
DSA电极的制备及应用的研究进展
2021-03-12 10:10迟明超运晓静罗斌郭晨艳王双飞闵斗勇
应用化工 2021年2期
迟明超,运晓静,罗斌,郭晨艳,王双飞,闵斗勇
(1.广西大学 轻工与食品工程学院,广西 南宁 530004;2.广西清洁化制浆造纸与污染控制重点实验室,广西 南宁 530004)
DSA(Dimension Stable Anode)电极,又称形稳阳极,是通过热分解法、溶胶凝胶法和电镀等方法在基底上涂覆金属氧化物涂层的电极[1]。基底材料一般选择机械强度高、化学稳定性好的金属钛[2],涂层材料主要是具有高催化活性的铂族金属氧化物(RuO2、IrO2、PbO2、PtO2等)。目前常见的DSA电极涂层通常是将两种或多种金属氧化物进行复合,形成多元金属氧化物涂层。多元涂层不仅能够提高电极的稳定性,而且有利于抑制电解副反应的发生[3]。近年来,DSA电极在水体处理、化工原料制备、电镀以及湿法冶金等方面得到广泛的应用,其中90%氯碱工业利用DSA电极进行生产。与传统电极相比,DSA电极在电催化方面的主要优势: ①电催化活性高,具有选择性催化能力;②电解能耗小,槽电压低,节约电能;③电化学稳定性好,不会对电解液产生二次污染。
虽然DSA电极发展较早,但是国内的DSA电极生产厂家与De Nora等先进的外资企业相比,在电极涂层等核心技术方面仍然存在较大差距。并且国内电化学工业的生产规模已经稳居世界前列,电化学行业的生产模式也由快速增长转变为高质量发展[4]。这将对国内的DSA电极的制备技术提出了更高的要求。随着科研工作者对电极制备方法及性能的深入探索,DSA电极的制备方法和应用方向都有了新的提高和拓展。本文从DSA电极的制备以及应用方向两个方面对目前国内外的研究进展进行综述。
1 DSA电极的制备方法
DSA电极的制备流程可以分为基底处理、涂层液配制、涂覆、烧结等4个部分,不同的制备方法对电极的催化性能有不同的影响。
1.1 热分解法
利用热分解法制备DSA电极时,由于涂液中水分的蒸发以及涂层和基底的热膨胀系数不同导致电极表面产生大量裂痕。Ching An Huang等[5]采用热分解法制备DSA电极并对比了不同烘干温度及升温速率对电极表面形貌的影响。实验结果表明,当温度为80 ℃,烘干时间为1~10 min时,电极表面裂痕的宽度与烘干时间成反比,裂痕的密度与烘干的时间成正比(图1)。Tran Le Luu等[6]利用热分解法分别制得RuO2/Ti和IrO2/Ti电极,从电化学性能、原子组成、电阻、接触角和活性位点等因素对两种电极进行对比。实验结果表明,RuO2/Ti电极比IrO2/Ti电极拥有更多的氧缺陷空位、更低的电阻以及更好的亲水性,但RuO2/Ti电极活性位点数量少于IrO2/Ti电极,这是由于所制备IrO2的晶体尺寸要远小于RuO2。

图1 (a) 烘干1 min,(b) 烘干10 min[6]Fig.1 Drying for 1 min (a) and (b) 10 min [6]
热分解法就是利用高温处理的方法将基底表面的金属离子氧化形成电极涂层的一种方法。该方法为具有操作简单、工艺成熟、对设备要求低等优点,是目前规模化制备DSA电极普遍采用的一种生产方法[7]。
1.2 溶胶-凝胶法
为了对比热分解法与溶胶-凝胶法所制备的电极性能的不同,Ailton J Terezo等[8]将柠檬酸、乙二醇和RuCl3·xH2O混合,搅拌均匀后形成聚酯凝胶网络,将凝胶刷涂在处理后的钛基底表面,然后经过烘干、烧结得到聚合物前驱体电极(PPM);以异丙醇作为溶剂,利用热分解法制得异丙醇金属氧化物电极(ISM)。实验结果表明,PPM电极的粗糙程度要高于ISM电极,高粗糙程度是溶胶-凝胶法所形成的三维网状结构所造成的。进行寿命测试时发现PPM电极使用寿命是ISM电极的2倍,这是由于PPM的薄膜中的氧化物晶体具有较小的尺寸,使颗粒之间具有更高的凝聚力,提高了电极的稳定性。Mona Goudarzi等[9]将钛酸异丙酯(TTIP)、RuCl3·xH2O、IrCl3·xH2O溶解于水中形成溶胶,搅拌均匀后胶粒间相互聚合形成凝胶,将凝胶均匀地涂覆在钛基底后进行烧结得到电极。为了确定最佳的涂覆次数,作者对不同涂覆次数电极的表面形貌以及催化活性进行对比。结果表明,不同涂覆次数的电极表面都出现了150~900 nm的裂痕,这些裂痕能够为电解反应提供大量活性位点。当对电极涂层为6层时,经过计算得出裂痕的表面积分数达到最大,并且裂痕形貌更加均匀,随着涂层数目增加析氯活性逐渐提高。
溶胶-凝胶法的原理就是金属有机物在溶液中发生水解、聚合等化学反应形成溶胶,溶胶经过陈化,胶粒间发生聚合,形成三维网状结构的凝胶[10]。将凝胶均匀涂敷在基底表面经过烘干、烧结等工序得到电极。与热分解法相比,采用溶胶-凝胶法所制备的涂层具有形貌均匀、纯度高、易烧结等特点。
1.3 电沉积法[11]
电沉积法能够有效地控制电极的表面形貌以及晶体的尺寸。Zhang等[12]将碳布作为基底通过电沉积的方法将Ru3+离子沉积在碳布的表面,形成三维 Ru纳米颗粒结构,退火后制得RuO2/CC电极(图2a)。结果表明,随着电沉积时间增加,RuO2纳米颗粒逐渐增大,颗粒间出现团聚现象。在电沉积时间为10 min时,RuO2/CC-10的催化效果最佳。在析氯电位为1.2 V Vs SCE时,电极表面的析氯电流达到175 mA/cm2。这是由于电沉积法所制备的RuO2/CC-10的纳米颗粒增加了反应的活性位点,而且三维Ru纳米颗粒的排列方式有利于生成的氯气快速释放。
与恒电流沉积法相比,脉冲电沉积法存在周期性的放电间隔,为电荷均匀放电提供了准备时间,使离子能够沉积到基底的缝隙内部(图2b)。Seong Eun Heo等[13]在钛基底表面制备出二氧化钛纳米管阵(TiO2NTAs),再利用脉冲电沉积的方法在TiO2NTAs内部均匀地沉积上RuOx(OH)y颗粒,制得DSA电极。文中对不同的退火条件进行探究,实验结果表明,与空气中退火的电极(c-TiO2NTAs)相比,在氩气中退火的电极(b-TiO2NTAs)存在大量的氧缺陷空位。在b-TiO2NTAs的基础上,利用脉冲电沉积的方法使b-TiO2NTAs内部均匀地修饰上RuOx(OH)y颗粒得到RuO2/b-TiO2NTAs。当电位为1.125 V Vs SCE时,析氯电流为100 mA/cm2,析氯电流明显高于RuO2/b-TiO2NTAs电极。这是由于氧缺陷空位使b-TiO2NTAs的电导率显著提升,并且b-TiO2NTAs作为基底为反应提供了更多的活性位点。

图2 (a) RuO2/CC电极[12],(b)脉冲电沉积法(左),恒电流沉积法(右)[13]Fig.2 (a) RuO2/CC electrode [12],(b) pulsed electrodeposition (left),and constant current deposition (right)[13]
电沉积法通常是将基底作为工作电极置于含有催化层离子的电解液中,通过外加电场的作用使离子在基底表面发生氧化还原反应,形成DSA电极的涂层。电沉积法通过调控电流、电压等参数来控制电极表面晶粒的生长速度,达到控制电极涂层的厚度和表面的形貌的目的。电沉积法机理是微观离子在电极表面得失电子,因此电沉积法能够对基底的纳米结构进行修饰,得到具有大量活性位点的电极。
1.4 溅射法等
随着电极制备工艺的发展,磁控溅射等方法也逐渐被应用到电极制备方面。为了防止在基体和催化层之间形成钝化层(TiO2),延长Ti/Sb-SnO2电极的使用寿命。Shao等[14]利用磁控溅射法,在压强为0.5 Pa的条件下,设置电流和电压参数分别为0.13 A 和315 V,利用磁控溅射法在钛基底上修饰纳米级Pt层(大约50 nm),再将掺杂锑的二氧化锡的涂层负载到Pt层上,得到Ti/Pt/Sb-SnO2电极。快速寿命实验显示,Ti/Pt/Sb-SnO2电极的使用寿命是Ti/Sb-SnO2电极使用寿命的35倍。这是由于利用磁控溅射法在基底和涂层之间制备了低电阻的Pt中间层,有效地防止DSA电极产生钝化层。
综上所述,热分解法制备DSA电极具有操作简单、对设备要求较低等特点,但是制备过程中无法控制电极表面形貌,导致表面裂痕过大、易产生钝化层;溶胶-凝胶法制备的电极具有形貌均匀、易烧结、稳定性高等特点,但是溶胶-凝胶法需要控制涂层液的水解和聚合程度,在一定程度上增加了电极的生产难度;电沉积方法能够调控电极的表面形貌达到纳米级别,增加电极活性位点的数量、提高电极的催化活性,但是电沉积过程中电能的消耗以及电解液的后续处理都增加了DSA电极的生产成本;溅射法最大的优点在于通过调节设备参数能够实现精确控制催化层在基体上的负载量,但是设备成本以及能耗较高,使其无法进行工业化生产。
2 DSA电极的应用方向
DSA具有良好的稳定性和催化活性,目前已经被广泛应用到水体处理、化工原料的制备以及电镀和冶金等方面,见图3。
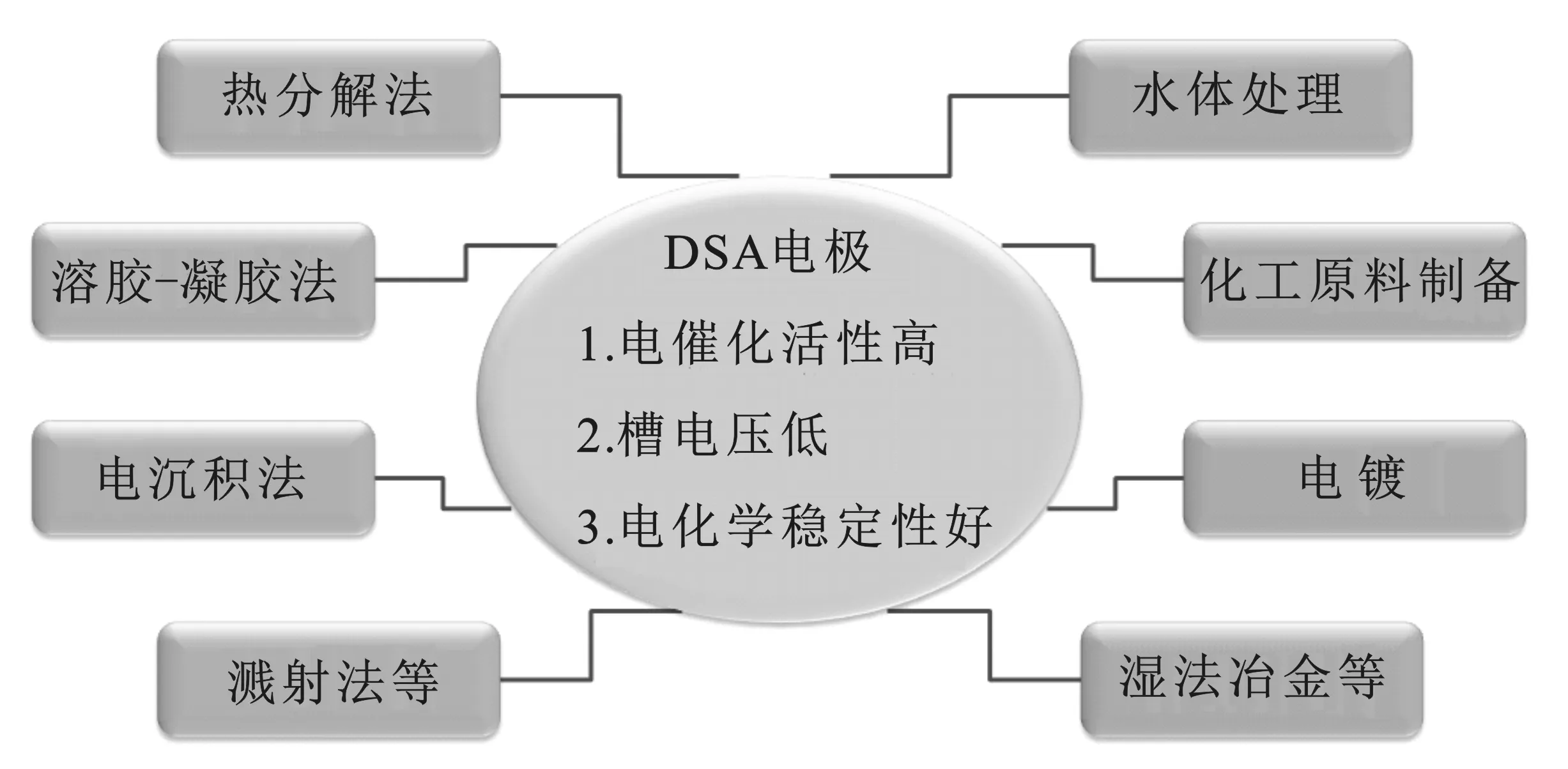
图3 DSA电极的制备方法及应用方向示意图Fig.3 Preparation and application of DSA electrode
2.1 水体处理
电催化氧化是一种方便高效的水体处理方法,其原理主要是利用电解液中生成的强氧化性羟基自由基和活性氯对污水中的有机物进行氧化分解,从而达到水体净化的目的。近年来印刷、染料废水的处理问题一直是人们所关注的热点。杨蕴哲等[15]利用DSA电极处理印刷、染料废水模拟物活性艳兰——KN-R,探究了电催化产生的活性氯对废水降解的最优条件,实验结果表明,当电流密度为15 A/cm2、氯化钠浓度为0.2 mol/L、处理时间为4 h时,可使染料100%脱色,以及45%的染料模拟物的芳环结构被破坏。这是由于电解过程产生的大量的活性氯对染料模拟物有明显的氧化作用。
海水中含有大量低浓度盐溶液,电解海水制氯被广泛应用在海水游泳池消毒、海洋养殖等方面。王斯文等[16]利用热分解法制备了Ti/RuO2-IrO2-SnO2-SbO2电极用于电解海水制氯。研究结果表明,在快速寿命实验过程中Ti/RuO2-IrO2-SnO2-SbO2电极的有效时间为658 h,根据计算公式预估,该电极在1 500 A/m2高电流密度下使用寿命超过5年,阳极电解效率为71.1%~86.7%,满足低盐度海水电解的要求。
DSA电极不仅能够降解废水中的有机物,而且对废水中的微生物有高效的灭活作用。Sondos Dbira等[17]利用DSA电极处理含有大肠杆菌的合成尿液废水。实验结果表明,在1.34 Ah/dm3电流密度下,DSA电极能够完全灭活废水中的大肠杆菌,当电流密度增加到25 Ah/dm3时能够完全去除废水中COD以及 75%的TOC。除单一电化学氧化外,紫外光照射与DSA电极协同能够高效降解农药废水中的有机物。Isaac S anchez-Montes 等[18]利用DSA电极在紫外光照射的条件下去除废水中的除草剂甘氨酸(GLP),实验结果证明,在0.52 Ah/L的电流密度下,电解时间为1 h时,GLP被完全转化为二氧化碳,整个过程电能消耗仅为1.25 kWh。
2.2 化工原料制备
自从1965年H Beer发明DSA电极以来,DSA电极就被广泛应用在电化学领域,电解产物也从最初的氯气、氢气和烧碱等产物,衍生为氯酸钠、二氧化氯等多种基础化工原料。
氯碱工业的耗电量为全球总发电量的10%,因此提高DSA电极的性能对节约能源具有巨大的意义。为了对比Ir、Sn、Mn 3种元素对电极析氯活性的影响,胡小华等[19]通过热分解法制备了Ti-Ru-Ir、Ti-Ru-Sn、Ti-Ru-Mn 3种DSA电极。实验结果表明,当烧结温度为450 ℃时,Ti-Ru-Ir电极具有最高的析氯活性。
电解法制备氯酸钠的主要过程可由下列反应方程式表示[20]:

Evdokimov[21]探究了氯酸钠制备过程中电解液pH值与电解效率以及溶液中氯酸钠浓度之间的关系。实验在电解液pH=6.0~9.5,电解温度为90 ℃ 的条件下进行,实验结果表明,随着pH值的增加,溶液中氯酸钠含量逐渐降低。当pH>8.5时,主要产物是次氯酸钠,而不是氯酸钠。当pH=9.5时,电解效率急速下降,这是由于氧气快速析出所导致的。Wanngård等[22]以DSA电极为阳极、钛电极为阴极,电解氯化钠制备氯酸盐。研究发现电解液中的铬酸盐能够加速氯酸盐的生成,抑制氯酸盐在阴极被还原,降低电解液中次氯酸盐的浓度,提高阳极电解效率。
电化学法制备化工原料具有现制现用的特点,因此DSA电极也被用于制备高纯度的二氧化氯等危险气体。Tsai等[23]利用DSA电极电解亚氯酸钠制备二氧化氯,探究了不同电解参数对二氧化氯产率的影响。实验结果表明,在工作电压为12 V,阳极电解液为2% NaCl和6% NaClO2,阴极电解液为0.5% NaOH的条件下进行电解,经过电解反应可以得到浓度为906.5 mg/L、纯度为98.4%的二氧化氯。2,5-二氯苯酚是一种重要的化工原料,可应用于医药、农药等领域,市场需求量巨大。马翔宇等[24]以DSA电极作为阳极,在三氟乙酸和三乙胺(体积比为1∶1)的电解液中,将电化学氧化对二氯苯制备2,5-二氯苯酚。实验结果表明,在电流密度为7.5 mA/cm2条件下,对二氯苯转化率为 46%,产率为 39%。
2.3 电镀
电镀工业是现代工业的重要组成部分,电镀工业的发展完善了国家工业体系,为资源的高效利用提供了基础。电镀技术发展至今,已经成为一种常用的表面加工技术。利用DSA电极进行电镀加工,具有析氧电位低、稳定性好、槽电压低等优点,因此DSA电极在电镀行业具有较好的应用前景。电镀铬生产中所使用的铅锡阳极存在维护成本高、对人体伤害大等问题。宋琴等[25]以DSA电极替代传统的铅锡阳极,在处理后的钢板表面进行镀铬试验。实验结果表明,利用DSA电极进行电镀,镀层光亮、致密,镀层质量好于铅锡阳极,但是使用寿命较短。通过对失效阳极进行分析可以得出,DSA电极表面冲刷痕迹明显,并且催化涂层完全脱落,这是由于F-对电极的腐蚀作用以及产生氧气对DSA电极不断冲刷共同导致的。
2.4 湿法冶金等
火法冶金排放大量有毒气体,严重危害人类赖以生存的环境,已经逐步遭到淘汰。湿法冶金能耗低、对健康危害程度较轻,得到迅速的发展。张弘梨等[26]利用热分解法制备DSA电极用于湿法冶金,并将铅钙锡阳极与DSA电极进行对比。实验结果表明,DSA电极电沉积铜时,槽电压要比铅基阳极低5%,并且产量要比铅基阳极高30%,说明DSA电极在湿法冶金方面具有良好的应用前景。
随着DSA电极制备方法的不断进步,电极的应用范围也将会不断扩大。不同的应用方向所催化的电化学反应不同,因此在特定的电解液中会存在一种较为理想的电极涂层组分[36]。表1列出了DSA电极的分类、主要成分以及应用方向。 钌系DSA电极主要成分是RuO2,RuO2对析氯反应具有高效催化作用,因此钌系DSA电极主要被应用在氯气、氯酸盐制备等方面,但是由于RuO2自身的稳定性较差,在涂层中通常需要添加IrO2等组分提高涂层的稳定性能;铱系DSA电极主要成分是IrO2,IrO2不仅具有较高的稳定性,而且对析氧反应具有较好的催化能力,在电解时能够产生具有强氧化性的羟基自由基用于水体处理、甲醇氧化等方面;锰系DSA电极主要成分是MnO2,MnO2具有机械强度高、耐腐蚀等特点,主要应用在电化学氧化和湿法冶金等方面,与IrO2相比,MnO2具有生产成本低、比表面积大等特点;铅系DSA电极主要成分是PbO2,PbO2具有良好的稳定性和导电性,因此在电镀时PbO2能够阻止电极内部腐蚀,提高电解效率。

表1 DSA电极的分类以及应用方向Table 1 Classification and application of DSA electrode
3 结语
DSA电极具有电催化活性高、槽电压低以及电化学稳定性好等特点,已经被广泛应用在水体处理、化工原料的制备以及电镀等方面。随着DSA电极的制备技术和应用方向的不断发展,未来DSA电极将同时具备高催化活性、高稳定性、高选择性以及高电导率等4个条件。但是目前DSA电极的相关研究和报道仍然较少,在电解过程中也存在催化机理不明确、易产生钝化层、电解产物不纯等问题。
因此根据国内外关于DSA电极的研究现状,未来DSA电极的研究重点应从以下三个方面展开:
(1)在理论研究方面,探究不同组分、晶型对DSA电极催化性能的影响,同时对电解反应的催化机理进行深入研究,进一步完善电极的导电机理、催化机理以及电极失活机理。
(2)在电极制备方面,创新电极的制备方法,结合纳米技术研发具有纳米尺寸表面结构的电极,增加电极的活性位点数量,提升电解效率;利用耐腐蚀、高电导率的中间层材料提高电极的稳定性,避免电极失活,延长电极的使用寿命。
(3)在电极应用方面,在实际应用过程提高电极的选择性催化能力,避免电解过程中副产物的产生,扩大电极的应用方向;加强电极电解与其他应用协同处理能力, 降低电解能耗;简化电极制备方法,降低电极生产成本。
猜你喜欢
陶瓷学报(2020年3期)2020-10-27
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2018年6期)2019-01-28
制造技术与机床(2017年12期)2017-02-02
应用化工(2014年11期)2014-08-16
应用技术学报(2014年2期)2014-02-28
电源技术(2014年9期)2014-02-27
断块油气田(2012年6期)2012-03-25
现代农业科技(2009年19期)2009-03-20
中学生数理化·八年级数学华师大版(2008年3期)2008-08-26
