
宇航微波组件金带连接可靠性研究
2021-03-04 13:09金蓓蓓陈桂莲刘晓阳马晓萌
航天制造技术 2021年1期
金蓓蓓 许 迪 陈桂莲 刘晓阳 马晓萌
宇航微波组件金带连接可靠性研究
金蓓蓓 许 迪 陈桂莲 刘晓阳 马晓萌
(上海航天电子技术研究所,上海 201109)
在宇航领域微波组件射频同轴电连接器与微带板间的互连工艺中,金带连接作为一种高可靠柔性互连方式,具有优异的微波性能,能够降低结构热应力和机械应力。在金带连接工艺中,金带与镀金微带线或电连接器芯线之间的焊接强度尤为关键。本文通过正交试验、拉力试验等方法研究了金带连接工艺参数对焊接强度的影响,得到了最优工艺参数;通过金相分析研究了焊点内部熔合情况;通过分析焊点拉断情况和拉力曲线,研究了焊接机理。
射频连接器;互连工艺;金带连接;电阻焊
1 引言
随着微波信号频段的不断提升,宇航领域微波产品的频段已覆盖到X以及Ka波段,对信号传输部分的损耗及电压驻波比也有了更高的要求。射频同轴电连接器与微带板之间的连接方式通常有焊料硬连接和Ω型跨接片(可伐镀金或铜带)焊接、金带连接三种方式。传统的直接焊接信号差损小,驻波较好,但由于常用铝基壳体与陶瓷微带板的热膨胀系数不匹配导致焊点热应力较高;Ω型跨接片的焊接方式利于释放热应力,但在高频段微波性能变差,且具有一定的焊接难度;金带连接是通过电阻点焊的方法将金带与射频同轴连接器芯线及微带线上的金镀层之间焊接,对微波信号传输性能影响小、环境适应力强、受热应力影响小。在金带连接工艺中,金带与镀金微带线或电连接器芯线之间采用平行间隙电阻焊的方法,其焊接强度尤为关键,有必要深入研究。
2 试验方案
2.1 试验材料的设计和选择
使用的试验装备和材料为电子点焊机、结构盒体、微带板、金带四部分。电子点焊机选用电容储能式SW P300型点焊机,结构盒体为铝合金板,微带板上设计有50Ω阻抗直通微带线,表层用镍打底电镀软金,镀金厚度为2.5~4.5μm。微带板通过螺钉紧固在盒体底面。金带选用金含量99.99%的软金金带,宽度0.5mm,厚度12.7μm。样品拉力试验采用荷兰XYZTEC Condor系列推拉力测试仪配置的夹拉力传感器。部分试验材料实物图如图1所示。
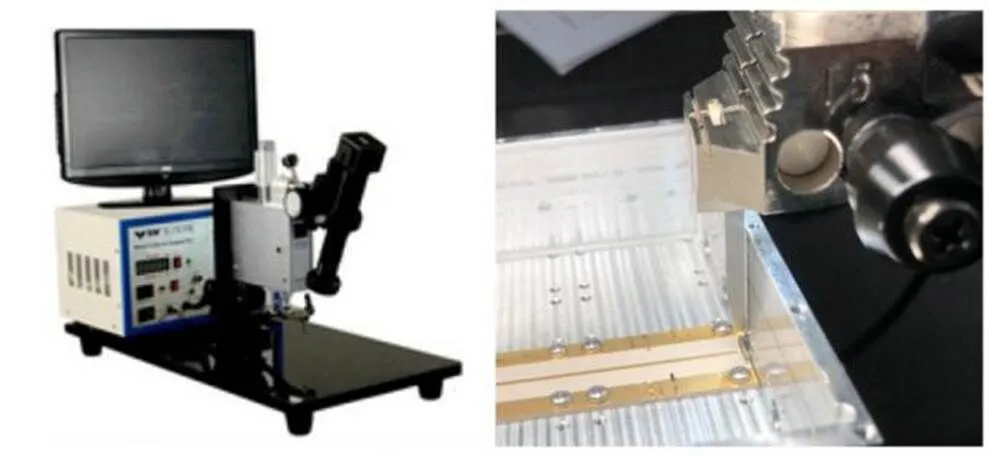
图1 盒体、微带板及点焊机实物图
2.2 试验方案
微带线与金带的点焊参数研究采用正交试验的方法。正交试验中,焊接电压、电极压力、焊接时间每个参数选取5个变量,三因素五水平,一共25组试验,每个参数试验三次,取其均值。电极压力选取8.4~14N,焊接电压选取0.60~0.80V,焊接时间选取8~20ms。使用拉力机的单点拉力夹头进行焊点拉断力试验。
试验中对金带焊点拉力试验过程中的断裂方式进行了记录,如图2所示。将焊点的断裂方式分为三类:
a.断裂方式a:键合面处完全脱落,焊点断裂在两种键合材料的界面上;
b.断裂方式b:键合面部分撕裂;
c.断裂方式c:断裂在颈缩处或金带其他部位。
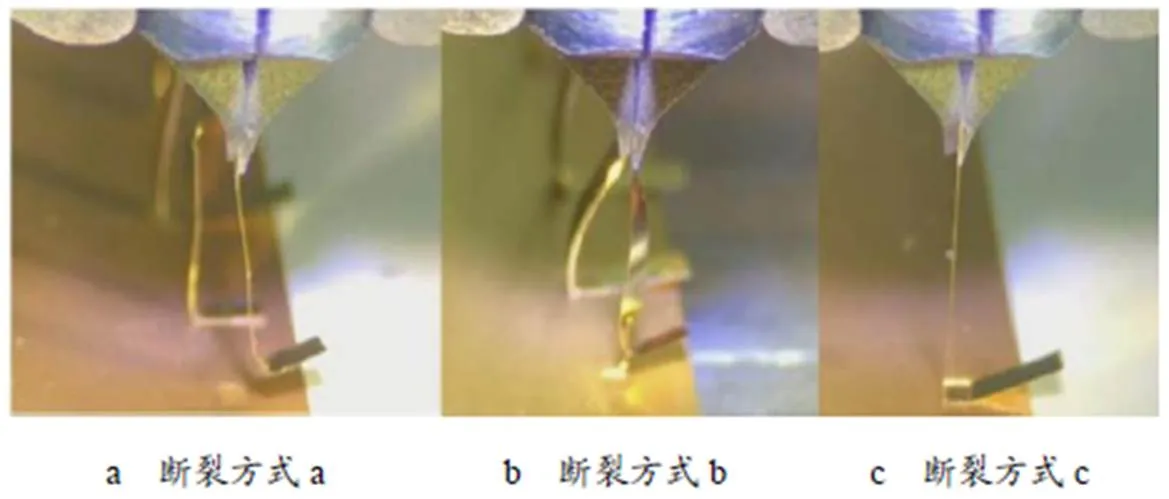
图2 三种断裂方式示意图
3 焊接工艺研究
3.1 微带线与金带焊接工艺研究
选取的正交试验参数及试验结果如表1所示。
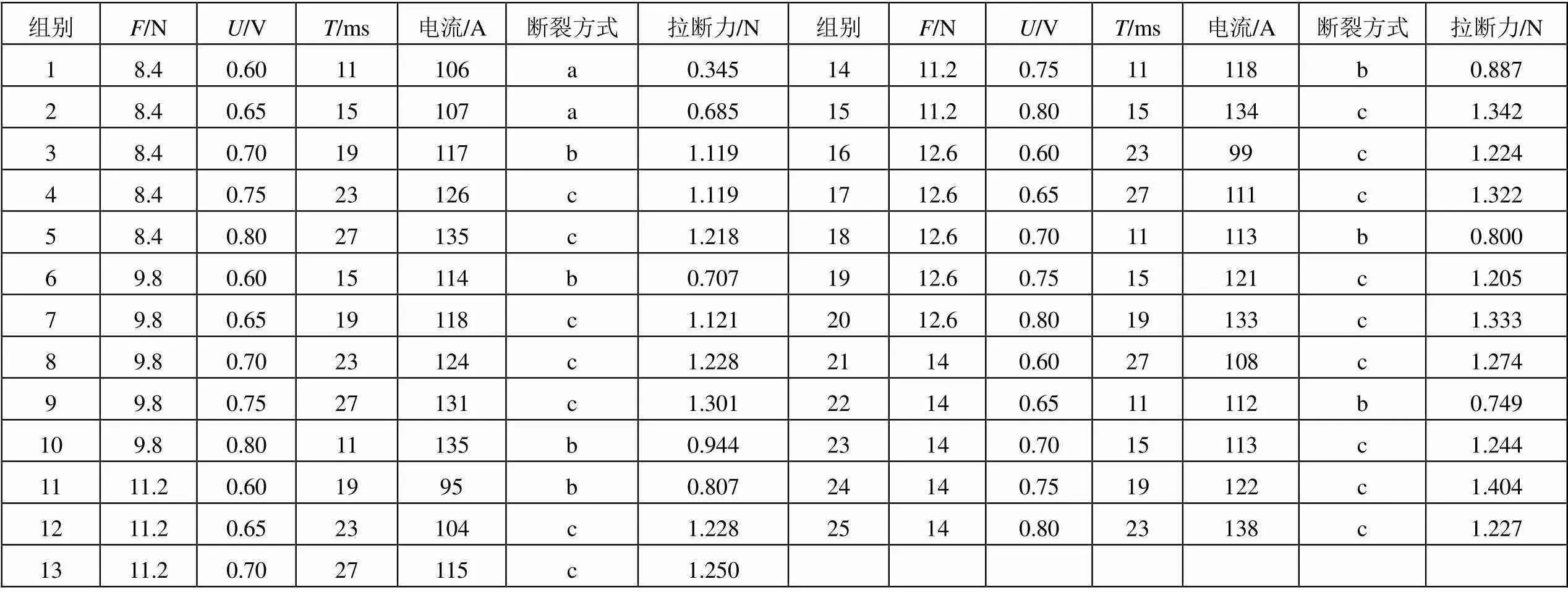
表1 正交试验结果
对各组单一变量下的拉力值和电流的平均值进行整理,图3展示了焊接参数与记录到的焊接电流和拉伸性能的关系。从图中可看出,随着电极压力、焊接电压、焊接时间的增大,焊点最大拉力均先增加后趋于平稳。电极压力和焊接时间对记录到的焊接电流值影响不大,焊接电压对记录到的焊接电流值影响较大,二者为正相关。
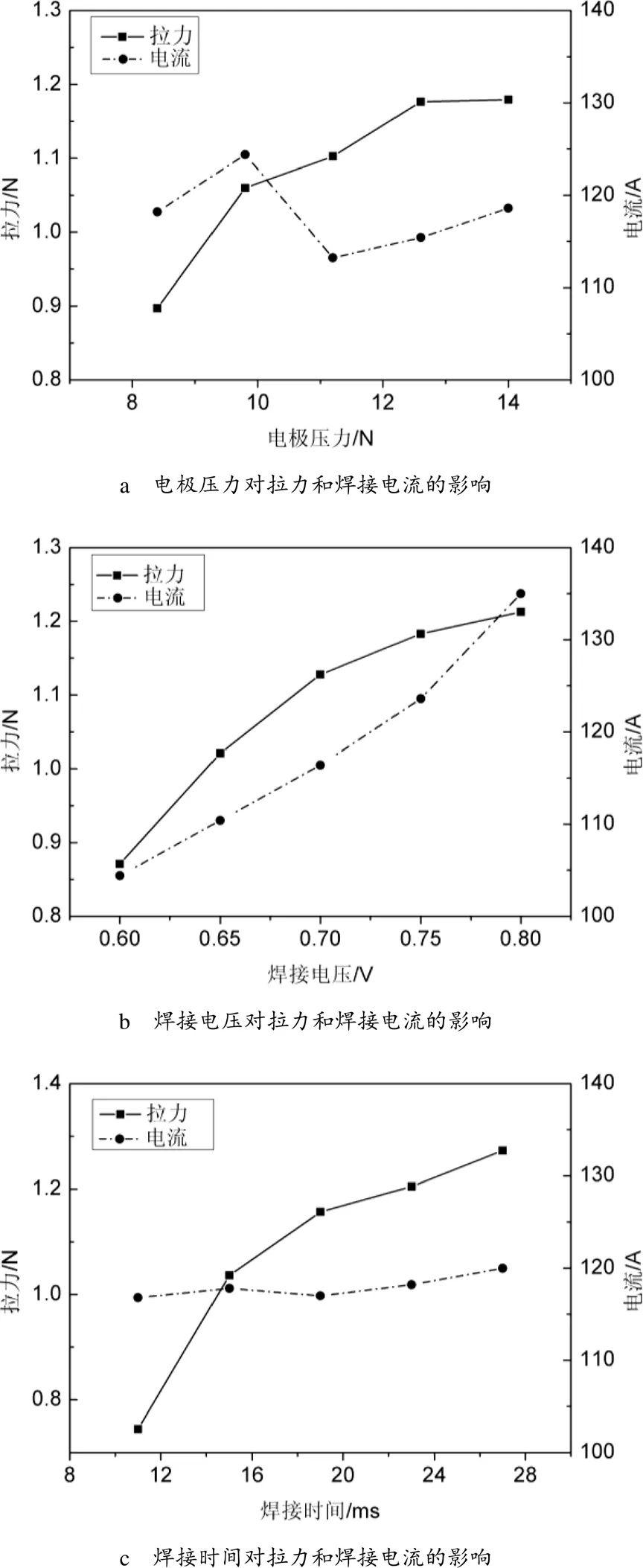
图3 焊接参数对拉力值和电流记录值的影响
由焦耳定律可知,热输入与电压的二次方成正比,与电阻成反比,与时间成正比。焊接电压能够直接改变焊接过程中的总能量,对焊点结合程度影响较大。电极压力的作用主要在促进金带与微带线的镀金层之间的结合,促进结合面变形击碎氧化及杂质层,减少接触电阻,减少焊接打火等方面,但过大的变形会造成印制板基板材料变形、镀层起翘等影响,因此对电极压力仍需加以控制。短时间、大电压的“硬参数”易导致电极打火、碳化等问题,长时间、小电压的“软参数”能够缓解焊接过程中的打火、过度熔化等问题,有利于焊头端面的平整和使用寿命。
综合考虑焊接强度、材料变形、打火等因素,最终参数选择=9.8~12.6N,=0.70~0.75V,=27ms。
3.2 焊点金相分析
使用以上工艺参数,制作微带线-金带焊点样品,如图4所示。金相分析依据技术条件GB/T 13298。
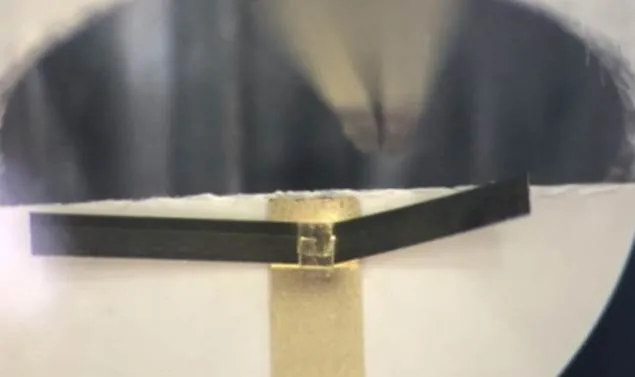
图4 微带线-金带焊点
金相分析结果如图5所示。从图中看出,两处焊点的焊接界面两侧金层已完全熔合,焊点无空洞、虚焊等焊接不良情况,焊接质量良好。对于微带线-金带焊点,完全熔合的键合区域长度约550~600μm,略大于焊头在该方向上的宽度300μm,说明焊点在焊头下方形成了完整的熔合区域。
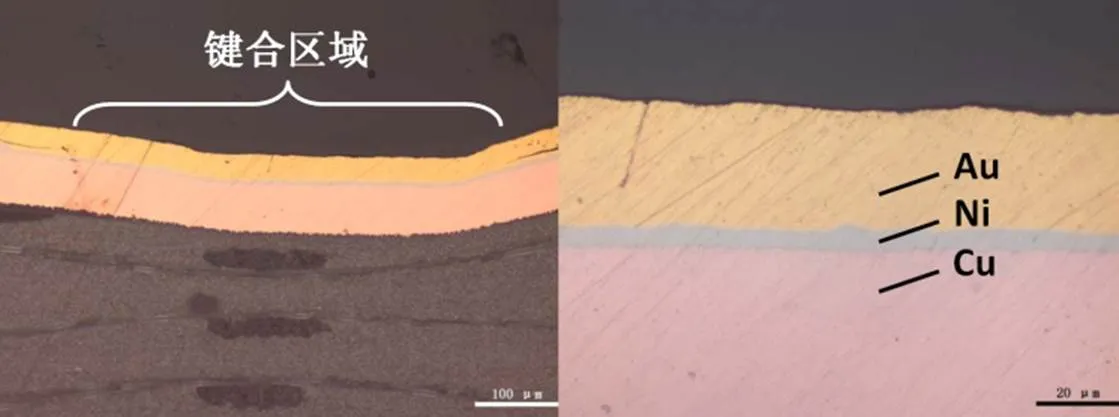
图5 焊点金相分析结果
3.3 键合机理分析
采用的平行间隙焊是微点焊的一种,利用焊接区金属本身的电阻热和大量塑性变形能量,使两个分离表面的金属原子之间接近到晶格距离,形成金属键,在结合面上产生足够量的共同晶粒而得到焊点。电阻焊过程中,贴合面的边缘电流密度出现峰值,该处加热强度最大,因而将首先出现密封的塑性连接区的塑性环。
三种典型的拉力-位移曲线如图6所示,在拉力试验中,首先由键合区域边缘受力,发生局部弹性变形,拉力-位移曲线上升,随着焊点受力逐渐增大,根据焊点结合情况不同,分为以下三种情况:
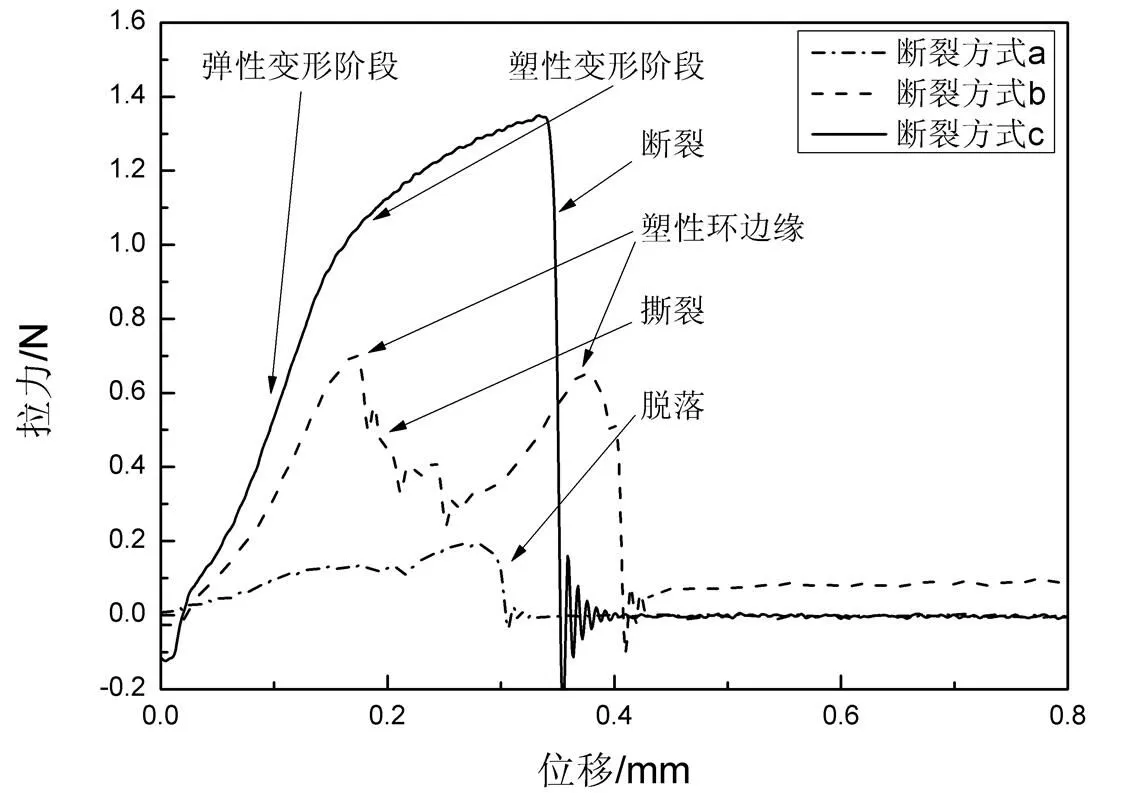
图6 三种典型断裂方式的拉力-位移曲线
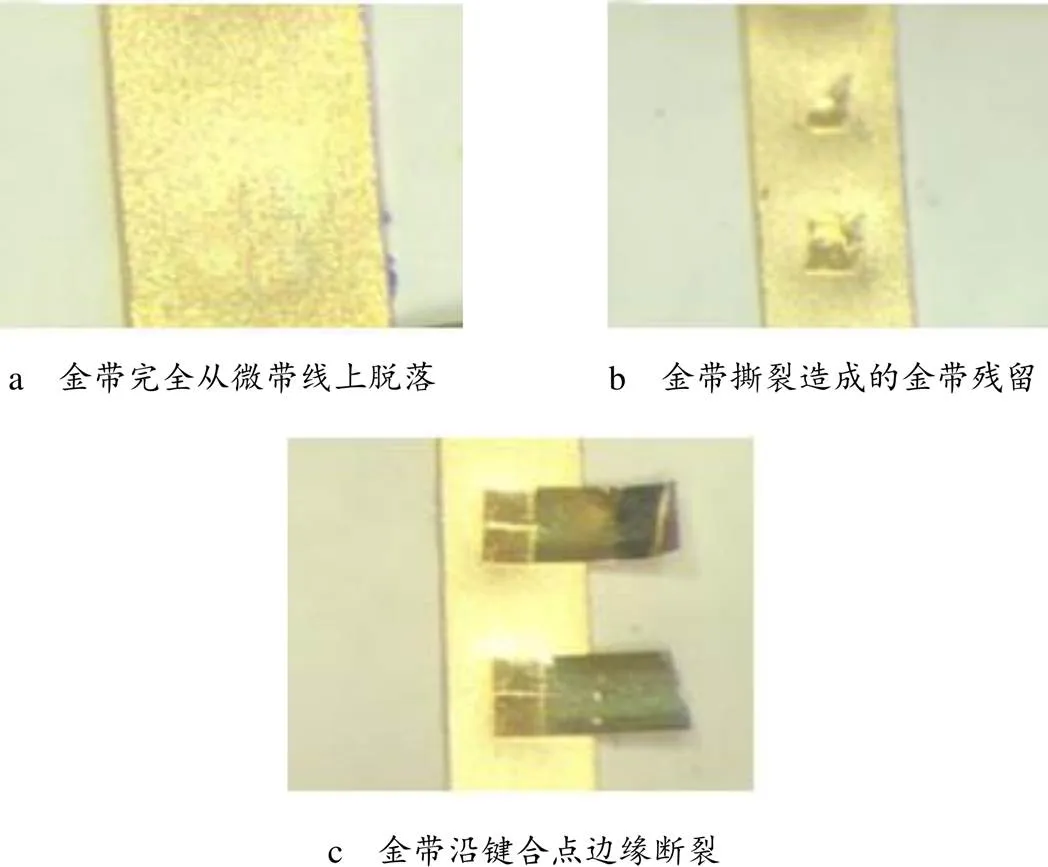
图7 不同断裂方式下微带线表面状态
a.焊点键合面未形成有效焊接,塑性环未形成,仅在局部区域形成结合。随着弹性变形阶段进行,键合点内部局部结合区域被破坏,焊点沿撕裂方向逐渐从微带线撕脱。当撕脱区域扩展至整个键合区域时,金带从微带线上脱落。脱落后表面情况如图7a所示。
b.焊点键合面为充分焊接,塑性环形成,键合区域内部未完全结合。随着弹性变形阶段进行,拉力值达到塑性环边缘处能承受的最大拉力值,塑性环一端被撕脱,撕脱区域扩展至键合区域内部,拉力值下降,当撕脱区域扩展至塑性环另一端时,拉力值再次上升然后下降,直至金带完全被撕脱。
由于塑性环形成的程度不同,金带撕裂一般开始于键合点边缘内部,并在撕裂过程中沿键合点内部撕裂,也可能不会撕裂至塑性环另一端即从微带线上脱落。撕裂后会有部分金带在键合区域残留,如图7b所示。
c.焊点键合面两侧完全键合。弹性变形阶段末期拉力不足以撕裂焊接键合面,因此进入塑性变形阶段,金带在薄弱位置(一般为键合点边缘)发生塑性变形,拉力值继续增加,最终达到金带自身抗拉强度而断裂,如图7c所示。
当焊点拉断方式为此方式时,焊点具有很高的焊接强度。拉断力高于GJB548B—2005《微电子器件试验方法和程序》键合强度要求(约0.204N)的数倍,且大于GJB953A—2008《贵金属及其合金板、片、带材规范》中Au99.99材料强度对应的抗拉力值(约0.765~0.953N)。
通过以上分析,应控制焊接参数使焊点的断裂方式为c(键合面边缘断裂),形成界面完全结合的可靠金带点焊焊点。实际进行产品连接器端子软件包焊连接时,使用优化的焊接参数焊接,同时通过观察压痕形态、试拉等方式判断焊点焊接质量。
4 结束语
通过设计正交试验和拉力试验的方法,研究了金带连接工艺参数对焊接强度的影响,得到了最优参数,通过金相分析验证了焊点的结合情况,结合拉力试验结果开展了金带焊接的机理分析,比较了三种不同的断裂方式对应的焊接机理。结果表明,使用所选的工艺方法和优化后的工艺参数能够得到焊接可靠的金带-微带线焊点,连接强度满足相应国军标要求;机理分析结果表明,通过拉力试验中的断裂位置可以判断焊点的焊接情况,当金带断裂在颈缩处或金带其他部位时,金带焊接可靠。
1 姚银华,徐亚军,范童修.毫米波同轴微带低驻波转换电路设计[J].通信对抗,2014,33(2):27~30
2 严伟,姜伟卓,禹胜林.小型化、高密度微波组件微组装技术及其应用[J].国防制造技术,2009(5):45~49
3 孙乎浩,陈澄,王成.微波组件同轴-微带连接转换工艺研究[J].电子工艺技术,2017(9):276~279
4 曾乐,石小平,张红权.硅太阳电池方阵组装的平行间隙电阻焊技术及其连接本质[C].第七届全国焊接学术会议论文集.青岛:焊接学会,1993(3):2~5
5 苏彬,李洋.空间太阳电池焊接影响因素研究[J].电源技术, 2012(10):1481~1483
Study on Reliability of Gold Band Connection for Aerospace Microwave Components
Jin Beibei Xu Di Chen Guilian Liu Xiaoyang Ma Xiaomeng
(Shanghai Aerospace Electronic Technology Institute, Shanghai 201109)
As a highly reliable and flexible interconnection method between rf coaxial electrical connectors of microwave components and microstrip circuit board in the aerospace field, the gold band connection has excellent microwave performance and can reduce the thermal and mechanical stress of the structure. In the process of gold band connection, the welding strength between gold band and gold-plated microstrip wire or electric connector core wire is particularly critical. In this paper, the influence of the technological parameters of gold band connection on the welding strength is studied by means of orthogonal test and tensile test, and the optimal technological parameters are obtained. The internal condition of the welding joint is studied through metallographic analysis. The welding mechanism is studied by analyzing the tensile curve and the tensile condition of the welding joint.
radio frequency connector;interconnection process;gold band connection;resistance welding
金蓓蓓(1981),高级工程师,电子信息工程专业;研究方向:电子装联。
2020-11-24
