
高通量卫星高精度多波束馈源阵装配校准技术 ①
2021-03-01 09:46柯昌文薛兆璇郭会哲苏可可
空间电子技术 2021年6期
柯昌文,薛兆璇,郭会哲,苏可可
(中国空间技术研究院西安分院,西安 710000)
0 引言
随着通信卫星高通量[1]时代来临,对天线技术要求越来越严格,地面用户对宽带互联网应用需求的增加,包括航空、航海、高铁以及沙漠、荒山等地面基站信号覆盖不到的地方,用户的互联网应用需要也逐渐增加。基于此,高通量卫星天线呼之欲出。高通量卫星系统对天线结构设计[2]以及波束指向误差要求极高,直接关系到卫星有效载荷的性能,目前对于高精度高通量星载天线,国内主要在馈源阵以及多反射面重叠等方面开展了相关工作。多波束馈源阵的种类同样复杂多样,但是目前主要集中在以下3大类:单口径单馈源、单口径多馈源和多口径单馈源。原有馈源属于单喇叭或者两三个单喇叭与支撑塔组合,装配方法步骤明确,结构单一,校准方法也比较简单。原有校准方法是将馈源口面基准点借助经纬仪校准[3]至理论位置,操作空间比较充足,可调环节较多,但原有馈源装配校准方法已逐渐满足不了现有多波束装配校准的研制需求。
文章以某多波束馈源阵为研究对象,根据其结构特点提出了一种适用于该馈源喇叭组件与支撑塔集成总装和校准测试的方法,系统的将馈源装配和校准测试方法进行总结归纳。
1 产品设计特点
某已发射通信卫星通信总容量达到50 Gbps,单波束容量可达1 Gbps以上;采用90个用户波束,实现可视范围下全球覆盖;馈源阵列密集,收发共用通道180路;外包络919 mm×946 mm×857 mm;有效载荷重量是普通东四卫星的1.5倍。根据用户要求细化产品设计,将用户要求分解至4个馈源塔共计90 个波束喇叭上。馈源装配校准精度要求转角小于0.03°,位移小于0.3 mm,在轨指向精度要求0.08°以内。现以该卫星东天线北馈源阵(如图1所示)介绍产品设计特点。
多波束天线由于其单馈源数量较多,设计时采用金属板定位,金属安装板采用五轴设备加工,每一个单馈源安装孔均采用五轴数控统一加工,保证加工过程中所有的连接孔均在同一基准,所有安装孔和馈源之间采用高精度轴孔配合,精准定位每个喇叭波束,各单喇叭安装孔在同一基准一次加工成型,所有单馈源的精度均由金属板加工保证。金属板和支撑组件设置接口及校准关系,装配时只需要将安装板和支撑组件之间的几何关系校准测试满足要求即可。单馈源较长,固定端选择在单馈源两端,在单馈源两端设置接口安装,便于装配。
2 馈源装配校准工艺技术
多波束馈源阵研制流程较长,工序工步较为复杂,装配难度大。由于馈源口径小,数量众多,几乎无操作空间进行调整,为此在装配过程中需要推出有效及科学的装配方法。其装配特点为:装配时采用三维模型为指导,工装定位辅助,采用文件分解分步装配,装配工艺指导路线流程图如图2所示。馈源喇叭组件装配由中心向四周开展,主要装配校准技术如下:
1)产品实物装配前在三维模型上进行模拟装配,通过仿真研究选择最佳的装配路线,并按照装配顺序进行装配,以免出现装配误区,造成返工。
2)根据产品研制技术流程选取合理的校准方法,合理策划各试验场地之间校准方案,使用摄影测量校准提高工作效率,所有装配校准、场地校准均在馈源坐标系下进行。
现重点介绍馈源安装板校准[4]过程,其主要校准过程分为经纬仪[5]进行安装板校准和基准转移[6],摄影测量[7]复测接口以及场地校准[8]。
1)馈源安装板校准原理
馈源安装板校准主要是将馈源安装位置通过测量手段,加上工装辅助,使得馈源安装板调整到理论位置,校准经纬仪建站如图3所示,图中T1~T4代表4台经纬仪,使用T3和T4测量底面安装孔,T1和T2测量馈源安装板上校准孔,使用底面安装孔建立馈源坐标系,测量安装板在馈源坐标系下的实际位置,并通过调整将馈源安装板调整至理论位置。
首先使用经纬仪测量馈源安装板在理论坐标系下位置,通过基准变换[9]得到一组馈源安装板与理论位置的关系:
(1)
其中Rx、Ry、Rz为馈源安装板实际位置与理论位置的夹角,Dx、Dy、Dz为馈源安装板实际位置与理论位置的位移(理论坐标系为馈源坐标系),通过测量软件特定算法[9]得到如式(2)、式(3)数据。
(2)
(3)
其次根据第一步测试结果,对安装板进行位置调整,调整方式包括增减调整垫片以及锉修安装孔的方式。调整完毕后使用经纬仪再次测量,判断安装板是否满足理论要求,若不满足则继续进行调整,多次调整达到理论要求位置。
2)基准转移
基准转移示意图如图4、图5所示。所谓的基准是指为了描述空间位置的点、线、面而选用的参考特征;基准转换原理就是利用公共点在两套坐标系下的坐标,根据相似变化原理[9]进行平移旋转,从而将理论基准坐标系转移至标定点上[10]。后续校准使用摄影测量,不再使用经纬仪,节约人员及仪器设备等资源的成本。
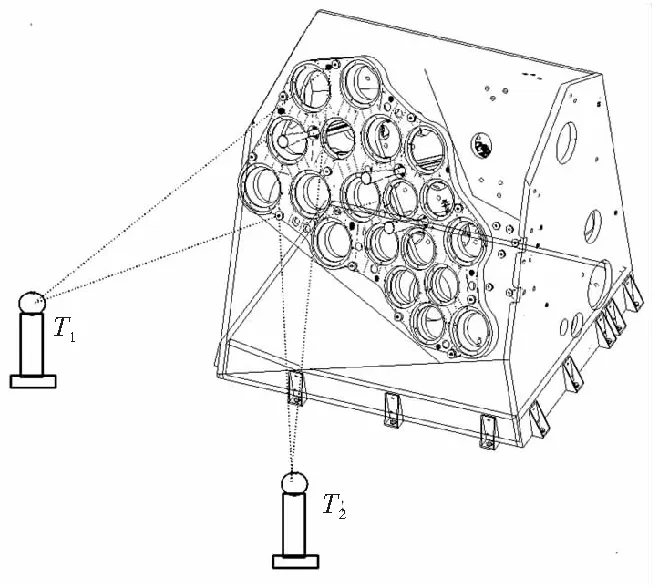
图4 基准转移示意图

图5 坐标系转换示意图
(4)
式(4)中(x1,y1,z1)为目标空间坐标点,(x0,y0,z0)为P点在基准坐标系下坐标值。将两个空间坐标系进行绕轴旋转,使得两坐标系重合得到式(5)。
(5)
式(5)中(x1,y1,z1)为目标空间坐标点,(x0,y0,z0)为P点在基准坐标系下坐标值。
α,β,γ为基准坐标系与目标坐标系坐标轴之间夹角,具体夹角含义如表1所列(α1/β1/γ1分别是X1轴与坐标O-XYZ三轴夹角;α2/β2/γ2分别是Y1轴与坐标O-XYZ三轴夹角;α3/β3/γ3分别是Z1轴与坐标O-XYZ三轴夹角。
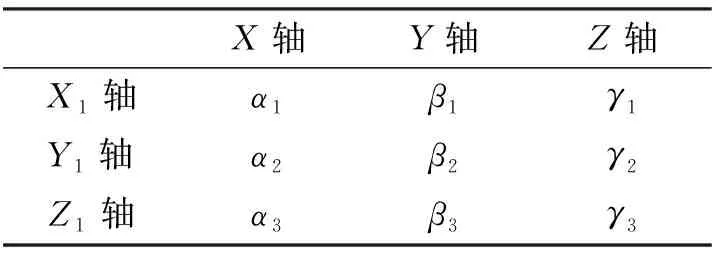
表1 坐标轴夹角对照表
3 结论
文章重点介绍了使用经纬仪和摄影测量相结合进行馈源阵校准的方法以及坐标和基准转换的原理,通过本文可看出使用基准转移和坐标转换可提高校准的效率,能够节约人力及仪器设备资源,利用摄影测量校准较经纬仪测量能够减少人为测试误差,可大大提高准确率,校准效率提高约60%。经过电性能测试验证馈源装配结果完全满足设计要求,并且测试结果远超设计预期水平,馈源校准结果以及工作时间对比结果如表2所列,通过校准结果对比,侧面反映了此套校准方法完全满足且适应于当前多波束馈源阵研制需求。

表2 经纬仪测量和摄影测量两种方法对比表
对高通量高精度多波束馈源阵装配校准过程的工艺进行改进,不仅显著提高了高通量高精度多波束馈源阵的装配精度以及校准精度,并为后续多波束馈源阵装配校准技术奠定了坚实的基础。方法虽然显著提高了装配校准效率取得了阶段性成果,但依然存在不足,比如工装定位、产品加工精度以及装配顺序都不能够达到最优效果。后期可借用VR装配法进行馈源装配,从而达到装配的一次性成功。
猜你喜欢
卫星应用(2022年3期)2022-05-23
中国典型病例大全(2022年11期)2022-05-13
中国典型病例大全(2022年11期)2022-05-13
中国新通信(2022年4期)2022-04-23
航天器环境工程(2022年1期)2022-03-11
语数外学习·高中版上旬(2020年8期)2020-09-10
科技传播(2019年22期)2020-01-14
科教新报(2019年16期)2019-09-10
科学导报(2019年24期)2019-09-03
新高考·高一数学(2019年1期)2019-04-15
