
Review of cylinder block/valve plate interface in axial piston pumps: Theoretical models,experimental investigations, and optimal design
2021-03-16 04:47JiangaoZHAOYonglingFUJimingMAJianFUQunCHAOYanWANG
CHINESE JOURNAL OF AERONAUTICS 2021年1期
Jiang’ao ZHAO, Yongling FU, Jiming MA, Jian FU,*, Qun CHAO,Yan WANG
a School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China
b Laboratory of Aerospace Servo Actuation and Transmission, Beihang University, Beijing 100191, China
c State Key Laboratory of Mechanical System and Vibration, Shanghai Jiao Tong University, Shanghai 200240, China
KEYWORDS Axial piston pump;Cylinder block/valve plate interface;Theoretical model;Test rig;Optimization methods
Abstract Axial piston pumps have been widely used in aircraft hydraulic systems to supply the system with pressurized fluid. The continuous improvement of the aircraft performance has put forward the demand on aviation piston pumps for high power density, safety, and reliability. The lubricating interfaces in axial piston machines are the key design issue that greatly determines the pump performance and service life.The cylinder block/valve plate interface is one of these critical lubricating interfaces and has received considerable attention from many researchers in the last half century. This study aims to review the state-of-the-art literature on the cylinder block/valve plate interface comprehensively and systematically. First, we introduce various theoretical models developed to investigate the lubrication behaviors of the interface and compare them in terms of their assumptions and limitations. Second, the experimental studies on the cylinder block/valve plate interface are presented comprehensively, where the involved test rigs are divided into three types according to their fidelity levels and measurement functionality. Third, we summarize some typical approaches of structure optimization, surface shaping, and surface strengthening, which help improve the load-carrying and anti-wear capacities of the interface under severe operating conditions.Finally,the challenges and future trends of the cylinder block/valve plate interface research are discussed briefly.
1. Introduction
Positive displacement pumps are the key power components that convert mechanical energy into hydraulic energy.1Typical positive displacement pumps include gear pump, vane pump,screw pump,spherical pump,2,3and axial piston pump,among which the axial piston pumps are most widely used in the area of aerospace and aviation1,4due to their high power density,high efficiency, high pressure, and long service life.5-9According to the construction features,axial piston pumps are divided into bent-axis, swash-plate, and floating-cup types,10-12as shown in Fig. 1.

The swash-plate type piston pumps are widely used in the central hydraulic systems, electro-hydrostatic actuating systems (EHAs), and braking systems. Compared with other types of axial piston pumps, swash-plate type piston pumps are more popular because of their simple structure and convenient flow regulation.1Therefore,this review is focused on the swash-plate type piston pump.
As shown in Fig.1(b),a swash-plate axial pump consists of several pistons nested in the cylinder block at equal intervals around the axis.The cylinder block is coupled with the driving shaft by a spline and is pushed against the fixed valve plate by a compressed spring.A hydraulic bearing is generated between the cylinder block and valve plate when the pump operates under normal operating conditions, and a thin oil film is formed between the two parts to avoid metallic contact. A ball-and-socket joint connects the piston body to the slipper.The slippers are kept in reasonable contact with the swash plate by a retainer mechanism,and a hydraulic bearing surface separates the slippers from the swash plate14.The retainer and angled swash plate force individual pistons to reciprocate in the cylinder block when the cylinder block rotates together with the driving shaft. As the piston passes over the discharge port on the valve plate from the outer dead center (ODC) to the inner dead center (IDC), low-pressure fluid flows into the cylinder block. Alternatively, as the piston passes over the intake port on the valve plate from the IDC to the ODC,high-pressure fluid flows out of the cylinder block. There are three main lubricating interfaces formed between movable parts within the pump,i.e.,the cylinder block/valve plate interface, piston/ cylinder block interface, and slipper/swash plate interface. These lubricating interfaces have functions of bearing, sealing, lubricating, and heat dissipating, which prominently influence the performance and service life of the pump.15
Among the three lubricating interfaces,the cylinder block/-valve plate interface has the maximum contact area, which most determines the leakage and energy dissipation of the axial piston pump.16The cylinder block is the key rotating component with multi-degree of freedom17due to the clearance between the spline and cylinder block and the compressibility of the cylinder block spring.Multi-degree of freedom decreases the coupling stiffness of the cylinder block with the driving shaft, leading to the cylinder block’s micro tilting and squeezing motions. The tilting motion derives from the pressure difference between the intake and discharge ports, the lateral force of the pistons, and the centrifugal force of the pistonslipper assemblies.18The squeezing motion is caused by the pressure pulsation in each displacement chamber and the discontinuous pumping activity of pistons19,20. In addition, a design dilemma is encountered between bearing and sealing functions of the cylinder block/valve plate interface. Specifically, on the one hand, the interface should maintain a very thin oil film to limit the leakage flow; on the other hand, the oil film is required to be thick enough to maintain lubrication and reduce friction force.21There exists a trade-off between the leakage loss and friction loss to minimize the sum of them.22Therefore, the cylinder block/valve plate interface is one of the most critical design elements in the axial piston pump.23
As shown in Fig.2, the cylinder block/valve plate interface consists of the bottom surface of the cylinder block, the top surface of the valve plate,and the oil film between the surfaces.Previous studies on this lubricating interface can be divided into theoretical model and experimental measurement. With the improvement of the computational power, the theoretical models have been developed from initial hydrostatic-rigid based models to sophisticated thermal elastohydrodynamic ones. Experimental measurements are essential to explore the behavior of the interface directly and to verify the theoretical models. The experimental studies in the past decades can be divided into three different levels according to the fidelity and measurement functionality: material, component, and actual machine levels. To improve the bearing, sealing, and lubricating performance of the interface, optimal methods have been proposed on the basis of the results of theoretical analysis and experimental investigations, such as structure optimization, surface shaping, and surface strengthening.
The paper is organized as follows: Section 2 elaborates the historic evolution of the theoretical models of the cylinder block/valve plate interface. Section 3 presents three levels of experimental studies on the lubricating interface.Section 4 discusses the optimal methods for the cylinder block/valve plate interface, including structure optimization, surface shaping,and surface strengthening. Challenges and outlooks are discussed briefly in Section 5.

Fig. 1 Cross section of different axial piston pumps.13
2. Theoretical models
The balance of cylinder block is crucial for good performance of the axial piston pump under different working conditions.The free-body diagram of the cylinder block is shown in Fig. 3. The external forces exerting on the cylinder block can be divided into two groups.The first group includes the forces applied directly to the cylinder block, including the displacement chamber pressure,14the clamping forceFstof the cylinder spring,the bearing forceFvpof the valve plate,and the support forceFsrof the spline shaft. The other group includes the forces transferred from the piston-slipper assemblies, i.e., the viscous frictionfpv24and lateral forcesFplof each assembly.The lateral force of each piston comes from the reaction force of the swash plate and the centrifugal force of the pistonslipper assemblies. The resultant force of the lateral forces is balanced by the support force of the spline shaft in the radial direction.The axial forces acting on the cylinder block are balanced by the bearing force of the valve plate.The accurate calculation of bearing force involves the pressure distribution of the oil film between the cylinder block and valve plate, which is affected by a few important physical effects of the lubricating interface, such as hydrostatic effect, hydrodynamic effect,thermal-wedge effect, micro motions of the cylinder block,and micro surface deformation.
Lubrication model is crucial to the understanding of the cylinder block/valve plate interface, especially the oil film behavior. Thus, researchers have made great contributions to the lubrication models based on different theories and assumptions, among which some milestone studies are listed in Table 1. Fig. 4 shows a schematic of the typical theoretical models for the cylinder block. The simplest hydrostatic rigid model is first developed, which assumes a constant, parallel oil film and sufficient support of the hydrostatic pressure.The fluid rigid model takes into account the micro tilting and squeezing motions of the cylinder block. Furthermore,the thermal fluid rigid model considers the thermal effect of the oil film by combining two-dimensional Reynolds equation and energy equation.However,the above three models neglect the micro surface deformation of the cylinder block and valve plate. The elastohydrodynamic (EHD) model considers the solid deformation of both cylinder block and valve plate due to the oil film pressure.Recently,an updated thermal elastohydrodynamic (TEHD) model has been developed to consider the thermal deformation of the lubricating interface. The rest of this section will detail the above five kinds of theoretical models.

Fig. 2 Schematic of cylinder block/valve plate interface.

Fig. 3 Free-body diagram of cylinder block.
2.1. Hydrostatic rigid model
Hydrostatic rigid model is a simple and efficient tool to evaluate the bearing and sealing functions of the interface. This model is established based on the assumptions of a constant and parallel gap height, and thus only hydrostatic pressure exists to support the cylinder block. The cylinder block and the valve plate are assumed to be rigid body.The pressure distribution of the oil film is illustrated in Fig. 5.
The pressure distribution of the oil film could be deduced on the basis of Poiseuille flow14and the bearing force can be expressed as28

Eq. (1) indicates that the bearing force is related to the geometry structure and the equivalent pressurized angle φvpof the interface.The magnitude of the bearing force is proportional to the pressure dropphof the interface and has nothing to do with the oil film thicknessh.
On the basis of the flow between parallel flat plates, the leakage flow of the cylinder block/valve plate interface of this model yields14

The total power dissipation of this interface is53

Eq. (3) indicates that the power loss due to leakage is proportional to the cubic of the oil film thickness, while the viscous friction loss is inversely proportional to the oil film thickness.The optimal oil film thickness can be obtained when the total power dissipation reaches its minimum. Ifthen the optimal oil film yields55

where the optimal oil film thickness is a function of the fluid viscosity,linear velocity of the cylinder block,and the pressure drop.
The ‘‘surplus pressing force” design method56-58of the cylinder block/valve plate interface is based on the hydrostatic rigid model. The basic principle is to make the clamping force slightly larger than the bearing force that is calculated according to Eq. (1). The surplus clamping force pushes the cylinder block against the valve plate. The clamping coefficient is defined as the ratio of the clamping force to the bearing force,which usually ranges from 0.95 to 1.0.59The surplus clamping force is balanced by the generated hydrodynamic effect,squeezing effect, and thermal effect of the oil film. Although the clamping coefficient is a critical parameter for the pump design, it is usually determined by experience.54

Lubrication Characteristic(1) Derived from the‘‘surplus pressing force”method(2) Analytical model(1) Two-dimensional Reynolds equation(2) Inclined cylinder block(3) Numerical model(1) Energy equation is involved(2) Numerical model(1) Pressure deformation of cylinder block and valve plate(2) Numerical model(1) Pressure and thermal deformation of cylinder block and valve plate(2) Numerical model Full Full Full Full Full Mixed Full Deformation None None None Elastic deformation Elastic and thermal deformation Thermal effect Isothermal Isothermal wedge Isothermal Non-isothermal Hydraulic effect Hydrostatic effect Hydrostatic,hydrodynamic, and squeezing effects ilestones of theoretical models.Oil film behavior Non-uniform gap Year and author 1963, Shute25Uniform gap 1964, Shute26 cKeown27 anring28 egner22Mixed iecozrek33Non-isothermal andthermal iecozrek34 ang35 ang42 1966, M 2000, M 1966,Yamaguchi29 1986,Yamaguchi30 1987,Yamaguchi31 1996, Sorokine32 2014, W 2000, W 2002, W 2018, W 2002,Ivantysynova36 2003, Huang37 2005,Ivantysynova38 2008, Jouini39 2008, Baker40Isothermal 2011, Zecchi41 2019, W 2019, Jiang43Mixed 2010, Pelosi44Non-isothermal 2012, Zecchi45,46 2013,Zecchi21,47,48 2014, Chacon49 2015, Han7 2016, Chacon50,51 2017, Li52 2019, Chacon53,54 Table 1 M Model Hydrostatic rigid model Fluid rigid model Thermal fluid rigid model EHD model TEHD model

Fig. 4 Schematic of different cylinder block/valve plate interface.

Fig. 5 A schematic of pressure-profile on cylinder block near the valve plate 14.
After Shute derived the pressure distribution of the cylinder block/valve plate interface in 1963,25the hydrostatic rigid model had been continually updated. In 1966, McKeown27combined Couette and Poiseuille flows in the model and took into account the variation of fluid viscosity with the pressure and temperature.In 2000,Manring28proposed a tipping criterion of the cylinder block based on this model. These models have been widely used in the past decades due to their high efficiency and simplicity. However, they have some obvious limitations since they neglect the important hydrodynamic effect of the lubricating interface. Moreover, the pressure distribution of the interface is not coupled with the external loads of the cylinder block. As a result, all these models fail to determine the oil film thickness as a function of the working conditions.
2.2. Fluid rigid model
The rotating cylinder block is actually tilted relative to the valve plate due to the unbalancing pressure distribution on the valve plate,the lateral forces of the pistons,18and the inertia force of the piston-slipper assembly.Therefore, a hydrodynamic effect is generated across the cylinder block/valve plate interface when the cylinder block rotates, which will provide an extra supporting force for the cylinder block.Furthermore,the pressure pulsation is inevitable when the piston chamber moves from the high-pressure side to the low-pressure side,or verse visa, which causes a squeezing film effect between the cylinder block and valve plate and thus another extra supporting force for the cylinder block.60To establish a more accurate theoretical model, the assumption of the oil film should be updated as follows: the oil film is nonuniform because of the squeezing motion of the cylinder block, and the cylinder block is inclined to the valve plate61.The updated schematic of the cylinder block/valve plate interface is shown in Fig. 6.
Given that the oil film thickness is rather small, the flow between the cylinder block and valve plate can be considered as two dimensional laminar flow,16which means that the flow is only existed in the direction ofrand φ.The fluid in the interface is assumed to be incompressible.40Therefore, the fluid rigid model of the interface can be described by a twodimensional Reynolds equation in cylindrical coordinates as follows37,40,57,62


Fig. 6 Relative position of tilting cylinder block and valve plate.
where the first and second terms on the right hand of Eq. (5)describes the hydrodynamic effect and the squeezing effect of the oil film, respectively.
The oil film thicknesshshould be calculated for allrand φ to derive the pressure distribution of the interface. There are two methods available to calculate the oil film thickness. The basic idea behind the first method is that the oil film thickness at any point can be determined by three gap heightsh1,h2,andh3(shown in red)at an equal interval of 120°which are located at the outer diameter of the cylinder block’s bottom face.33,37

The oil film thickness can be also calculated by the center oil film thicknesshoof the interface, the tilting angle γ of the cylinder block, and the azimuth angle ζ of the minimum oil film thickness relative to the positivex-axis.30,31

The flow rate and the pressure distribution of the interface can be obtained by combining Eq. (5), Eq. (6), and Eq. (7).63The Reynolds equation is a partial differential equation and can be solved analytically for some simple cases, such as the one-dimensional Reynolds equation (hydrostatic rigid model).However,numerical calculation is generally necessary for solving the two-dimensional Reynolds equations of the interface.64,65Typical numerical methods for solving the Reynolds equations include finite element method(FEM),66,67finite volume method (FVM),44,68,69finite difference method (FDM),16,22,42,63,70and central difference scheme(CDS).43
The fluid rigid model was first raised by Yamaguchi29in 1966, in which the hydrodynamic effect is considered and the pressure distribution of the oil film is calculated numerically.However, in this model some simplifications were made in the transition region to obtain an approximate solution of the pressure distribution.In the following research,this model is widely used and updated.30,31Wegner22considered the mixed friction of the interface and established a simulation model for the tribological contact based on the fluid rigid model. Sorokine32considered the variable viscosity depending on the temperature and pressure. Unfortunately, this model is still an isothermal one, which means that the temperature has no influence on the pressure distribution of the oil film.
Fluid rigid model describes more accurately the working conditions and the dynamic balance of the cylinder block/valve plate interface. However, it neglects the thermal effect of the working medium and sliding surface due to the throttling loss and viscous friction.The reduced oil viscosity caused by the increasing temperature will significantly decrease the load-carrying capacity of the oil film. Besides, the increasing temperature causes expansion of the oil film and thus provides an extra bearing force, known as the thermal wedge effect.55The pressure distribution across the interface also depends on the temperature. Therefore, the thermal effect should be considered when establishing sophisticated theoretical models for the cylinder block/valve plate interface.
2.3. Thermal fluid rigid model
The first comprehensive thermal fluid rigid model for the cylinder block/valve plate interface was established in 2000.A nonisothermal model for this interface was realized by a computeraided tool, CASPAR (Calculation of Swash Plate Type Axial Piston Pump /Motor), which allowed for not only the temperature-viscosity effect, but also the temperaturedependent pressure and velocity distributions. In addition,the micro motions of the piston-slipper assemblies and the cylinder block were considered in CASPAR.38This model was developed based on the time-dependent Reynolds equations and non-isothermal gap flow. The pressure distribution of the interface can be calculated by Eq. (5), and the temperature distribution is described by the energy equation as follows:


Fig. 7 Flowchart of thermal fluid rigid model.52
The energy dissipation due to the flow of viscous fluid in cylindrical coordinates yields

Fig. 7 shows the flowchart of the thermal rigid fluid model in which full lubrication is assumed and thus only viscous friction exists in the interface. Wang35also established a thermal rigid fluid model to analyze the lubrication performance of the cylinder block/valve plate interface. The accuracy of the theoretical models increases significantly.34
Thermal rigid fluid model is a milestone in the theoretical analysis of the cylinder block/valve plate interface because it emphasizes the importance of thermal effect to the interface,especially at some extreme working conditions. However, the main shortcoming of this model is the absence of any kind of fluid-structure interaction.64Therefore, the following EHD and TEHD models are developed on the basis of the thermal fluid rigid model to solve the aforementioned problem.The coupling relationship of the three models is shown in Fig. 8.
2.4. EHD model
The Reynolds equations indicate that the theoretical model of the interface is very sensitive to local change of the oil film geometry.37In addition to the hydrostatic, hydrodynamic,and thermal effects, the oil film thickness is also affected by the surface deformation of the cylinder block and valve plate due to high operating pressure, which is usually in the same magnitude to the oil film thickness.41,66Therefore, small surface deformations significantly affect the pressure distribution of the interface.71Fig.9 depicts the deformation of the contact surfaces caused by the hydraulic pressure force.
Further research considers the EHD effect which has been investigated extensively by Dowson72in 1959 on the heavyloaded lubricated rolling/sliding contacts. An analogical method was applied to the cylinder block/valve plate interface in 2002.36On the basis of the EHD,CASPAR is updated to an EHD-CASPAR version.37The change in the oil film thickness of the interface due to surface deformation can be written as

The deformation is computed numerically by the FEM,and the elastic solid domain is transferred to the discrete domain.The elastic equation is described as a linear algebraic equation37:

Fig. 8 Coupling relationship of thermal fluid rigid model, EHD model and TEHD model.


Fig. 9 Axial deformation in μm of valve plate and cylinder block.66
In this model,the elastic deformation of the contact surface is decoupled with the fluid flow solver, which makes the simulation tool slow and insufficiently flexible.The variation in the viscosity and the convective effect of leakage are neglected.The extended thermal model based on this EHD-CASPAR version was later established,38as shown in Fig. 10. An ANSYS model is incorporated to calculate the temperature distribution across the interface based on the material properties, component geometry, and heat convection coefficients.
Other researchers also made great contributions to the EHD models. Jouini39focused on the thermal effects of the cylinder block/valve plate interface and built a nonisothermal EHD model based on the work of Olems73about the piston/cylinder block interface. Zecchi41employed a new FEM solver to calculate the elastic deformation of solid bodies and integrated it to the main simulation model in 2011.Baker40established a similar model and compared the model accuracy between the cases with and without solid deformation.Wang42also built a fluid-solid coupled model to consider the micro deformation.Winkler74built the EHD model of the sealing gap by introducing an influence matrix,which regarded the displacement field as a function of a unit force at certain points. Jiang43established an EHD model considering micro metal-to-metal contact and described this phenomenon using Greenwood-Tripp model.
EHD model greatly improves the simulation accuracy of the theoretical models by considering the micro surface deformation of the interface. The elastic equation is the key of this model, which determines the accuracy of the EHD model.Therefore, a more accurate elastic equation requires to taken into consideration the temperature deformation caused by the heat convection of the fluid38and friction loss, which is also in the same magnitude to the oil film thickness.41,75
2.5. TEHD model
The TEHD model was initially proposed in 2010,44in which the oil film thickness caused by the pressure and thermal deformation of the sliding surfaces are taken into consideration. In that work, the external forces transferred from the pistonslipper assembly to the cylinder block/valve plate interface are considered, and the difference between predicted and experimental temperature distributions were emphasized.Fig. 11 depicts the latest virtual prototyping methodology for axial piston machines utilizing an advanced TEHD model.
The temperature distribution information is acquired by heat transfer models76and is further used to calculate the consequent thermal loads on the bodies. Then, the elastic deformation caused by the thermal loads is obtained through a FEM analysis. The elastic equation is updated to76

The resulting elastic deformation is fed back to the fluid film model to update the fluid film geometry. Similar TEHD models were also established by Han7and Li.52
The TEHD models provide the highest level of simulation accuracy for the cylinder block/valve plate interface,and therefore they have been widely used to investigate the lubrication performance of the interface.77However,it is still a great challenge to set reasonable and correct multi-physical parameters in a broad range of working conditions.

Fig. 11 TEHD model of cylinder block/valve plate interface.53
3. Experimental investigations
Experimental investigations are important means to investigate the behavior of the cylinder block/valve plate interface and to evaluate the accuracy of the theoretical models.A number of experiments have been performed on this interface in the past years, which can be divided into three levels according to their fidelity levels and measurement functionality. This section mainly presents individual levels of test rigs and corresponding experimental results.
3.1. First-level testing: Experiments at the material level
First-level testing is efficient and necessary to investigate the friction characteristics and wear performance of different pairing materials,surface coating,and surface texture of the cylinder block/valve plate interface. Several end face test rigs are built to accomplish this goal. Under constant weight or hydraulic cylinder load,the tribological contact of the cylinder block and valve plate is simulated by the friction of the lower and upper specimens submerged in hydraulic oil. Two typical end face test rigs are schematically shown in Fig. 12. The test rig depicted in Fig. 12(a) introduces an inverse kinematics,where the upper specimen (cylinder block) is hold stationary by a torque sensor and the lower specimen (valve plate) is rotating together with the electrical servomotor.Friction coefficient and wear performance of different surface coatings were evaluated on this type of test rig.78-80The kinematic principle of the test rig in Fig.12(b)is consistent with that of an actual pump,on which some researchers studied the tribological performance of different surface topographies81and pairing materials.82
The hydrostatic effect in both test rigs are weak since the hydraulic oil in the oil box is not pressurized. The tilting motion of the interface is neglected because the external loads are acted on the axis of the rotating kit.Therefore,the oil film of the interface is uniform, which has no hydrodynamic effect in these test rigs. Additionally, the oscillation of the external loads and squeezing effect of oil film are also absent.In conclusion,the hydraulic bearing effect is obviously vanished and the oil film only acts as a lubricant layer in the rigs, leading to a mixed friction of the sliding surfaces. Consequently, the test rig cannot simulate the full lubrication conditions of the interface.
Yamaguchi considered the hydrostatic effect and built a special test rig.83The bearing and lubricating characteristics of the interface were evaluated by the pocket pressure, film thickness, and leakage flow rate. The relationship among load-carrying capacity, supply pressure, and elastic modulus of materials were studied. Deng84developed a friction and wear test rig and considered the tilting motion by applying an eccentric load shown in Fig. 13. The declination of the cylinder block leaded to a wedge oil film,which would generate extra bearing capacity due to the hydrodynamic effect.Surface texturing of the interface were investigated on this test rig.Deng concluded that the interface, which was textured on the low- pressure area, could significantly reduce the friction coefficient. Average wear volume of textured interface was much less than that of the untextured interface.However,only unbalanced hydraulic force was considered in his rig. The influence of the side force of the pistons and the inertia force of the piston-slipper assembly were ignored, which could also cause the declination of the cylinder block.
The first-level testing is at the material level,through which some basic material properties can be investigated. The main advantage of this test is that the test rigs are universal or relatively simple in structure and the tested parts are easy to be processed. However, the simulating working conditions in the first-level test rigs are quite different from those in real pumps. Besides, experimental results have indicated that the wear performance in real pumps do not always agree with those on theses test rigs.85Therefore, only some fundamental experiments are worth doing on this level of test rigs.
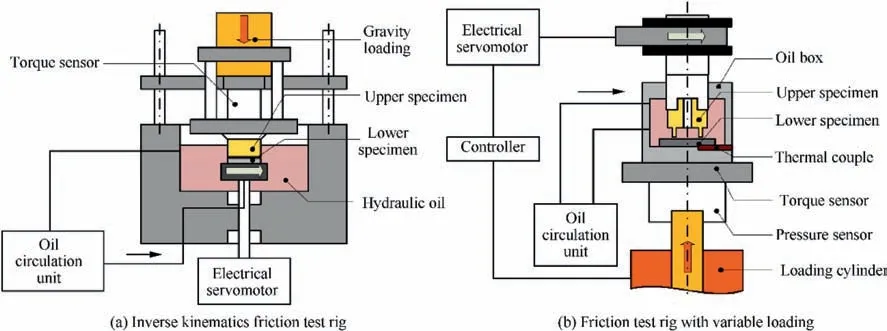
Fig. 12 Schematic of end face test rigs.

Fig. 13 Eccentric load type friction and wear test rig.84
3.2. Second-level testing: Experiments at the component level
A higher level of testing is necessary for a realistic simulation of the cylinder block/valve plate interface behavior.In contrast to those in the first-level testing, the specimens of the cylinder block and valve plate are carefully manufactured according to the real pumps. In some test rigs, even components related to the interface, such as piston chamber, cylinder block spring,and pistons, are manufactured on the critical dimensions.Second-level test rigs have the same kinematics of the rotating kit as actual axial piston pumps.In second-level testing,special attentions are paid to the oil film behavior, which is critical to determine the pump performance in terms of the viscous friction and leakage flow.46
The cylinder block has multiple degrees of freedom and its balance is difficult to be achieved, especially under highpressure and high-speed conditions. Therefore, a componentlevel test rig86,87was constructed to measure the cylinder block movement in all degrees of freedom and the friction torque of the interface, as shown in Fig. 14. The rotating kit and swash plate were taken from a real pump, while the pump housing was redesigned to ensure installment of sensors. Three axial sensors and three radial sensors were mounted in the valve plate and cylinder block, respectively, to measure the oil film thickness and the tilting motion of the cylinder block. The valve plate was embedded in a hydrostatic bearing instead of the end cup of the pump to provide it with a rotational degree of freedom supported by a force sensor. The cylinder block movement and oil film thickness at different rotational speeds and pressures suggested that the steady tilting offset was mainly influenced by the operating pressure, while the amplitude was greatly influenced by the rotational speed.
Bra¨ckelmann88also carried out a dedicated test rig of a specific axial piston pump to measure oil film thickness and friction force directly considering the influence of piston motion and cylinder block spring. A reference ring was fixed on the edge of the cylinder block to measure the oil film thickness. He assumed that a mixed lubrication condition occurred during the operation by combining the oil film thickness and the friction torque. Ai89,90developed an apparatus to investigate the oil film behavior of the interface. Three displacement sensors were used to directly monitor the oil film thickness of the interface. A micro temperature sensor was mounted between the contact surfaces to investigate the influence of liquid’s viscosity-temperature characteristics on the oil film. The factors that affected the oil film thickness were investigated.Wang23developed a relative simplified apparatus by changing the loading method in studying the oil film behavior of this interface. An oil film morphology algorithm was used based on the experimental analysis. He pointed out that the reasonable range of the oil film thickness was 15-20 μm. The Fluid Power Transmission Center of Beihang university carried out a second-level test rig which considered the pressure pulsation of the pump. Hydrostatic bearing and squeezing effect of the interface were taken into account, and the clamping force could be adjusted actively by the loading piston.
The second level of testing is the experimental research at the component level, whose test rigs are dedicatedly designed and manufactured based on the experimental purpose. Lubricating and bearing behavior, and the energy dissipation of the interface are investigated and the experimental results are more accurate than the first-level testing.

Fig. 14 Test rig for measuring position of cylinder block and friction torque.86
3.3. Third-level testing: Experiments on model pumps
In contrast to the former two levels, the third-level is more direct that the sensors are imbedded in a model pump to investigate the oil film behavior.Higher degree of simulation can be obtained in this way by considering multiple physical properties. The third-level testing mainly focuses on the study of oil film thickness and the temperature distribution of the cylinder block/valve plate interface.Sensors can be used to measure the oil film thickness in two ways.
The first way is to embed several sensors (usually three to four)in the fixed valve plate.The oil film thickness can be calculated according to geometrical relationship, which has been discussed in Section 2.2. For instance, Matsumoto91experimentally studied the friction, leakage, and oil film behavior of the cylinder block/valve plate interface at low speeds by establishing a model pump, as shown in Fig. 15 (a). Four gap sensors were installed in the rear flange at an equal interval of 90° to measure the distance to the target ring. The experimental results indicated that the fluctuation of the cylinder block tilting angle and the oil film thickness mainly depended on the change of piston number at the high-pressure side.Moreover, the fluctuation of the leakage flow rate was mainly derived from the processing accuracy of the model pump.Matsumoto also investigated the friction force of the interface on a similar model pump, as shown in Fig. 15 (b).
Other test rigs established by Bergada,93-95Deeken,96,97Han,7and Zhou98were similar in principles, and most of the sensors were installed in the fixed parts,such as the valve plate and pump housing. At least three gap sensors are needed at a preferred interval of 120° to measure the oil film thickness dynamically. The oil film thickness at every point of the interface can be calculated by Eq.(6)for ideal rigid body.The sensor positioning and data transmission are easy to be realized in this way (sensors embedded in the valve plate). Besides, the dynamic balance of the rotary parts is also not disturbed,which improves the accuracy of measurement, especially at high speed. However, except the oil film thickness measured by the sensors,the oil film thickness at other points is obtained indirectly through ideal calculation.The flatness and deformation of the sliding surface will affect the testing results significantly.
Another way to measure the oil film thickness is to mount the gap sensors on the rotating cylinder block. A magnetic pickup is usually cooperated with the gap sensor to record the oil film thickness at each point of the interface. In the slip ring, a wireless data transmission is required because the gap sensor is attached to the rotating part. Kim99,100built a test rig measure the dynamic gap height between the cylinder block and valve plate,as shown in Fig.16.The limitation of this testing is that the micro motion of the cylinder block was neglected and the tilting angle was assumed to be stable.Thus,the oil film thickness at each angle could be measured by one gap sensor set on the rotating cylinder block. The data were transferred by a slip ring with poor reliability.
The thermal fluid rigid and TEHD models indicate that the temperature distribution of the cylinder block/valve plate interface should be taken into account (according to Fig. 8).The temperature distribution is a good indicator for the tribological performance of the interface.In order to experimentally acquire the temperature distribution of the interface, Zecchi21mounted 22 thermal couples in the valve plate, as shown in Fig. 17 (a). Two series of 10 thermal couples (equally spaced in the circumferential direction)were placed at two radial positions close to the inner and outer regions of the sealing land.The two other thermal couples were installed at the ODC and IDC, respectively. Recently, Ivantysyn101also mounted 26 thermal couples in the valve plate, and the sensor installation is shown in Fig. 17 (b).15,102At present, the temperature distribution of the oil film can be measured conveniently in this way. However, the temperature distribution is obtained by some discrete monitoring points, and in fact the thermo couples do not contact with the oil film directly, so the temperature distribution of the interface has a certain deviation.
The third-level testing is a kind of field-testing in real pumps, which has the highest similarity to the real applications. The experimental results are more convincing in comparison with the first two levels. In addition to the comparatively higher processing and testing difficulty, the installed sensors in these test rigs have negative impacts on the flow field, dynamic balance of the rotating kit, and pressure/temperature distribution of the cylinder block/valve plate interface. Therefore, some possible nondestructive testing methods may be explored in future to reduce the disturbance caused by sensor installation.

Fig. 15 Test rigs for measuring oil film thickness and friction of cylinder block/valve plate interface in a model pump.91,92

Fig. 16 Test rig for measuring oil film thickness.99,100
4. Optimization methods
The ultimate goal of theoretical modeling and experimental research is to optimize the cylinder block/valve plate interface so as to improve the overall performance and service life of the pump. Theoretical and experimental investigations indicate that the oil film of the cylinder block/valve plate interface rapidly adapt to the high-frequency changing fluid pressure between the cylinder block and valve plate even if the pump is working under a constant condition.Moreover,the integrity of the oil film is no longer guaranteed when the pump operates under some extreme conditions, such as high speed and pressure. As a result, potential metal-to-metal contact between the cylinder block and valve plate occurs,affecting the pump’s performance and efficiency.103Therefore, the optimization strategies are mainly focused on two aspects: raising the load-carrying ability of oil film to deal with the changing load and improving the wear resistance of the interface in the case of metallic contact.104The common optimization methods are summarized in Fig. 18.
On the one side,several structural optimization and surface shaping methods are proposed by using hydrostatic or hydrodynamic effects, such as the ancillary bearing pads, floating valve plate, waved microstructure, and surface texture, to improve the load ability of the oil film.On the other side,some surface strengthening methods are adopted to increase the interface’s wear resistance.

Fig. 17 Model pumps to measure the temperature distribution of the interface.21,102
4.1. Structural optimization
Structural optimization of the cylinder block/valve plate interface are widely used in pump design. The main purpose of the optimization is to raise the bearing capacity of the oil film in the interface. Several optimization methods are carried out by virtue of hydrostatic and hydrodynamic effects.
4.1.1. Ancillary bearing pad
In addition to the sealing function,the inner and outer sealing lands has another important function of bearing the cylinder block in the axial direction. Ancillary bearing pads are used to reduce wear of the sealing gap due to the micro motion of the cylinder block.Its main function is to support the cylinder block in cooperation with the sealing lands, which will decrease the abrasion of the sealing lands and thus extend the service life of pumps. Ancillary bearing pad can be sorted into hydrodynamic and hydrostatic bearing pads.
(1) Hydrodynamic bearing pad
Hydrodynamic bearing pads are common in the cylinder block/valve plate interface. Extra bearing force is generated on the bearing pad by the hydrodynamic and squeezing effects of the oil film.70The hydrodynamic bearing pads can be machined in either the valve plate or the cylinder block.
The performance of the hydrodynamic bearing pad is investigated by comparing the oil film thickness between two valve plates with different shapes.99Experiments are performed under different working conditions on the test rig, as shown in Fig. 16. The results indicate that the bearing pad design helps reduce the difference of oil film thickness between the intake port and discharge port and the risk of line contact between the sliding surface under high-pressure conditions.Moreover, the minimum fluid film thickness is increased in a wide range of rotational speeds due to the bearing pad in the valve plate. Bearing pad design in this interface partly reduces the tilting angle of the cylinder block under high-speed conditions due to the hydrodynamic effect. However, the effect of hydrodynamic bearing effect is not obvious when the pump is working at a relative low speed.

Fig. 18 Common optimization methods to improve the performance of cylinder block/valve plate interface.
(2) Hydrostatic bearing pad
The typical structures of the hydrostatic bearing pads are shown in Fig. 19, where a pressure balance oil groove is machined in the high-pressure side of the valve plate. Highpressure oil is introduced from the high-pressure side to fill the hydrostatic pad through a damping hole,and the ancillary bearing force can be adaptive to the operation pressure.However, long and thin damping hole is difficult to be processed and easy to be blocked.Therefore,an updated damping slotted hydrostatic bearing pad was invented,as shown in Fig.19(b).The damping is formed between the groove in the valve plate and the bottom surface of the cylinder block. The grooves in the valve plate are symmetrical about the axis of the valve plate, and a small damping oil hole is located at the highpressure side to connect the high-pressure oil. Yamaguchi31invented a similar hydrostatic bearing pad (Fig. 19 (c)), where four hydrostatic pads were evenly distributed at the edge of the valve plate. He found that the valve plate with hydrostatic pads allowed fluid film lubrication over a wide range of operating conditions.
Unlike the hydrodynamic bearing pad, the hydrostatic bearing pad is an active compensation structure to support the cylinder block. Compared with the hydrodynamic bearing pad,the main advantage of the hydrostatic bearing pad is that full lubrication can be realized over a wider range of operating conditions, especially at high pressures and low speeds. However, the hydrodynamic bearing pad is not commonly used in the valve plate because of its complex structure.
4.1.2. Floating valve plate
A rotating degree of freedom around the axis and a transition degree of freedom along the axis are necessary for the pump to work properly. For most axial piston pumps, the rotating degree of freedom is in the charge of the cylinder block. Axial piston pumps can be divided into two types according to the transition degree of freedom:floating cylinder block with fixed valve plate and fixed cylinder block with floating valve plate,as shown in Fig. 20.
The floating cylinder block with fixed valve plate is most commonly used in practical applications. As shown in Fig. 20 (a), the valve plate is fixed to the pump housing and thus its motions in all directions are restricted. The cylinder block spring allows the cylinder block’s movement along the axis to generate proper oil film for supporting the cylinder block and guaranteeing the rotation of the cylinder block.This structure has some limitations when the pump rotates at high speeds. First, the cylinder block has two degrees of freedom that bring design difficulty of the cylinder block/valve plate interface because of the high-frequency alternating unbalanced forces acting on the cylinder block. Second, the tilting motion of cylinder block occurs due to the spline clearance and the unbalanced force acting on the cylinder block.
Fig. 20 (b) shows a fixed cylinder block with floating valve plate,which can overcome the disadvantages of the fixed valve plate at high speeds.The valve plate is restricted to rotate but it is free to move along the axial direction of the pump. As a result, this special design can generate an appropriate film thickness to balance the pressures created in the interface.Meanwhile, the rotating cylinder block is fixed in the axial direction and therefore does not contribute to the dynamic behavior of the lubricating oil film.105In contrast to the first type, the cylinder block or valve plate has only one main degree of freedom, which significantly increases the stability of the rotating cylinder block.
In recent years,Richardson104-106has made great contribution to the experimental and theoretical research on the floating valve plate (Fig. 21). The pressure distribution, cavitation region, and temperature were analyzed theoretically on the basis of the Reynolds equation, the Jakobsson-Floberg-Olsson boundary condition, and the energy equation.106The oil film thickness distribution was studied experimentally on a prototype pump shown in Fig. 22. Three proximity probes were built in the pump housing, and the gap height over one duty cycle was acquired.The experimental results showed that the minimum oil film thickness occurred around the middle of the low-pressure side of the valve plate or at an angular position between 170°and 190°,104which was apparently different from the common type.99

Fig. 19 Hydrostatic Bearing pads.31,55
4.1.3. Spherical valve plate
Spherical valve plates are designed to improve the bearing and lubricating conditions of the interface by optimizing the oil film geometry. Fig. 23 depicts the schematics of two types of valve plates.
The advantages of spherical valve plates are obvious.First,the robustness of the cylinder block to the tilting motion at high speeds is improved, which means that the spherical valve plate sustains a good tribological condition between the contact surfaces due to the spherical contact. For the flat valve plate, metal-to-metal contact will first occur at the outer circumferences of both parts if the cylinder block tilts away from the valve plate. By contrast, a micro degree of freedom of the spherical valve plate enables the cylinder block to slide against the spherical surface accordingly to avoid metallic contact,especially for the high-pressure region.107The difference between the maximum and minimum film thicknesses of spherical valve plate is smaller than that of flat valve plate under the same working conditions.Second,spherical design of the valve plate is helpful to reduce pressure and flow pulsation of the pump.108The spherical valve plate can reduce the negative influence of the uneven oil film distribution caused by the cylinder block’s tilting and oscillating motions because the spherical design has a better self-positioning ability than flat one. Third, the overall efficiency of the pump with a spherical valve plate is higher than that with a flat valve plate109. The spherical valve plate enables a full film lubrication to be maintained in most cases because of the reduced tilting angle of the cylinder block.107For the same cylinder block size,the diameter of the sliding surface(sealing gap)is reduced,resulting in a lower circumferential velocity of the lubricating surface21as well as a decreased width of the sealing lands. Zecchi45developed a TEHD model to simulate the lubrication performance of the spherical valve plate and Kim109performed experiments to verify the superiority of the spherical valve plate.

Fig. 20 Two typical types of axial piston pumps according to degree of freedom.

Fig. 21 Floating valve plate geometry with balance pistons.106
4.2. Surface shaping
Surface shaping is a micro modification method to increase the load-carrying capacity of the lubricating interface. Waved microstructure and surface texturing are two main methods of surface shaping. Micro-hydrodynamic effect is considered as the reason for enhancing the load-carrying ability of the interface.
4.2.1. Waved microstructure
The application of waved microstructure to improve bearing capacity was first applied to thrust bearings and seals.The first waved micro-structured cylinder block (Fig. 24) was designed by Baker and Ivantysynova40to increase the loadingcarrying capacity of the oil film by inducing a microhydrodynamic effect and thus maintaining a full lubrication for a wide range of operating conditions.
The waved surface is described by two main parameters:the amplitude and frequency of oscillation. The combination of multiple parameters for the waved surface were investigated using an isothermal deformation full lubrication model in CASPAR. The results showed that the oil film thickness increased with the increasing amplitude or frequency of the waved surface. At low pressures, the waved surface increased the oil film thickness, which led to a remarkable decrease in power losses due to viscous friction. However, the leakage through this interface increased.Given that the operating pressure is low, the leakage loss is rather small and can be neglected.Thus,the increase in gap height contributes to a significant decrease in power loss. The amplitude and the frequency should be reduced appropriately to decrease the leakage loss.
In Baker’s study,62up to 50% reduction of power loss in the interface was obtained and 10% reduction of total power loss at moderate operating conditions was achieved for a valve plate with 15 Hz±1 μm amplitude waves compared with a standard interface design. Thereafter, Zecchi21re-simulated the waved valve plate by a more accurate TEHD model and conducted experimental verifications. The simulation results agreed with the trends but did not match the magnitudes.For example, the actual reduction of power loss was over 50% but the predicted one was only 23%. In 2014, Chacon49,110put forward another parameter of waved surface,that was, the offset of the starting wave point. He concluded that the design of±1 μm amplitude, 18° offset, and 15 frequency produced a 27.5% reduction in total power loss and a 2%reduction of total power loss at high-pressure operating conditions. This waved structure was also applied to other lubricating interfaces in axial piston pumps to increase the bearing effect, for instance, the piston/cylinder block interface.111,112

Fig. 22 Prototype machine with floating valve plate designed by Richardson.104,105

Fig.23 Schematic diagram of flat valve plate and spherical valve plate.

Fig. 24 Waved surface for a typical unwrapped cross-section of cylinder block.40
4.2.2. Surface texture
Surface texturing was initially found to be beneficial to the tribological performance of sliding surfaces in the area of mechanical sealing in 1996.113Surface texturing is an efficient approach to modify the interaction between contact surfaces for higher bearing capacity and better lubrication with less friction,114such as hydrodynamic bearings, mechanical seals,and piston-ring contacts.115The bearing capacity is significantly increased by dragging fluid into a converging gap. As a result, additional bearing force is generated due to the micro-hydrodynamic effect.116,117Furthermore, surface textures may be considered as lubricant reservoirs, providing lubricant to the sliding surfaces and entrapping wear debris to minimize third-body abrasion.118,119Institute for Fluid Power Drives and Controls(IFAS)of RWTH Aachen University performed a pioneering work on the textured valve plate in piston machines by means of Laser surface texturing(LST),120as shown in Fig. 25. LST technique has been widely used in various applications to improve the tribological performance of engineering components with contacting surfaces.121,122The friction coefficient of textured bearing can be reduced greatly under full film lubrication.123
The optimal parameters such as the dimple shape, depth,distribution, and density of the textured surface directly affect the interface performance.119,124Dimples with smooth boundary may have lower friction coefficient and wear rate due to the hydrodynamic effect.125More recently,different dimple shapes based on the multi-objective optimization method were investigated to minimize the mechanical and volumetric losses of the cylinder block/valve plate interface. Chen126concluded that the athletic-track-shaped dimples were suitable for reducing the friction torque and the water-drop-shaped dimples were suitable for reducing leakage.Dimple depth has an obvious influence on the performance of the textured surface. The textured valve plate will produce the maximum load-carrying capacity when the dimple depth is equal to the oil film thickness.127Since the oil film thickness is not uniform in the cylinder block/valve plate interface, the dimple distribution on the valve plate also affects the performance of the interface. Dimples located in the region where the oil film is thin can help increase local hydrodynamic effect of the valve plate and alleviate the declination of the cylinder block.127Thus,the overall load-carrying ability and volumetric efficiency of the interface will increase obviously. Zhang128also concentrated on the anti-wear performance of the textured surfaces considering the cylinder block’s tilting behavior.Mechanical and volumetric efficiencies of the pump prototype equipped with the textured valve plate were increased in his research. Increasing density of dimples within limits may enhance the performance of the textured surface.125Because the total contact area decreases with the increasing dimple density, which can lead to a reduction of friction.129
When the cylinder block/ valve plate interface is under the circumstance of mixed lubrication, the characteristics of the textured surface may change due to the weak hydrodynamic effect.119,130Meanwhile, the profiling and roughness parameters become very important under mixed friction. Experimental results indicate that the lubricating effect of textured surface under mixed friction is often insignificant or even negative.131
In conclusion,surface texture is an efficient way to improve the bearing and lubricating behavior of the cylinder block/-valve plate interface under full lubrication by increasing the load-carrying capacity and reducing the coefficient of friction.However, for the cylinder block/ valve plate the performance of the textured surface should not be ignored under mixed lubrication. Therefore, the oil film behavior under full duty cycle needs to be considered when designing the textured surface.
Fig. 25 Textured valve plate manufactured by IFAS.120
4.3. Surface strengthening
Tribology theories suggest that the mechanism of wear in lubricating surfaces mainly depends on the oil film between the two sliding surfaces.41The tribological interfaces have poor lubrication conditions when the pump is working under extreme conditions (low speed or high pressure).132Consequently, mixed friction or lubrication appears in the interfaces.13Under this circumstance, the micro gap geometry(roughness of surfaces) and other tribological properties of the material cannot be neglected.16Poor lubrication condition and material compatibility can result in adhesive wear of the interface.133Wear occurs when two surfaces are in contact and both of them are moving relative to each other, which leads to a decreased discharged pressure and increased volumetric losses. This circumstance reduces the pump’s overall efficiency and increases vibration and noise.103Various surface strengthening methods are used to enhance the wear resistance and lubricating ability. Several typical surface strengthening methods applied to the cylinder block/valve plate interface are reviewed in this section.
4.3.1. Surface coating
Surface coating is a widely used method to optimize surface morphology, wear performance, and fatigue strength of substrate material without altering bulk properties of the substrate material.134The main purpose of surface coating is to reduce the friction coefficient and increase the wear resistance, both of which are critical to the cylinder block/valve plate interface.On the one hand, the energy dissipation decreases with the reduction of the friction coefficient.On the other hand,the service life extends with the increase of the wear resistance.135The surface coatings are generally classified into two categories:soft coating and hard coating. Coating methods, such as PVD,78,136CVD,137and electroplating,138are widely utilized in actual applications.
1) Metallic coating
Electroplating with precious metals,such as silver,has been used quite extensively to reduce friction and wear,138thus increasing the working life of sliding surfaces. Silver coating is a soft metallic coating electroplated on the bottom surface of the cylinder block. The plated silver must be softer than the substrate material, thinner than a critical thickness, and bonded strongly to the substrate material to obtain the best wear resistance.
2) Cermet coating
Cermet includes ceramic and metallic phases that possess high hardness and toughness. These properties are typical of ceramics (reinforcement phase) and metals (binder phase).139,140On the one hand, the surface coating reduces the friction coefficient and thus lowers energy dissipation.On the other hand, the coated surface shows positive effect on the anti-wear performance. Coatings, such as TiN,78TiCN,136CrSiN,141CrZnN,79and ZrCg,142are deposited on the surfaces of hard material in the cylinder block/valve plate interface.78Hong investigated the friction and lubrication performance of PVD coating of TiN on the cylinder block surface. He emphasized that the surface coating reduce the friction coefficient by approximately 20% at load pressure of 300 bar.The wear rate of the valve plate could be reduced by up to 40%-50% compared with that of uncoated specimen.The CrSiN and CrZrN coating of the cylinder block were also explored to improve the tribological performance under mixed lubrication conditions.79He found the good self-lubricating characteristics of CrSiN.141However, the friction coefficient of the CrZrN-coated cylinder barrel was much lower than that of the CrSiN-coated one and is independent of the normal load under mixed lubrication conditions.
3) Diamond-like carbon coating
As a typical nonmetallic ceramic coating,diamond-like carbon (DLC) coating has been applied to friction surfaces with excellent wear resistance, corrosion resistant, high thermal conductivity, and damping capacity.134DLC coatings can reduce the friction of metal-to-metal contact parts and thus is effective under mixed lubrication.136They can also provide better thermal conductivity than ceramic-based coatings, and therefore can help dissipate frictional heat rapidly from the sliding surfaces.143Hong80applied DLC coating to the swash plate of the pump and experimentally confirmed the positive effects of the DLC coating on power loss reduction of the slipper bearings.
4.3.2. Bimetal vacuum diffusion welding
Bimetal materials, such as steel-brass combination, are widely used to balance the rigidity and wear resistance of the cylinder block, as shown in Fig. 26. Bimetal vacuum diffusion welding is an effective method to manufacture the bimetallic cylinder block144with the following advantages: the low heating temperature slightly affects the properties of the substrate material; the composition and performance of the welded joint are similar to those of the substrate material;and the deformation of the cylinder block is small.
4.3.3. Selective laser melting
Selective laser melting (SLM) is an additive manufacturing technique based on powder metallurgy and laser technology with many advantages, such as high process flexibility, full use of material, and reduced production time.145,146Some studies have attempted the application of SLM to the valve plate to examine the tribological performance of axial piston pumps at low speeds.147-149By comparing the traditional process and SLM process, SLM specimen shows better friction and wear performance when it is in contact with brass.

Fig. 26 Bimetal valve plate 51.
5. Challenges and outlooks
5.1. Trends of high speed and pressure
High power density and integration design are the main trends for the hydraulic power systems in the area of aviation. Raising pressure and speed of the pump is the main method to reduce the size and weight and improve the power density.1The constantly increasing pressure and rotational speed puts forward higher requirements of bearing, sealing, and lubricating functions for the cylinder block/valve plate. With the increasing operating pressure, the load-bearing capacity of the oil film in the interface should be sufficient to balance the surplus clamping force of the cylinder block. The tilting angle of the cylinder block increases because of the unbalance bearing force due to the pressure difference between highpressure and low-pressure ports.
When the pump is working at a high rotational speed, the tilting angle of the cylinder block increases due to the centrifugal force, and mass difference of the cylinder assembly.18,150Mixed friction of the interface is likely to occur due to this tilting motion of the cylinder block.Moreover,the inertia force of the fluid should not be neglected when the rotational speed is rather high.151-153
Furthermore, thermal problems of the interface become more severe due to the throttle friction losses when the pump is working at high pressures and speeds. The fluid viscosity decreases significantly with the increasing temperature and thus reduces the load-carrying capacity of the interface. In conclusion,the oscillating movement,tilting motion,and thermal problem of the cylinder block should be paid more attention when designing the cylinder block/valve plate interface under high-speed and high-pressure working conditions.
5.2. Wide range of speed and pressure
The concept of more electric aircraft (MEA)is raised to make air travel efficient and environmentally friendly.154-156The electro-hydrostatic actuator (EHA) is a typical distributed driving element of MEA,157-159which is a promising alternative to the central hydraulic system. The main structure of the EHA is shown in Fig.27.A fixed-displacement axial piston pump is integrated in the EHA.160The EHA works based on the principle of volumetric speed regulation,which means that the speed of the actuator is controlled by adjusting the rotational speed of the EHA pump. Compared with the pumps used in the servo hydraulic actuators, the EHA pump has a wide range of pressure and speed conditions. The oil film in the interface varies with the changes of the operating condition.21The changing pressure and speed become a great challenge to the design of cylinder block/valve plate interface because the interface must designed in such a way that guarantees a sufficient lubricating film at a wide range of operating points.The traditional design method of the interface is based on the rated operating point of the pump. Although a rather high efficiency is ensured on the rated operating point,the efficiency on other operating points may be rather low.161Thus,new methods should be developed to realize high pump efficienc at a wide range of operating conditions.

Fig. 27 Structure of EHA.
5.3. Theoretical model at a wide range of working conditions
Nearly all the models of the interface are built under normal working conditions based on Reynolds equations on the assumption of full film lubrication, which means that the two contact surfaces are entirely separated by the oil film.The Sommerfield number, which is defined as μv/p, is often used to determine whether the oil film is under full lubrication.162If the Sommerfield number is sufficiently high, then the full film lubrication condition is maintained. As a result,the Coulomb friction force disappears and only the viscous friction force is required to be overcome between the movable parts.163The Sommerfield number indicates that the full film lubrication breaks down when the pump starts or runs at a high-pressure and low-speed condition. The mixed friction takes place in the interface since the external forces acting on the cylinder block are beyond the limits of the load-carrying capacity of the oil film. Mixed friction leads to component wear and low pump efficiency, and the theoretical model of the interface based on Reynolds equations is no longer suitable. Since the Coulomb friction coefficient is larger than the viscous friction coefficient, in this case the friction loss increases significantly. Some preliminary explorations have been conducted in recent years. Han7considered the mixed friction situation and updated the bearing equation.The separating pressure of the solid contact was estimated by the Hertz theory, and the fluid separating pressure was calculated by Reynolds equation. Wegnar22built a mixed lubrication model without concerning multi-physics effects. Establishing a TEHD model of mixed friction for the interface at a wide range of speed and pressure is urgent and important.
6. Conclusion
The theoretical models, experimental investigations, and optimization methods of the cylinder block/valve plate interface in axial piston pumps are reviewed, and conclusions can be drawn as follows.
First, although the theoretical models of the interface are becoming more accurate with the rapid development of the numerical analysis, the simulation of mixed lubrication with discontinuous oil film is still a challenge work. A multiphysics coupled model has to consider the mixed friction condition under start-up and extreme working conditions.Second,all the three levels of testing in section 3 are intrusive testing method that inevitably destroys the oil film of the interface.New nonintrusive testing methods need to be involved in the measurement of the oil film to reduce the disturbance of sensor installation. Finally, the promising distributed hydraulic system, such as EHA, requires the axial piston pump to operate at a wide range of discharge pressures and rotating speeds.This means that the future work on the performance optimization of the cylinder block/valve plate interface may be completed in such wide operating conditions.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
This work was supported by Chinese Civil Aircraft Project[No. MJ-2017-S49], China National Postdoctoral Program for Innovative Talents[No.BX20200210],and China Postdoctoral Science Foundation [No. 2019M660086].
 CHINESE JOURNAL OF AERONAUTICS2021年1期
CHINESE JOURNAL OF AERONAUTICS2021年1期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Tangling and instability effect analysis of initial in-plane/out-of-plane angles on electrodynamic tether deployment under gravity gradient
- Aerodynamic periodicity of transient aerodynamic forces of flexible plunging airfoils
- Effects of swirl brake axial arrangement on the leakage performance and rotor stability of labyrinth seals
- Experimental and computational investigation of hybrid formation flight for aerodynamic gain at transonic speed
- Tomography-like flow visualization of a hypersonic inward-turning inlet
- Hypersonic reentry trajectory planning by using hybrid fractional-order particle swarm optimization and gravitational search algorithm