基于淬火回火的热镀锌工艺对1000 MPa级双相钢组织性能的影响
2021-03-17 12:47供稿王亚东杨天一韩丹王亚芬陈虹宇WANGYadongYANGTianyiHANDanWANGYafenCHENHongyu
金属世界 2021年1期
供稿|王亚东,杨天一,韩丹,王亚芬,陈虹宇 / WANG Ya-dong, YANG Tian-yi, HAN Dan, WANG Ya-fen,CHEN Hong-yu
内容导读
设计C-Si-Mn合金系并添加微合金元素Nb开发1000 MPa级镀锌双相钢,通过热模拟实验机研究实验材料经淬火回火的热镀锌工艺对组织性能的影响。结果表明:显微组织均以岛状弥散分布的马氏体和铁素体基体组成,铁素体晶粒尺寸约为2~4 μm;随淬火温度的升高,实验材料的马氏体体积分数逐渐降低,导致强度降低,延伸率升高;在较高温度淬火回火后,组织中部分马氏体板条界面模糊;实验材料断裂韧窝平均尺寸较小,呈韧性断裂机制,宏观上表现为马氏体自身断裂。实验材料在380 °C淬火并回火处理后,抗拉强度和延伸率实现良好匹配,为1000 MPa级镀锌双相钢退火工艺提供实际指导。
汽车工业中减轻车身重量可以大大减少能耗和碳排放,在节能和环保的大背景下,为实现汽车轻量化和提高汽车安全性,利用具有较高减重潜力和碰撞吸收能等优势的先进高强度钢取代传统汽车用钢已成为必然趋势。先进高强钢具有高强度、良好的可成形性和优异的抗碰撞性能,已经在汽车制造中广泛应用,是最具前景的汽车结构材料[1],以包含软相铁素体和硬相马氏体的双相钢是最典型的先进高强钢,其较高的加工硬化率对成形以及汽车在碰撞过程中可能出现的撞击区稳定性至关重要。现代汽车的制造理念对于冷轧高强钢提出耐蚀性、优良的延展性、成形性等不同需求[2]。热镀锌双相钢兼备高强度、高塑性和良好的耐蚀性能,是最具潜力的汽车用钢之一,其合理化应用对实现汽车轻量化及提高安全性具有重要意义[3]。双相钢的组织性能由生产工艺所决定,包括化学成分设计、炼钢、热轧、冷轧和热镀锌退火工艺,生产高质量的热镀锌双相钢,就必须了解各个工艺阶段对其显微组织演变的影响,尤其是热镀锌退火工艺[4-6]。本文以工业生产的1000 MPa级热镀锌双相钢冷硬板在连退热模拟机上经不同温度淬火并回火处理的退火板为研究对象,重点分析基于淬火回火的热镀锌工艺对其组织性能的影响规律,为工业化生产工艺的优化提供必要的参考。
实验材料与方法
实验材料
实验材料成分设计采用低C-Si-Mn体系,适量添加微合金元素。成分设计中添加Cr、Mo用于提高实验材料的淬透性,元素Mo在镀锌工艺中相比Si和Mn更具优势,其不会导致镀锌工艺中钢板表面与熔融锌液润湿性的劣化[7]。Mo通常与微合金元素一起添加,本实验材料中在成分设计上选择添加Nb,以提高析出相的体积分数,细化析出相的尺寸并提高其热稳定性[8],有利于组织性能的调控。实验材料经转炉冶炼并连铸成板坯,板坯经热轧、酸洗最后冷轧为1.2 mm厚的冷硬板。其中,热轧工艺为:加热温度1240 ℃,终轧温度870 ℃,卷取温度640 ℃,热轧板厚度为2.8 mm;酸洗工艺为:酸洗温度为75~85 ℃,酸洗速度90~110 m/min。实验材料的化学成分见表1。

表 1 实验材料的化学成分(质量分数,%)
实验方法
沿轧向取尺寸为450 mm×150 mm冷硬板利用连续退火热模拟实验机进行不同温度淬火并回火的热处理实验。退火工艺为以5 ℃/s加热到810 ℃保温260 s后以12 ℃/s的缓慢冷却速度冷却到710 ℃,之后再以40 ℃/s的快冷速度分别淬火至360、380、400和420 ℃,然后经45 s加热到460 ℃模拟热镀锌,最后以15 ℃/s的冷速空冷至室温,热镀锌退火工艺曲线见图1。将模拟镀锌退火后的试样制作成电镜试样,在扫描电镜下观察显微组织。将退火后的试样加工成50 mm标距的拉伸试样进行力学性能测试,并在扫描电镜下观察拉伸断口形貌。将断口沿中轴线剖开,在扫描电镜下观察断口附近的显微组织。
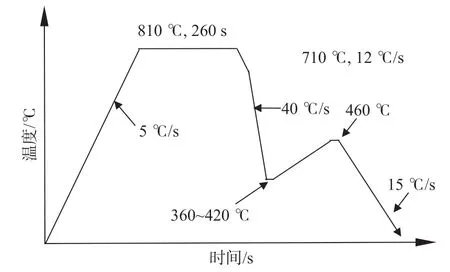
图 1 热镀锌退火工艺
实验结果与讨论
组织检验
图2为实验材料经不同淬火温度处理后的扫描电镜照片。实验材料成分设计中因添加了Nb,从图2可以看出,铁素体的晶粒细小尺寸约为2~4 μm,显微组织均为以岛状弥散分布的马氏体和铁素体基体组成,铁素体基体在轧制方向上伸长并且沿着马氏体岛弯曲,马氏体岛也在轧制方向上变形和伸长。随淬火温度的升高,马氏体体积分数呈降低趋势,同时在较高的淬火温度下,组织中部分马氏体回火倾向明显,板条界面开始模糊并出现合并,可能会伴有碳化物析出。
通过冷轧和临界退火对双相钢晶粒的细化将受到初始组织的影响[9],实验材料在成分设计中添加较高含量的Nb,通过沉淀和析出第二相来细化原始组织,因此最终显微组织中铁素体平均晶粒尺寸细小,同时Nb的添加也有利于马氏体体积分数的增加,因为晶粒细化会增强相变动力学[10-11],这是由于纳米级碳化物沉淀阻碍位错的恢复,从而导致铁素体中位错密度相对较高,高密度位错可为奥氏体提供了更多的形核点,从而导致了更高的奥氏体含量,同时,晶粒细化增大了作为奥氏体形核位置的晶界面积,对于1000 MPa镀锌双相钢通过添加Nb可以在热镀锌退火工艺易于得到所需体积分数的马氏体,便于工业生产中的工艺调控。微合金元素Nb还可以通过沉淀或溶质拖拽阻碍位错移动和晶界的迁移,从而推迟静态再结晶和抑制晶粒长大[12-13],因此实验材料在冷轧工序中通过尽量提高冷轧压下率以形成高密度的位错,进而为随后临界退火时进行的再结晶和相变提供更大激活能。同时微合金元素Nb通过其强烈阻碍再结晶的作用,也有助于抑制马氏体的回复及再结晶,提高马氏体的回火稳定性,从不同淬火温度并回火处理下的显微组织也可以看出,仅在最高的淬火温度为420 ℃时,马氏体才出现较为明显的回火倾向。
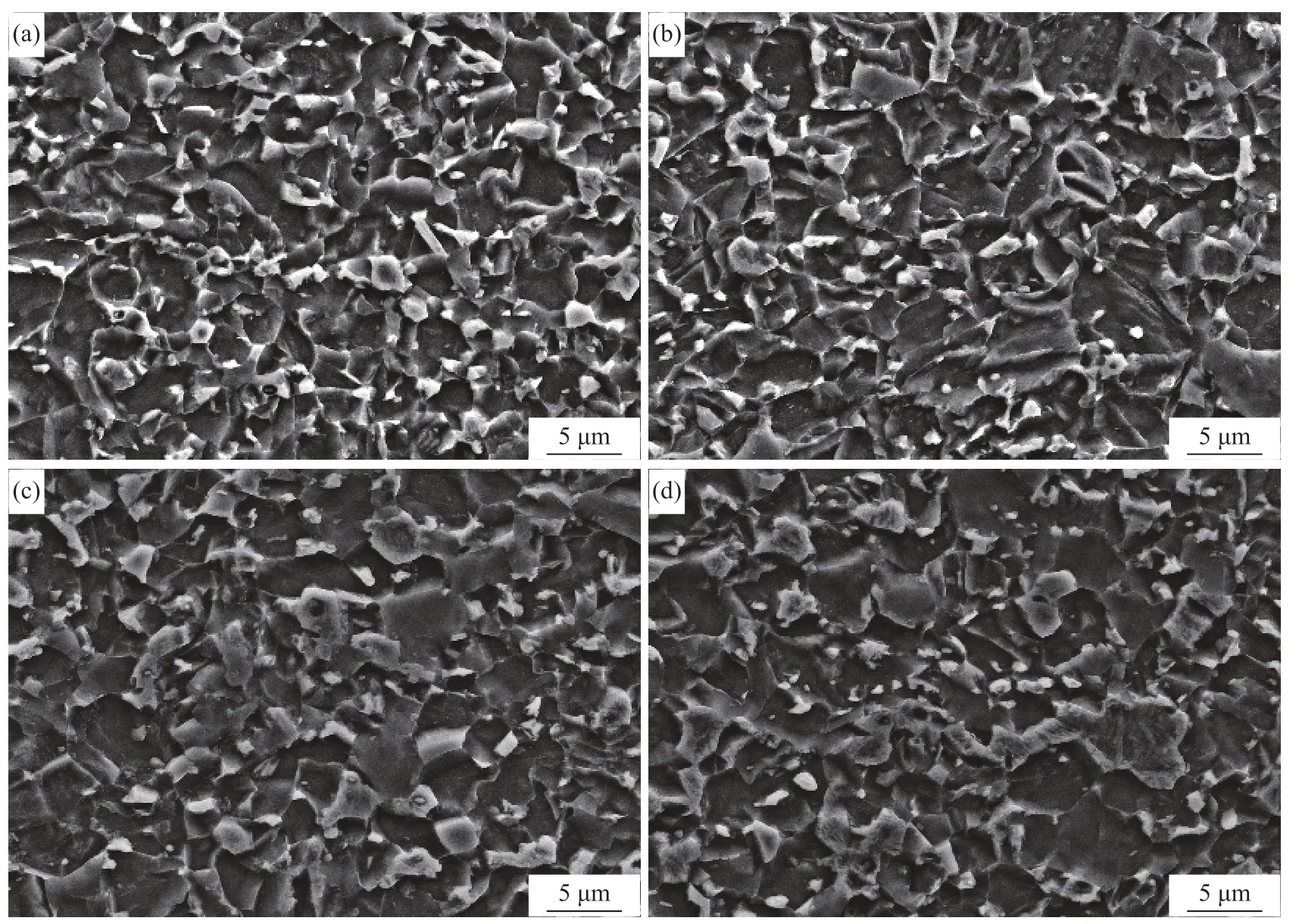
图 2 不同淬火温度的扫描电镜照片:(a)360 °C;(b)380 °C;(c)400 °C;(d)420 °C
性能检验
图3为实验材料经不同淬火温度并回火处理的力学性能检验结果。从图3可以看出,随淬火温度的升高抗拉强度呈逐渐下降趋势,而屈服强度和延伸率则呈逐渐升高趋势。由组织分析可知,随淬火温度的升高马氏体体积分数降低,因此抗拉强度降低,同时由于较高淬火温度时铁素体体积分数较高,组织中部分马氏体回火,使得两相协调变形能力升高,延伸率整体呈上升趋势。

图 3 力学性能检验结果
双相钢的两相在拉伸变形过程中一般经历三个阶段:初始铁素体塑性变形,而马氏体弹性变形阶段;受马氏体约束的铁素体变形,部分马氏体塑性变形而其他仍发生弹性变形阶段;铁素体马氏体共同塑性变形阶段。本实验材料满足性能所需的马氏体体积分数较高,第一阶段被第二阶段代替,加工硬化表现为2个阶段[14]。成分设计中通过添加Nb降低平均晶粒尺寸来提高抗拉强度,同时晶界和两相界面增加了位错源的数量,导致位错密度迅速增加从而产生强化。在汽车工业中,吸收能量的能力是影响车辆抗碰撞性能的重要因素,可以通过强度和延伸率匹配即强塑积来衡量。通过组织性能分析表明,实验材料在380 ℃淬火并回火处理具有良好的强度和延伸率匹配。
拉伸断裂机制
实验材料在380 ℃时拉伸断口表面及剖面的显微照片如图4所示。从图4(a)可以看出断口表面主要由韧窝组成,双相钢拉伸断裂过程中的微孔成核与马氏体自身断裂有关,晶粒尺寸越细,微孔形成的位置越多。图4(b)为断口附近的组织形貌,断口位置近端,马氏体参与后期的协调变形明显被拉长,部分马氏体自身断裂,裂纹扩展至马氏体与铁素体之间界面,逐渐剥离最后形成空洞,断口位置远端空洞数量变少、马氏体变形及断裂程度降低。

图 4 拉伸断口表面及剖面显微照片
结束语
(1)显微组织均以岛状弥散分布的马氏体和铁素体基体组成,随淬火温度的升高,实验材料的马氏体体积分数逐渐降低,导致强度降低,延伸率升高;
(2)实验材料呈韧性断裂机制,韧窝平均尺寸较小,宏观上表现为马氏体自身断裂;
(3)通过淬火回火工艺,实验材料在淬火温度为380 ℃时,力学性能良好,获得优异的抗拉强度和延伸率匹配。
猜你喜欢
金属热处理(2022年9期)2022-10-21
电焊机(2022年8期)2022-09-09
中国典型病例大全(2022年7期)2022-04-22
焊管(2022年1期)2022-02-11
哈尔滨理工大学学报(2021年4期)2021-10-07
现代临床医学(2021年4期)2021-07-31
粉末冶金技术(2021年3期)2021-07-28
天津冶金(2021年3期)2021-06-28
中国电气工程学报(2020年4期)2020-08-11
科技信息·中旬刊(2018年5期)2018-10-21