
基于工业机器人的手机壳去披锋工装设计
2021-03-01 05:43闫磊
中国新技术新产品 2021年1期
闫 磊
(宁夏职业技术学院,宁夏 银川 750021)
0 引言
该文通过对手机壳去披锋工装设计的介绍,了解现阶段手机壳去披锋工装设计操作所存在的主要问题,明确了现阶段推进基于工业机器人的手机壳去披锋工装设计的重要性,以及现阶段基于工业机器人的手机壳去披锋工装设计的主要内容。
1 手机壳去披锋工装设计
1.1 披锋的含义
在塑胶行业中也把毛边、飞边、溢边称为披锋。其通常出现在模具分型面上,是由于材料的流动性、模具结构的缺陷以及成型工艺不适当造成的。因此,披锋的出现大多是与手机壳本身的材料质地有关。由于现阶段大多数手机壳的材料制作都是由塑料制成,因此手机壳披锋问题也较为常见。
1.2 手机壳去披锋的主要流程
手机壳去披锋是1 项专业性的工作,在正式去披锋作业前,要注意以下几点:1) 需要了解产品制作的主要要素,根据工作的要素特征来进行布置和操作。2) 需要严格按照规范标准进行工作,在保证完成工作精准度的同时,按照安全准则要求,约束自身的操作行为,防止在手机壳去披锋的工作中出现失误[1]。
2 现阶段手机壳去披锋工装设计操作所存在的主要问题
2.1 传统手机壳去披锋操作效率低,无法保证手机壳的产品质量
传统手机壳去披锋工序效率较低,采用人工的方式开展工作,因此,手机壳去披锋的质量和效果得不到相应的保障,在一定程度上就影响了手机壳去披锋的效率。不同的操作人员在进行去披锋工序操作时,会受到自身主观因素的影响,在实际操作的熟练程度和完工效果程度都有所差异。因此,操作人员的主观因素在一定程度上也会影响手机壳去披锋工序的整体操作效果。
此外,部分手机壳在进行去披锋操作后,仍旧存在着细微的缺陷和不足,相关操作人员无法通过肉眼识别局部的缺陷和不足,也就无法及时地采取措施进行弥补和修复。存在瑕疵和缺陷的产品较多,需要进行修补和返工的零件手机壳数量也会增加。长此以往,就会影响手机壳去披锋操作的整体进度,进而会加大操作人员的工作量,影响手机壳去披锋制造工序的整体进展。
2.2 进行手机壳去披锋操作时,会有潜在的安全隐患
在具体的操作环节中,由于疏忽和不细心,部分操作人员没有及时的按照安全规范标准来约束自身的行为,很有可能会引发一系列后果。
此外,在进行手机壳去披锋操作时,人工操作无法保证产品的一致性和高度的重复性[2]。由于操作人员自身的原因,会影响到产品的实际操作质量和操作效果。当前企业对于产品的质量要求越来越高,人工操作就无法满足现阶段的实际需求。在高强度的作业下,操作人员会承受较大的压力,也会影响到实际的工作状态,进而影响到手机壳去披锋操作的进程和质量效果。长此以往,就会影响手机壳的使用质量和产品的最终效果,为用户的使用带来一定的影响。
2.3 人工手机壳去披锋速度较慢,会影响人体的身心健康
在推进基于工业机器人的去披锋操作过程中,部分企业仍采用传统的人工去披锋操作方式。该方式在实际的操作过程中,存在许多缺陷:1) 劳动的生产率和产品精度较低。当采用人工的方式时,,其产品实际操作的精度就会受到相应的影响。2) 在追赶整体操作进度的过程当中,很有可能存在忽视产品实际质量的现象,进而会影响到手机壳最终的成效。3) 当相关操作人员进行手机壳去披锋操作时,处在1 个相对密闭的环境中。因为操作时会使用大型器械,所以会产生飞沫和飞絮。而这些漂浮的颗粒和气体,会给人体的安全健康带来影响,长期处在该环境中,会危害相关工作人员的身体健康。4) 手机壳去披锋操作所使用的大型器具的噪声污染和噪声程度,都会严重威胁人体的健康。由此可看出,当前在推进基于工业机器人的手机壳
去披锋操作是极其关键和重要的。
3 现阶段推进基于工业机器人的手机壳去披锋工装设计的重要性
3.1 满足当前生产工作的需要,提升手机壳产品的整体质量
针对目前人工手机壳去披锋操作流程所存在的主要问题可以看出,在现阶段推进基于工业机器人的手机壳去披锋工序设计工作是十分必要的。很多实际情况都体现了传统手机壳去披锋操作的缺陷以及基于工业机器人的手机壳去披锋工装设计的优势。因此,在现阶段推进基于工业机器人的手机壳去披锋工装设计有利于提升手机壳产品的整体效果和整体质量,通过改善手机壳去披锋的操作工序,可以进一步满足现阶段的生产设计需要,设计出符合安全标准以及产品标准的手机壳[3]。
针对传统手机壳去披锋操作所存在的不足,可以有针对性地予以解决和处理。在实际的操作过程中,工业机器人的操作速度以及操作效果都比人工手机壳去披锋操作具有更明显的优势。随着手机壳加工数量的剧增,对于手机壳操作的速度和效率也有了更高的要求。基于这样的大背景下,采用工业机器人手机壳去披锋的操作,是符合现阶段生产趋势的必要举措。在完善当前手机壳去披锋操作工序的同时,也推动了整体手机壳市场的发展。
3.2 进一步扩宽生产制造市场,提高手机壳去披锋操作的总体效率
通过完善传统手机壳去披锋操作的工序流程,创新传统手机壳去披锋操作的具体步骤,可以加大手机壳设计制造的整体品质,进一步扩宽当前的生产制造市场,让手机壳的发展具备更多的可能性。在基于工业机器人的基础上,进一步实现手机壳去披锋操作的机械化和一体化,充分利用工业机器人进行手机壳去披锋操作的优势更好地应对当前对手机壳的需求和要求。
此外,基于工业机器人的手机壳去披锋操作流程。能够在一定程度上提高手机壳去披锋操作的总体效率,呈现高效率、高精度的优势[4]。在保证产品效率的同时,还增强了手机壳去披锋操作的安全性能,大大降低了在实际操作环节中的安全隐患,也可以帮助相关操作人员减少不必要的安全威胁。通过减少相关操作人员的数量,并用工业机器人来替代,在保证效率的同时,也在一定程度上保证了人员的安全,进而会增强手机壳制造厂的整体效益。通过完善具体操作步骤,不断形成1 套完整而系统的体系,充分彰显了自动化和机械化的优势。
3.3 提高了生产加工的精度,节约了人工成本
针对人工打磨手机壳所存在的一系列问题,设计了基于工业机器人的手机壳去披锋工装的设计理念,是针对当前问题所采取的一项关键举措。结合基于工业机器人的手机壳去披锋工装的整体设计理念,为后续的手机壳去披锋工作奠定相应的基础。大大提高了生产加工的精准度,对手机壳去披锋工序来说,工作的精准度是十分重要的,它会影响到手机壳的最终成效和客户的实际使用体验。因此,现阶段采用基于工业机器人的手机壳去披锋工艺操作,是贴合手机壳操作需求的创新突破。在一定程度上节约了人工成本,缩短了加工时间,通过减少相应的操作人员并配备专业化的工业机器人进行操作,在精度和准确度方面都有了较高的保障;也提高了整体的加工速度,缩短了加工时间。提高行业的整体效率对手机壳加工厂来说是十分有益的。其安全可靠的性能在手机壳去披锋操作工艺中也是十分重要的。基于工业机器人的手机壳去披锋工艺操作,严格贯彻了安全、可靠性能的要求。
4 现阶段基于工业机器人的手机壳去披锋工装设计的主要内容
4.1 总体方案设计
工业机器人手机壳去披锋工序是现代手机壳生产过程中不可缺少的一部分,在推进基于工业机器人的手机壳去披锋工装设计的过程中,要严格按照规定的工序开展进行,操作工序主要是由上料工序、去披锋工序以及下道工序组成,而在具体的操作环节中,就包括手机壳的放置、定位、夹取、运输、去披锋和下料等子工序[5]。工业机器人手机壳去披锋工序的设备非标自动化加工设备,在具体的设计环节,要严格按照总体方案进行,如图1 所示。
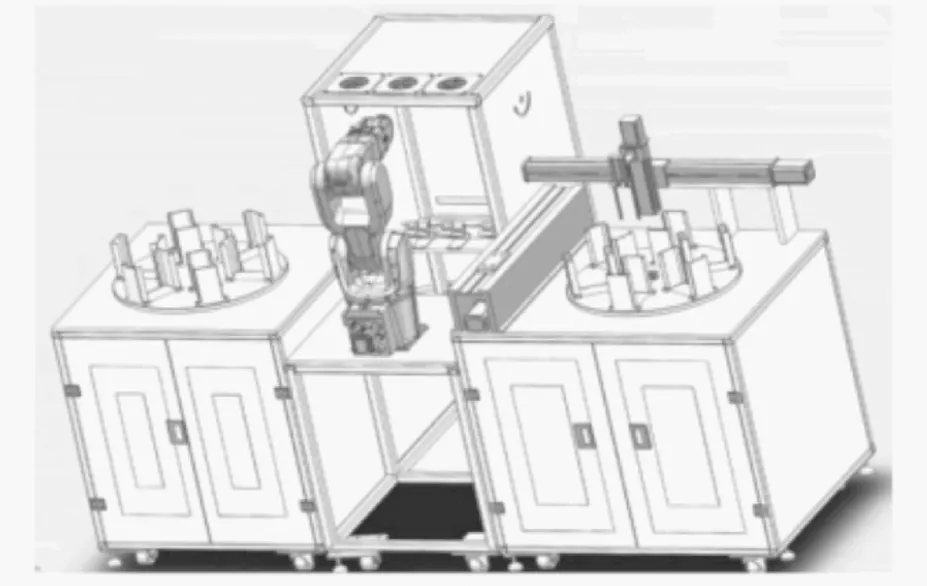
图1 整体示意图
由图1 可以看出,基于工业机器人的手机壳去披锋工装设计,可以自动化完成手机壳去披锋工作。将手机壳放置于工作台,在识别的过程中,能够精准地识别出光滑面与锋面。其在实际运行过程中并不是完全脱离了人工的辅助和操作,而是由人工将转盘夹具及里面的物料放置于箱体的卡槽上;再由箱体的电动机转动夹盘,同时箱体的上臂夹取手机壳运送至指定的位置,在指定的卡槽内部进行去披锋的工作。去披锋工作完成后,将其放置在左侧下料机构的转盘夹具中,人工或机械取出转盘物料。因此,在该过程中,人工操作仅是起到了辅助的作用。技术性能的操作主要是由工业机器人来进行操作,在该过程中,人工和工业机器人之间做到了良好的配合和协助,大大提高了整体的效率。在有限的时间里,保质保量地完成了手机壳去披锋操作工艺。
4.2 主要部件的设计
4.2.1 右侧上料机构的设计
上料机构是工业机器人手机壳去披锋工装的主要组成机构,也是运动量最多、设计最为复杂的机构。上料机构是由模组臂x轴、模组臂y轴、转盘夹具、电机、气爪以及箱体等一系列标准件、非标准件组成,如图2 所示。
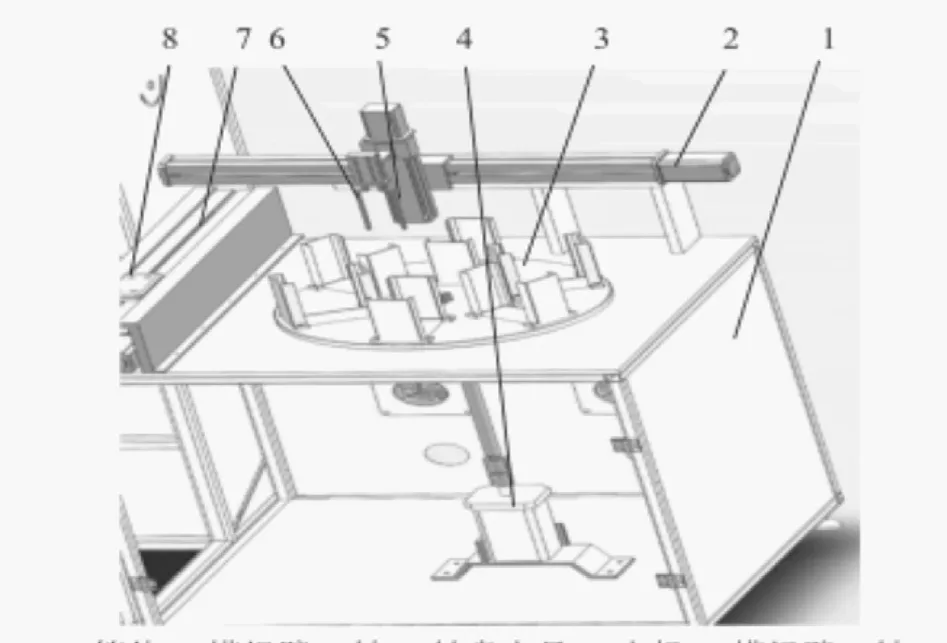
图2 右侧上料机构
工序主要步骤是由人工或者是机械上料,将装料转盘放置在箱体的固定位置,留气爪抓取手机壳,再利用带动作用将其放置在定位凸台,并由工业机器人吸取手机壳进行去披锋操作[6]。气爪抓取手机壳,由模组臂x轴和模组臂y轴带动将其放置在定位凸台。在整个环节中,由工业机器人吸取手机壳进行去披锋工序。右侧上料机构的设计,还突出了标示的节点位置和圆弧角位置的功能,并使用不同型号的锉刀进行基础的修复和操作。在内外周边凸起处和凸出角度进行操作。在该操作过程中,对关键部位的标点要做到精准,且所使用的行锉刀的型号要符合规范标准,保证型号规格的统一。相关的模具和衔接部件,也必须符合规范标准。
4.2.2 中间去披锋机构设计
在完成了上料机构的设计之后,下一步就是对中间去披锋机构的设计,该部分是工装的核心部分。主要是由小型的机器人、机器人底座、箱体、去披锋机以及工业风扇等一系列非标准件组成,如图3 所示。
对中间去披锋机构的设计具有独特的工作原理。主要是进行手机壳的去表面、去外能、去内表面、去棱面4 道去披锋工序,因此在该工序中,主要完成的是核心部分的工作。在该操作中,需要保证在使用锉刀和单面刮刀时掌握好相关的力度和弯曲度,不可以在操作中损伤到手机壳本身,以免影响手机壳的正常使用。使用刮刀的过程中要保证刀口处处于光滑的状态,不能出现有披锋以及刮不到位的现象。该步骤的处是上一环节的衔接,必须要做到精准,为后续的工作奠定基础。通过遵循特有的工作流程来进行一系列的操作,并用工业风扇去除其表面的灰尘,再用聚尘钣金将灰尘排除。
4.2.3 左侧下料机构设计
下料机构是工业机器人手机壳去披锋的最后1 道工序机构,当工业机器人处理完相关的步骤之后,需将手机壳放置在下料机构中。下料机构装置较为简单,主要是由箱体、夹具和电机3 个部分构成,如图4 所示。
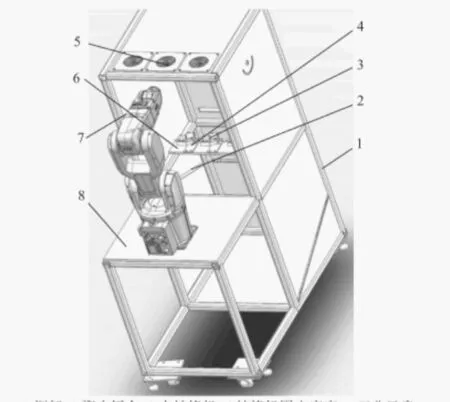
图3 中间去披锋机构

图4 左侧下料机构
在下料装置的整体运行过程相比于前2 个步骤工序来说,其操作较为简单,主要是完成最后的收尾工作中。在最后收尾工作,首先检查产品是否存在变形、刮花或者锉刀不到位的现象;其次,检查产品是否有漏错的节点,或存在漏刮的披锋,当出现漏刮的现象时,需要采用小锉刀对产品进行局部的修整。在使用锉刀的过程中一定要掌握好力度,保证采用的锉刀型号是符合规范标准的,型号的
不同会影响整体的修整品质;最后,相关人员对检查产品并将完成去披锋的货品放在货架上,等待进行下一道工序。结合工业机器人手机壳去披锋工序的总体设计步骤可以看出,它与其他去披锋工艺的流程步骤是吻合的,因此,其设计理念应该与实际情况相符,才能够满足真正的生产需求。
4.3 关键部件的设计
4.3.1 去披锋装置
在设计的环节,应该格外重视对关键零部件的设计去披锋装置。去披锋工序由去外表面皮、去外棱角、去内表面以及去内棱角4 道子工序组成。不同工序使用不同型号的去披锋机,每种去披锋机仅在刀口部分存在差异。此外,披锋机由与其对应的夹具和底座固定在安装板上。工序1和工序2 之间的间隔距离为80 mm,工序2 和工序3 之间的间隔距离为100 mm,整个设计留有足够的距离供工序之间进行切换。
4.3.2 转盘夹具
第2个关键部件就是转盘夹具。转盘夹具是用来定位、盛放手机壳的金属物料盘。由物料转盘和定位槽组成。2 种零件均采用2A12进行加工制造。2A12 是1种Al-Cu-Mg 合金。综合性能良好,是硬度最大的硬铝金属材料。具有良好的焊接性能,可以通过高温热处理改变其综合性能,它的抗腐蚀性较低,需要通过阳极氧化处理、涂漆或采用表面镀锡的方法加强其抗腐蚀的能力。
5 结语
手机壳去披锋工序是在手机壳加工生产中必不可少的一道工序,而在现代的生产过程当中,仍然存在采用人工方式进行手机壳去披锋的操作工序。目前人工手机壳去披锋操作的效率低、质量差以及一致性差等问题,已引发了许多手机壳制造厂的关注。在该环境背景下,基于工业机器人的手机壳去披锋操作,将提升和完善当前手机壳去披锋操作流程的一系列工作质量。
猜你喜欢
军事文摘(2022年8期)2022-11-03
昆钢科技(2022年2期)2022-07-08
小学科学(学生版)(2021年3期)2021-04-13
哈哈画报(2021年11期)2021-02-28
防爆电机(2020年6期)2020-12-14
石材(2020年4期)2020-05-25
模具制造(2019年4期)2019-06-24
中华老年口腔医学杂志(2016年1期)2017-01-15
工程建设与设计(2016年1期)2016-02-27
Coco薇(2015年10期)2015-10-19
