
工业工程方法在轧线提效改善中的研究应用
2021-03-09 05:52:24庞海轮冯振亮郑万任臧海峰来庆斌
中国金属通报 2021年22期
庞海轮,冯振亮,郑万任,臧海峰,来庆斌
(日照钢铁有限公司,山东 日照 276806)
国内轧钢产线通过对标、技术引进等手段在提效改善过程中已取得巨大进步,但产线效率在提升到一定水平并长久运行后,其产线效率出现瓶颈,无法实现突破。
根据往期国内钢铁企业调研结果,除产线主体原因外,影响产线效率的问题主要有:
(1)产线管理人员提升产线效率的方法多源于管理经验,对科学提效及避免因局部提效带来的系统失衡缺乏科学指导和改善机制。
(2)轧钢生产现场未形成改善氛围,员工缺乏合理的改善思维,即使拥有合理建议,却无法付诸实施,最终导致员工对现场问题习以为常,丧失改善的动力。
日照钢铁控股集团有限公司是一家集烧结、炼铁、炼钢、轧材于一体并配套齐全的特大型钢铁联合企业。其轧钢产线有H型钢、棒材、线材、板材等多条产线。通过对标、技术引进等手段,轧钢产线在提效改善过程中已取得巨大进步。为解决产线提效问题,日钢全面引入工业工程方法在解决轧钢产线的提效方面做出了大量探索,并已取得一定研究成果。
1 工业工程方法
工业工程俗称“改善效率”,是一门涉及人、物料、设备、信息、能源等要素的集成规划、设计、改善、控制和创新的工程学科,它应用自然科学、社会科学,特别是工程技术的理论和方法,为实现生产制造、管理和服务体系的低成本、高效率和高收益的管理目标提供有力的技术支持[1],其核心是降低成本,提高质量和生产率。
目前,宝武钢铁、台湾中钢等竞争力极强的钢铁企业在工业工程应用方面已取得重要进展,但国内大多数钢铁企业管理者缺乏全力接入工业工程方法用以解决实际问题的经验,因此对于是否全力接入工业工程方法提高产线效率存在思想不统一、信心不足等问题。本文将从应用举例和保障手段等方面阐述引入工业工程方法对于提效的意义。
2 工业工程方法在轧线提效中的应用举例
2.1 轧线效率简介
轧钢产线根据产品类型,分为板材、棒材、线材、型材等不同的产线,其一般的工艺流程如图1所示。

图1 轧钢工艺流程图
轧线的效率主要由设备决定,为准确衡量轧线效率,引入设备效率的衡量工具OEE。其OEE的定义为机器设备实际生产数量与可能生产数量的比值。OEE的组成包含时间稼动率(可用率)、性能稼动率(表现指数)、良品率(质量指数)。
OEE=时间稼动率×性能稼动率×良品率
其中:
时间稼动率=(负荷时间-停机时间)/负荷时间。
性能稼动率=理论节拍时间×投入数量/稼动时间。
良品率=(投入数量-不良数量)/投入数量。
2.2 常用分析方法
轧钢产线常用的工业工程方法包括程序分析、操作分析和动作分析三方面,其具体包含项目如图2所示。程序分析为以产品的整个轧制过程为研究对象,从加热到入库运输进行过程的经济性和合理性分析;操作分析是以操作为研究对象,使人、机、料等科学合理配置,减少作业时间消耗,提高作业效率;动作分析事宜动作为研究对象,删除无效动作,制定最佳的动作序列。

图2 常用工业工程分析方法
针对提升轧钢产线OEE的三个参数,结合日照钢铁2019年下半年以来的改善项目,举例说明上述工业工程方法提效改善过程中的实际应用。
2.3 应用实例
2.3.1 作业率的提升(时间稼动率)
轧钢过程属于典型的制造流程,其连续性、紧凑性、有序性和协调性的研究与设计关乎产线产能能否释放[2]。某板材轧钢产线在对标时发现,检修时间长于国内平均水平,利用联合操作分析和布置与路线分析,最终得出行车效率是其缩短检修时间的制约点。
在同一时间内,检修更换备件与更换支撑辊均需要同一部行车进行吊装,两个项目无法同时进行导致效率低下。通过工业工程方法分析,利用流程分析中ECRS方法中的合并原则[3],建议增加半门吊,实现立体交叉作业,达到两个作业项目同时进行,减少检修时间。经过数据统计分析,节省时间带来的效益远大于投资费用,仅此一项,每年创效大于1000万元。
2.3.2 机时产量的提升(性能稼动率)
在型钢产线,对生产率影响因素进行工艺程序及实际操作中的动作要素分析,部分规格的冷锯切割时长为制约生产效率提升的瓶颈环节。以400×400规格为例,根据图3进行流程改善,切尾工序与下支钢的切头工序进行合并,并对部分切定尺工序进行重排,使得每支钢的锯切时间由原来的15.06min,缩短为10.65min,锯切时间大大缩短,锯切效率提高29%。
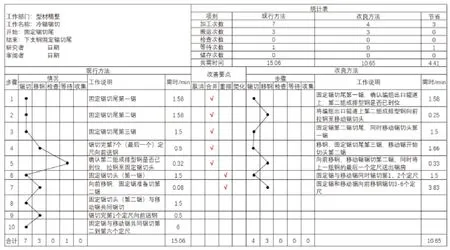
图3 流程改善图
通过工业工程改善,锯切效率大幅提升,此环节将不再成为机时产量提升的瓶颈。
2.3.3 产品合格率(良品率)
良品率是指产线上最终通过测试的良品数量占投入材料理论生产数量的比例。轧钢产线要想保证较高的良品率,应从两方面进行改善。一方面需要保证原料坯的质量,另一方面需要在保证轧制速度的前提下,对表面质量、性能等质量指标进行合理的过程管控。
热轧产线生产的钢卷因边裂、油污等情况遭到下游冷轧工序的退卷,造成二次倒运的浪费,经统计发现退卷率达到2%。根据采用监控的形式,对各动作要素分析和目视动作分析,发现油污的产生主要受到打油的时间影响,而边裂的产生集中发生在钢卷吊运过程,由此实施以下改善过程。
改善后,退卷率由原来的2%下降到0.6%左右,生产效率获得极大的提升。
通过上述举例,运用工业工程方法可实现提高产线效率的三个分项指标,并最终实现整体效率的提升。其具体的价值表现在。
(1)工业工程方法的运用找到产线提效的瓶颈和要因。
(2)工业工程方法的运用为系统的解决效率提升的瓶颈提供有利的管理工具。
(3)工业工程方法的运用大幅提高产线的效率,最终为企业带来实际的效益。
但仅靠工业工程方法并不足以持续解决产线提效问题,因此需要借助常用的管理工具,如PDCA、5W1H和QC7等进行辅助管理,最终建立提效改善的长效运行机制。
3 长效运行机制
建立长效运行机制,必然要求具有一定的组织形式、激励方式和跟踪机制。
在组织形式方面,需明确成立课题的攻关步骤、推进形式、时间节点、人员名单、激励方式等要素,以便激发人员的积极性和责任感,最终培养出企业自身的工业工程人才[4]。
在激励方式的设置方面,需要参照项目类型、攻关难度、产生效益大小等要素进行设定,同时保障发放的及时性,进而保障后续改善的顺利开展。
课题目标达成后,还需通过较长时间的追踪,以确保攻关课题的全方位达效。
4 结语
(1)通过工业工程方法的运用,日照钢铁实现了轧钢产线效率瓶颈的诊断、分析和突破,部分产线效率甚至可实现效率提升10%以上。根据统计,各类轧线提效改善项目的年效益累计已达千万元以上。
(2)工业工程不但是轧钢产线实现提产的方法论,而且可实现管理的精进。
(3)倡导有提产需求的轧钢产线通过培训、建立机制等手段对接先进的工业工程思想,建立长期稳定的改善机制。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:58:06
山东冶金(2022年4期)2022-09-14 08:57:44
机电信息(2022年4期)2022-03-10 06:18:09
冶金设备(2020年2期)2020-12-28 00:15:34
内燃机与配件(2020年3期)2020-09-10 17:53:52
内燃机与配件(2020年4期)2020-09-10 07:22:44
大众汽车·学术版(2020年1期)2020-08-06 14:49:20
电子制作(2019年20期)2019-12-04 03:52:00
山东冶金(2019年3期)2019-07-10 00:54:04
山东冶金(2018年5期)2018-11-22 05:12:08
