根据功能需求进行PLC的I/O地址分配,完成PLC的电路原理图,如图4所示。

图4 PLC电路原理图
为了满足垃圾车上装作业时对发动机转速的要求,利用专用车辆底盘提供的电气改装接口与PLC进行连接,方便在垃圾车作业时通过本地PTO接口,利用PLC对发动机转速进行控制,从而满足不同负载、不同作业时的动力输出需求[11]。本地PTO取力器电气原理如图5所示。

图5 PTO取力器电气原理
2.3 人机界面交互设计
为了实现操作人员与计算机控制系统之间的对话和交互作用,满足控制系统的人机界面功能,选用西门子Simatic Line触摸屏,与PLC控制器进行通讯,通过组态软件Wincc Flexible Smart,基于以太网、Modbus RTU通讯协议,可以很方便地进行人机交互控制[12]。设置HMI操作流程如图6所示。

图6 设置HMI操作流程
完成PLC电控系统硬件选型及流程设计后,根据垃圾车工作流程进行控制系统软件设计,并基于梯形图编程语言,利用PLC编程软件STEP 7-Micro/WIN 32进行程序编写,对PLC、电磁阀和执行机构的对应接口进行相应的硬件连接,就可以完成控制系统硬件搭建,触摸屏HMI设备通过PLC接收来自各种动作开关指令和监控垃圾车作业装填,并进行相应的动作决策。HMI人机交互组态控制如图7所示。
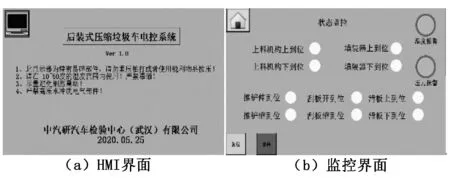
图7 HMI人机交互
在STEP7软件中完成编程后,进行相关通讯设置,将程序下载到PLC中,通过Ethernet以太网连接PLC与触摸屏,并且将相关的电磁阀与PLC输出点之间进行连接,进行在线调试与试验,取得良好的试验效果。
3 结束语
本文以后装式压缩垃圾车为研究对象,基于PLC,结合人机界面与PLC通讯技术,进行PLC、触摸屏组态控制,实现了本地PTO电气改装,设计并实现了后装式压缩垃圾车上装电气控制系统。该智能控制系统控制简单、操作方便,通过触摸屏就可以对清扫车上装功能进行控制,为垃圾车上装电气控制系统的设计与实现提供了良好的参考与借鉴,具有一定的实用意义与研究价值。
猜你喜欢
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
娘子关(2018年2期)2018-11-13
知识就是力量(2018年7期)2018-07-11
专用汽车(2016年9期)2016-03-01
专用汽车(2016年4期)2016-03-01
汽车实用技术(2015年8期)2015-12-26
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年2期)2015-04-17
专用汽车(2015年4期)2015-03-01
