耐海洋腐蚀HRB400cE转炉冶炼生产实践
2021-03-17 12:47供稿李维华林致明王伟王光文LIWeihuaLINZhimingWANGWeiWANGGuangwen
金属世界 2021年1期
供稿|李维华,林致明,王伟,王光文 / LI Wei-hua, LIN Zhi-ming, WANG Wei, WANG Guang-wen
内容导读
HRB400cE为400 MPa级耐海洋腐蚀钢筋,主要应用于盐湖、海洋、沿海一带以及撒化冰盐的道路、桥梁等。三宝钢铁有限公司决定采用微合金化和控轧控冷工艺开发耐海洋腐蚀钢筋HRB400cE。通过设计耐海洋腐蚀钢筋HRB400cE冶炼的化学成分,控制装入制度、供氧制度、造渣制度、温度及终点控制制度、出钢及脱氧合金化制度和吹氩处理等工艺制度,成功冶炼出了化学成分符合国家标准要求的钢液,钢液具有较低的氮含量,冶炼周期均在合理范围内。该钢种在经济性与耐海水腐蚀性方面具有较高利用价值,后续可以批量生产。
HRB400cE是一种400 MPa级耐海洋腐蚀钢筋,是国标GB/T 33953—2017“钢筋混凝土用热耐蚀钢筋”里规定的一种耐蚀钢筋,在钢中加入一定量的Cu、P、C或Ni、Mo、Nb、Ti等合金元素制成的一种耐海洋腐蚀性能良好的低合金钢。耐海洋腐蚀钢筋主要应用于工业环境、盐湖、海洋、沿海一带和撒化冰盐的道路、桥梁等,能有效阻止进入到混凝土内部的氯离子与钢筋表面的钝化膜发生复杂的电化学反应,避免混凝土出现破坏开裂现象[1-4]。
人们为了延缓和减少钢筋腐蚀开展了很多研究工作,开发了镀锌钢筋、不锈钢筋及涂层类钢筋等防腐技术,但这些方法或者成本高或者防腐效果不理想。为了减缓沿海建筑物和工业环境中的钢筋腐蚀速度,三宝钢铁有限公司决定采用微合金化和控轧控冷工艺开发耐海洋腐蚀钢筋HRB400cE,此钢种在经济性与耐海水腐蚀性方面具有较高利用价值[5-8]。
国标冶炼要求
钢筋混凝土用HRB400cE耐蚀钢筋新国标GB/T 33953—2017,冶炼工艺只能采用转炉或者电炉工艺,必要时可采用炉外精炼,化学成分要求如表1所示,其中为了进一步提高钢筋的耐腐蚀性能,还可以加入下列一种或多种合金元素(质量分数):Mo,≤0.30%;Re,≤0.05%等;钢的氮含量应≤0.012%,钢中如有足够数量的氮结合元素,含氮量的限制可适当放宽,钢筋的成品化学成分允许偏差应符合GB/T 222的规定。
冶炼过程控制
钢筋混凝土用HRB400cE生产采用转炉炼钢和镇静钢脱氧方法,工艺流程为:装入操作→100 t转炉冶炼→出钢及脱氧合金化→吹氩→连铸。

表 1 化学成分要求(质量分数,%)
化学成分设计
结合螺纹钢HRB400cE相关元素在钢筋中所发挥的作用及国标GB/T 33953—2017规定的化学范围要求,设计了钢筋混凝土用螺纹钢HRB400cE相关元素含量控制标准,如表2所示。
装入制度
转炉装入制度采用定量装入,根据炉况、生产组织情况、铁水成分和温度来调整废钢加入量,具体控制情况如表3所示。

表 2 化学成分控制标准(质量分数,%)

表 3 装入制度
供氧制度
供氧制度采用变压变枪法,进料完毕后,摇正炉体下枪吹炼。氧枪喷头采用四孔拉瓦尔型,喷孔夹角12°,扩张角为11°30′,喉口长度7 mm,工作氧压控制在0.80~0.85 MPa,流量控制在20000~26000 m3/h。吹炼前期枪位控制在1400~1600 mm,中期枪位控制在1500~1800 mm,后期枪位控制在1300~1500 mm,拉碳枪位控制在1200 mm,火焰情况不正常时枪位可以适当调节,以化渣正常为宜。
造渣制度
造渣制度采用分批加料法。开始吹氧火焰正常后,根据铁水成分与温度情况并结合操作经验,石灰总量控制在2000~3000 kg,轻烧白云石总量控制在1000~2000 kg,一批料加入石灰总量的2/3和全部轻烧白云石,二批石灰料、三批石灰料根据吹炼情况适时加入,确保“初期渣早化,过程渣化好,终渣化透”。
温度及终点控制制度
过程温度控制保证化好渣,不喷溅不返干,温度平稳上升;终点温度控制在1640~1670 ℃,开浇第一炉、新出钢口和新钢包等特殊情况可以适当提高出钢温度。终点C含量(质量分数)控制在0.06%~0.13%,防止钢水氧含量高,影响钢水质量;终点P含量(质量分数)控制在0.020%以下,防止挡渣失败时回磷导致钢水P含量过高造成化学废品。
出钢及脱氧合金化制度
出钢过程采用挡渣球进行挡渣操作,确保挡渣成功率达到90%以上,保证钢包渣层厚度不大于200 mm。采用脱氧剂(硅钙钡和铝锭)、硅锰合金进行脱氧合金化。合金加入顺序为:脱氧剂→硅铁合金→硅锰合金→贵重金属(铜、铬铁和镍铁),合金在出钢至1/4~1/3时开始加入,出钢至2/3~3/4时加完,合金加入量参考出钢量按95.00 t/炉计,冶炼钢水残Mn质量分数按0.10%计,硅铁、硅锰合金增C质量分数按0.020%计,可根据冶炼终点、出钢量等情况调整合金加入量。
炉后吹氩处理
炉后吹氩站吹氩处理对钢液夹杂物与温度分布影响很大,足够的吹氩时间既能促进钢液中的夹杂物充分上浮,也能促进钢水温度的均匀分布,可以提高测温的准确性,吹氩工艺控制如表4所示。
冶炼结果
通过采取以上工艺控制措施,对HRB400cE前5炉钢液生产情况进行统计,如表5所示。

表 4 吹氩处理工艺控制
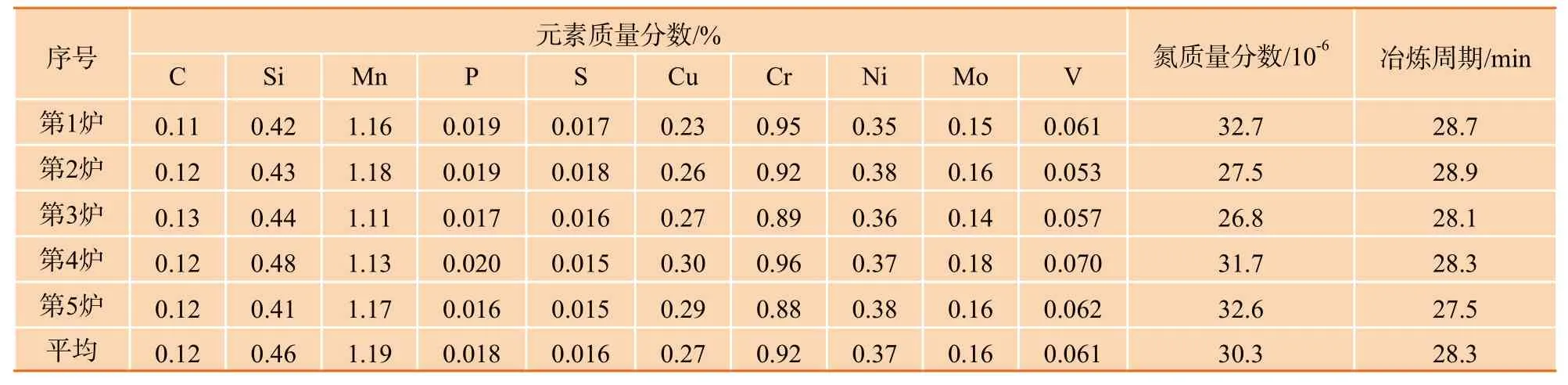
表 5 冶炼结果
结束语
通过采用合理化学成分设计、转炉炼钢五大控制制度和炉后吹氩处理等工艺手段,冶炼获得了符合国家标准要求的HRB400cE化学成分,并且钢液的氮含量较低。生产HRB400cE钢液相关的冶炼周期均在正常生产控制范围之内,在以后的日常生产中是合理可行和值得推广的。
猜你喜欢
铝加工(2022年3期)2022-11-24
建材发展导向(2022年12期)2022-08-19
材料与冶金学报(2022年2期)2022-08-10
建材发展导向(2021年20期)2021-11-20
粉末冶金技术(2021年3期)2021-07-28
天津诗人(2020年2期)2020-11-18
红领巾·探索(2017年8期)2017-08-04
当代工人(2016年11期)2016-07-19
科技与创新(2016年7期)2016-04-20
科技与创新(2015年19期)2015-10-14