泥水平衡盾构机新型装配式保压工装设计
2021-03-15 02:21:38李帅杰
新技术新工艺 2021年2期
李帅杰
(中国铁建重工集团股份有限公司,湖南 长沙 410100)
盾构技术在发展城市地下空间、交通网络,开采地下资源和优化资源分配方面具有重要的建设意义和经济效益,是提升人们生活水平、实现人与自然和谐发展的关键技术[1-2]。泥水平衡盾构机(见图1)在工作过程中,通过气垫舱压力和泥浆管路流量协同控制泥水舱压力,保证开挖面稳定[3-5]。气垫舱与泥水舱之间的隔板上设置有泥浆门,在保压试验过程中需要用工装将泥浆门密封。
目前,泥水平衡盾构机保压方案多采用焊接式保压工装,焊接式保压工装需整体焊接至盾体泥浆门上,对焊缝质量要求高,且完成保压试验后需刨除,存在现场作业耗时长、体积重量大且无法重复使用、不美观等问题。
针对这一系列问题,本文提出一种新型装配式保压工装,分别对焊接式与装配式保压工装进行静力学仿真与试验分析,证明装配式保压工装的可行性。

图1 泥水平衡盾构机结构示意图
1 保压工装结构设计
1.1 焊接式保压工装结构
泥水平衡盾构机焊接式保压工装安装如图2所示,焊接式保压工装所选材料为钢材Q345B,主要由封板主体、筋板和竖板组成。盾体保压试验前需提前将工装焊接至盾体泥浆门处。焊接式保压工装的左、右、上侧竖板需与盾体隔板焊接;下侧与筒体的上边缘焊接。焊接式保压工装通过焊缝保证密封性。
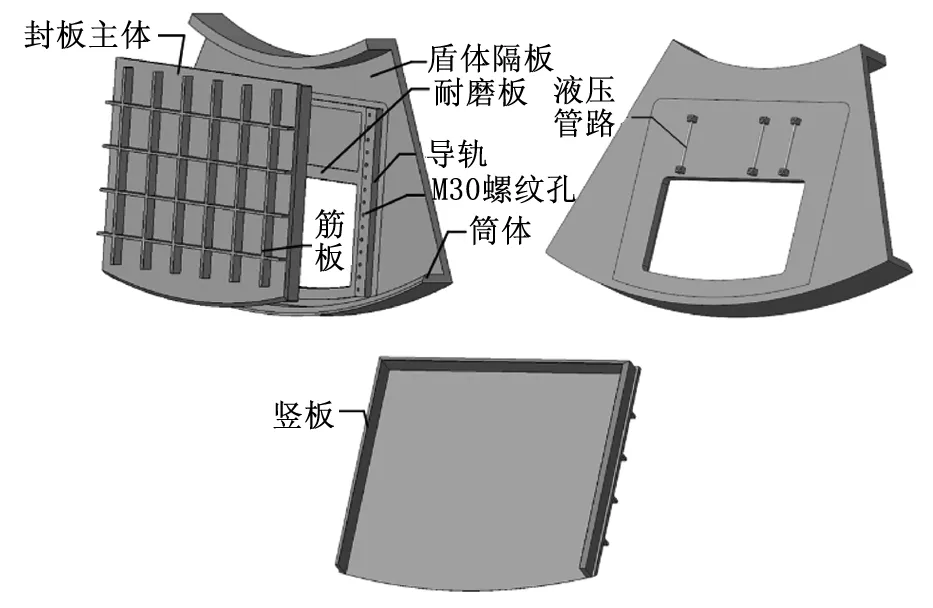
图2 焊接式保压工装安装示意图
1.2 装配式保压工装结构设计
1.2.1 工装结构
装配式保压工装所选用材料同样为钢材Q345B,装配式保压工装安装如图3所示。装配式保压工装主要由封板主体、O型密封条、上下卡板、连接螺栓以及顶紧螺栓组成。工装左、右两侧利用盾体外侧导轨原有螺栓孔,使用螺栓进行紧固。装配式保压工装为保证装配的密封性,封板主体设有密封槽,用于安装O型密封条;上、下两侧为避开盾体隔板内侧液压管路,采用分块式卡板紧固,卡板装有顶紧螺栓,通过顶紧螺栓顶紧盾体隔板,从而保证装配式保压工装的密封性。根据O型密封条的使用要求,密封槽允许最大理论变形量为1.3 mm。与焊接式保压工装相比,该工装具有体积小、重量轻、拆卸方便、可重复使用等优点。

图3 装配式保压工装安装示意图
1.2.2 工装仿真分析
焊接式与装配式保压工装所选用材料均为钢材Q345B,材料泊松比为0.3,杨氏模量为205 GPa。
通过Creo软件分别建立焊接式与装配式保压工装三维模型,对模型进行前期处理,分别将焊缝处和螺栓连接处简化为固定约束。对保压试验中受压面施加均匀压力载荷1 MPa,进行静力仿真分析。焊接式与装配式保压工装模型边界条件分别如图4a和图4b所示。

图4 保压工装模型边界条件
焊接式与装配式保压工装模型应力分析结果如图5a和图5b所示。焊接式与装配式保压工装模型最大应力分别为228.43和222.62 MPa,均小于材料屈服极限345 MPa。

图5 焊接式与装配式保压工装模型最大应力(单位为MPa)
焊接式与装配式保压工装模型变形量分析结果如图6a和图6b所示,焊接式与装配式保压工装最大变形量分别为2.845和0.258 mm;最大变形量均出现在工装中部;装配式保压工装密封槽处变形量分析结果如图6c所示,装配式保压工装密封槽处最大变形量为0.067 9 mm,最大变形量均出现在密封槽底部。可以看出,密封槽处最大变形量小于密封槽允许最大理论变形量;因此,采用装配式保压工装能够满足盾体保压试验的密封性要求。
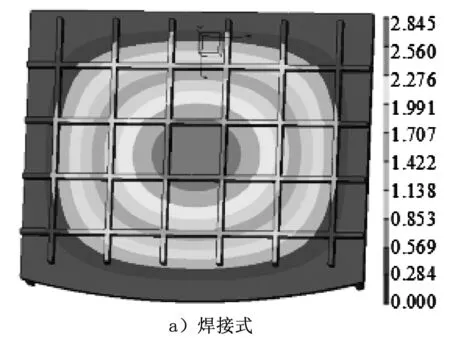
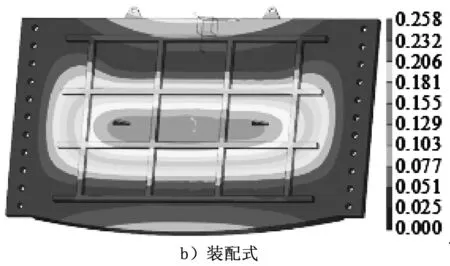

图6 焊接式与装配式保压工装模型变形量(单位为mm)
2 试验分析
为验证焊接式与装配式保压工装的密封效果,以某型号泥水平衡盾构机为试验对象,对其气垫舱进行保压试验。关闭气垫舱与外部连接的所有阀组,先后安装装配式保压工装、焊接式与装配式保压工装,进行保压试验。保压试验过程中,记录安装、拆卸焊接式与装配式保压工装所需时间。
启动2台90 kW空压机,首先将压力值设置为0.2 MPa,利用肥皂泡沫等检测手段对盾体气垫舱各阀组进行检漏,确保所有阀组及安装面无漏气点;将空压机压力调整至0.6 MPa,重复上述步骤,直至气垫舱无漏气点;分别测量焊接式与装配式保压工装在0.6 MPa压强下,保压30 min后的压降,压降不超过试验压力的5%为保压合格。测量焊接式与装配式保压工装最大变形量,焊接式与装配式保压工装试验原理如图7所示。

图7 试验原理
试验结果显示:焊接式与装配式保压工装在0.6 MPa工况下,30 min内压降分别为0.006和0.012 MPa,满足产品设计要求。焊接式与装配式保压工装保压过程中最大变形量分别为7和1.2 mm。焊接式保压工装焊接、探伤检测、拆除共消耗时间约26 h;装配式保压工装装配、拆卸共消耗时间约3 h。由此可以看出,使用装配式保压工装能够有效缩减工时,减少保压过程中的应变,提高保压可靠性。
3 结语
本文通过Creo软件建立了焊接式与装配式保压工装三维模型,并对其进行静力学分析。结果表明:与焊接式保压工装相比,新型装配式保压工装最大应力、最大变形量均优于焊接式保压工装。通过保压试验,验证了新型装配式保压工装较优的保压性能和安装便捷性,为后续泥水平衡盾构机的保压试验工装设计及优化提供了参考。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
选煤技术(2022年2期)2022-06-06 09:13:02
北方建筑(2021年3期)2021-12-03 22:19:10
选煤技术(2021年3期)2021-10-13 07:33:38
建筑机械化(2021年6期)2021-07-12 05:23:38
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
现代制造技术与装备(2018年9期)2018-10-17 03:22:30
Coco薇(2015年10期)2015-10-19 12:12:32
爆笑show(2015年5期)2015-07-09 00:43:22