
三工位智能穿梭车在涤纶长丝自动包装系统中的应用
2021-02-24 10:13汪灵瑶徐子立韩开放岳伟森
制造业自动化 2021年12期
汪灵瑶,王 勇,徐子立,韩开放,岳伟森
(北自所(北京)科技发展有限公司,北京 100120)
0 引言
涤纶长丝根据工艺流程大体分为预取向丝(POY)、全拉伸丝(FDY)、拉伸变形丝(DTY)。POY和FDY因其丝饼体积较大,一般采用大包装分层码垛方式,而DTY主流包装方式为装箱码垛方式。近年来随着用工成本增加,招人困难等因素,涤纶长丝包装已逐渐引入自动化、智能化包装设备来替代人工。在“中国制造2025”战略前提下,全自动包装系统已在化纤生产行业得到了广泛应用。以自动包装系统为核心的相关物流设备愈加多元化,技术水平和性能也得到不断提高。
1 涤纶长丝自动包装线现状
其中工艺复杂度最高的是DTY自动包装系统,由于DTY批号及规格种类繁杂,同批号产品也需根据产品质量区分成不同等级[1]。在经过自动称重、外检、套袋、装箱等包装工艺后,仍需进行自动码垛及仓储作业。由于同批号丝锭降等数量的不确定性,因此在码垛作业过程中,会出现满跺托盘与未满垛托盘下线现象。通过设定多个码垛工位,可实现同批号涤纶长丝上线后对不同质量等级(AAA级、AA级、A级、B级)的差别化码垛作业。码垛结束后再将满垛或未满垛下线,重新上新托盘或者同批号的半板。而作为连接涤纶长丝自动包装系统与自动化立体仓库的关键桥梁,穿梭车已成为影响涤纶长丝自动包装系统整体物流输送效率的关键环节[2]。而随着自动包装系统码垛效率的不断提升及其实现功能的多样化,对穿梭车输送效率的要求也越来越高。
1.1 原有穿梭车结构特点
1)单工位:机械结构简单,供电采用拖链方式,IO通讯采用远程站,成本较低。但是运行效率较低,对于多站台取送货输送系统无法高效满足日益增长的产量要求。
2)双工位:供电采用滑触线方式,控制采用独立PLC,运行效率比单工位高,在码垛种类和工位不多的应用情景下可以满足生产需求。但是针对码垛工位增多,码垛托盘种类增多,运行效率不够的问题就会显现。
1.2 现有穿梭车结构特点
传统的单工位及双工位穿梭车由于作业工位有限,难以适应频繁地换批换板作业,使得物流输送效率有所迟滞,已不能满足当前涤纶长丝自动包装系统的物流输送需求。为满足化纤生产企业实际生产需求,研制并开发了三工位智能穿梭车,该智能穿梭车可实现不同类型的空托盘和半托自动上线,提升了穿梭车整体物流输送效率。
2 三种穿梭车功能应用对比
化纤行业中,设备的结构是由其功能所决定的,单工位、双工位、三工位智能穿梭车工位数量不同,是由它们承担任务不同决定的,针对不同的应用环境,不同的作业要求,选择不同类型的穿梭车,可以在实际应用中取得事半功倍的效果。
智能穿梭车在化纤自动化包装线的应用通常有以下几种。一种是在出、入库作业中,穿梭车在出入库站台间承担单向输送任务,即将货物从库端存储端输送至包装线使用端。在这种任务条件下,穿梭车需要输送的货物通常只有一种,与穿梭车进行作业对接的每个站台工位也只需要进行一种作业,一边站台为出库工位,另一边工位为入库工位。穿梭车只需在一个站台进行先取货再到另一个站台进行送货的作业即可,在这种任务条件下,单工位穿梭车即可满足输送要求。
另一种是穿梭车在包装线码垛工位或上线工位上的作业情况,码垛工位和上线工位通常是双向工位,即需要双向运输货物。以码垛工位为例,码垛作业需要空托盘用以码放丝箱,而在当前批次丝饼已码垛完成或者当前托盘已经码满之后,则需要穿梭车进行下线作业,在一个工位上需要进行两种作业过程,需要输送的货物也不同。这种情况下如果仍然使用单工位穿梭车来进行接送货作业,则需要穿梭车先进行从码垛工位取满托盘作业,再将满托盘送往下线站台,然后再取空托盘,最后将空托盘送至码垛工位进行码垛作业。这种作业方式会导致码垛工位作业时间间隔很大,进而影响了包装线的整体工作效率。采用双工位穿梭车可以有效的提升双向码垛工位的作业效率。在一个作业过程中双工位穿梭车可以提前将空托盘接到穿梭车1号工位上,在将码垛工位的满托盘接放到穿梭车2号工位上后,直接将1号工位上的空托盘输送至码垛工位上,这样码垛工位的工作间隔就会很小,保证了码垛工位的工作效率。一台双工位穿梭车可以满足一条包装线的码垛工位作业要求。
三工位穿梭车则通常应用在两条涤纶长丝包装线共用半板库和满跺下线口的工作条件下。按照上文分析,要满足两条包装线的码垛作业要求需要两台双工位穿梭车或者一台四工位穿梭车,但一方面增加工位个数意味着增加穿梭车的尺寸,当穿梭车的长度过长时,需要额外增加轨道的长度以使得所有工位都可以到达站台作业,这样包装线系统对车间场地利用效率会下降很多;另一方面,由于两条包装线共用半板库和上下线站台,在对穿梭车的调度进行调整优化后,在实际的应用过程中,也可以满足包装线的效率要求。
根据上文分析,将三种智能穿梭车按照可同时搭载货物种类和一般应用场景进行,列表如表1所示。

表1 三种智能穿梭车功能和应用场景对比
本文主要从结构、功能方面分析三工位智能穿梭车与单工位和双工位穿梭车的区别,从工艺流程和作业调度方面介绍了三工位穿梭车在双线包装线码垛上的应用。
3 三工位智能穿梭车简介
三工位智能穿梭车采用地面轻轨的物流输送方式,利用其专用固定轨道,往返于自动包装系统的码垛工位及自动化立体仓库的出入库端。将码垛托盘输送至码垛工位,满跺托盘输送至成品库,半满跺托盘输送至未满板库(半满垛托盘暂存库,以便再次码垛时调出)。三工位智能穿梭车的实物图如图1所示。

图1 三工位智能穿梭车实物图
3.1 三工位智能穿梭车系统配置
1)硬件配置:三工位智能穿梭车控制系统采用德国西门子(SIEMENS)公司生产的PLC控制器,其硬件配置选用S7-1500系列的CPU。
2)速度控制方式:三工位输送链式机采用变频器控制,用以协调码垛工位与库端链式机的输送速率。行走电机水平方向速度控制方式采用模拟量变频控制,通过调节加减速时间及带载加速度等内部参数保证穿梭车的稳定运行。
3)定位方式:水平定位方式采用BPS定位装置,即水平条码定位,将带有二维码数据的条码带粘贴于固定辊道内壁,利用激光测距仪扫描条码带上的二维码读取位置数据,从而实现精准定位。
4)通信方式:与自动包装及仓储系统的PLC控制器的通信方式为PROFINET协议(工业以太网),通过地面基站在三工位智能穿梭车周围建立一个无线以太网覆盖区域,从而实现穿梭车与地面站PLC控制器的信息互联互通。
3.2 三工位智能穿梭车系统特点
1)水平电机空载、带载输送速率高
三工位智能穿梭车水平行走电机额定功率较大,较传统单工位或双工位水平电机动力足,输送效率高。
2)作业调度灵活性强
三工位智能穿梭车拥有机动工位,对空闲作业工位可进行灵活调度,极大地提高了工作效率。
3)与地面站实时信息交互
三工位智能穿梭车可根据自动包装系统在线统计数据的实时更新,设定码垛工位的提前调度,增强了与地面站的实时信息交互。
4 智能穿梭车物流输送工艺流程
三工位智能穿梭车物流输送的工艺流程主要根据调度原则确定工作模式、判断运行目的站台、取货/存货作业、清除取货/存货作业、空闲去指定站台列。以此实现码垛空托盘或半满垛托盘上线、码垛工位满垛托盘或未满垛托盘下线、以及满跺托盘下线和半满垛托盘的出入库等功能[3]。并且作为涤纶长丝自动包装系统的重要物流输送载体,在完成物流输送的同时,也在进行实时信息传递。其具体物流输送工艺流程如图2所示。
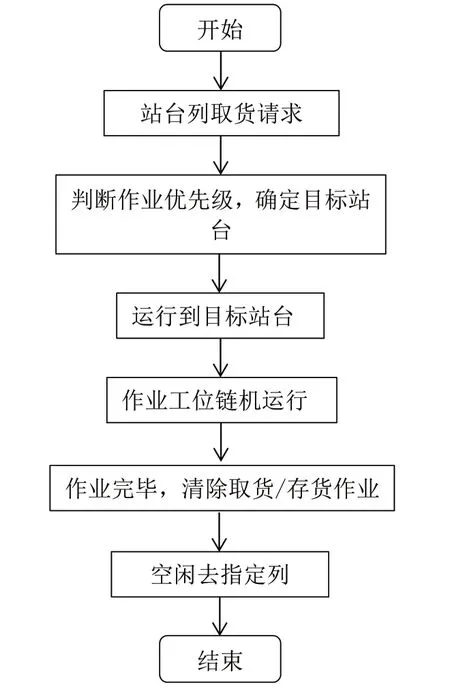
图2 智能穿梭车物流输送工艺流程图
5 三工位智能穿梭车作业调度原则
如何调度穿梭车,达到既省时又均匀调用的目地,取决于穿梭车程序设计时采用的调度原则。出于提高工作效率的考虑,三工位智能穿梭车采用了根据穿梭车到站台的距离以及该站台的工作频率来决定穿梭车到哪一个站台作业的调度原则[4]。距离较近的站台会优先作业,穿梭车处于空闲状态时会对远端作业工位作业进行准备。三工位智能穿梭车调度原则应满足以下要求:
1)最大能力要求,应使穿梭车达到最大运载能力,单位时间内输送量达到最大;
2)通畅要求,使作业等待时间最短,作业无明显卡顿现象;
3)可靠要求,最大可能的实现系统无故障运行。
相比于单双工位穿梭车,三工位穿梭车功能最大区别在于满足两条包装线的作业调度要求。两条包装线的作业是独立运行的,因此在实际运行过程中,会出现两条包装线工作调度重合的情况。设包装线一个生产周期为T,穿梭车完成一条包装线的作业任务时间为t,由于穿梭车的作业与包装线的作业是相互独立,互不干扰的,那么当穿梭车进行一条包装线的作业情况下,另一条包装线需要作业的概率p的计算公式为:

设包装线需要等待的时间为,有:

即包装线等待时间与穿梭车完成一个作业时间成正向相关,相同条件下,如果可以减少穿梭车一个作业的时间,可以有效减少单位时间内包装线等待穿梭车完成作业的时间,提高包装线和穿梭车的工作效率。
由上文可知,穿梭车的工作过程可以分为两部分,水平运行到目标站台的工作过程所用时间为ts和链式机进行接送货的作业过程,所用时间为:

在考虑穿梭车两个工作过程时,可以近似将穿梭车在作业时的运动视为匀速运动,则有:

最后有:
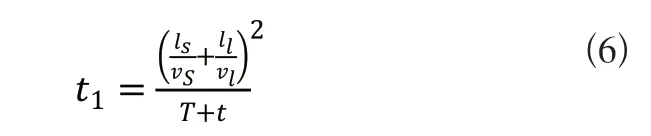
其中,ls,ll分别指穿梭车在水平方向和链式机运行方向的作业距离,vs,vl分别指穿梭车在水平方向和链式机运行方向的作业速度。穿梭车在链式机方向的作业距离ll由输送货物的长度决定,属于不可变量,在穿梭车作业速度提升到最大的情况下,如何最大程度的缩短穿梭车在水平方向的作业距离ls成为提高穿梭车工作效率的关键。
为了使智能穿梭车达到以上要求,从就近原则、工位分配原则和提前调度原则三个方面对智能穿梭车调度原则进行了分析研究,以减小穿梭车的作业时间,提高工作效率。
5.1 就近原则
自动仓储系统的立体化结构空间保证了系统缓存容量充足。出于生产成本考虑,涤纶长丝生产企业大多采用两套自动包装系统共用一个未满板暂存库的模式,由此会出现“一车两用”的现象[5],即三工位智能穿梭车的作业调度需同时满足两条包装系统的物流输送需求。穿梭车输送作业区域如图3所示。
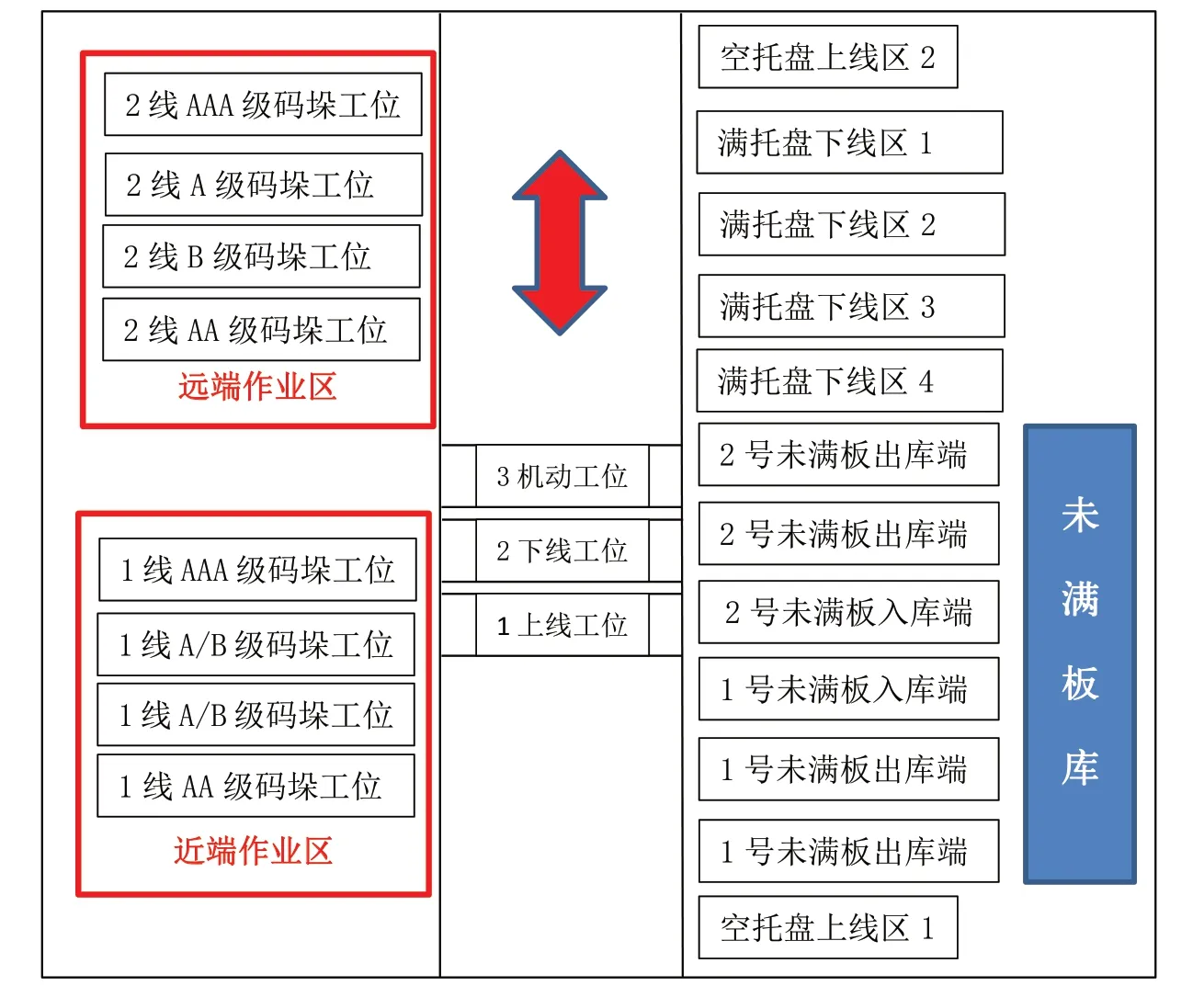
图3 穿梭车输送作业区域示意图
作业调度原则决定了穿梭车的物流输送路径,传统的穿梭车作业调度,其控制难点在于穿梭车取货作业与存货作业的优先权及各个站台列的取货优先级,三工位智能穿梭车汲取传统穿梭车的作业调度经验,在未满板库端及空托盘站台列给定取货优先级,在各码垛工位拥有存货优先权并根据实际需求给定优先级,并在其基础上加以改进,增加了提前调度的优化控制。
为了保证整体作业效率,防止两条线的作业调度出现冲突,三工位智能穿梭车将靠近空托盘上线区和半满库出货端的一条包装线作业口设定为近端作业区,距离空托盘上线站台较远的作业口设定为远端作业区。当两条包装线都有作业请求时,三工位穿梭车会优先完成近端作业区作业,这样保证了整体作业效率的提升。
5.2 工位分配原则
灵活的工位分配策略可以减少接货/送货作业距离、缩短作业时间,且能够充分利用智能穿梭车工位。智能穿梭车工位分配原则可分为两种:一种是专用工位策略,另一种是共享工位策略[6]。三工位智能穿梭车有三个作业工位,要满足两条包装线的作业调度要求,对一个工位采用了专用工位策略,另外两个工位采用了两条包装线共用的共享工位策略。
为防止三工位智能穿梭车在工作过程中出现由于工位混用出现的作业混乱,使作业流程规范化,三工位智能穿梭车的三个作业工位分别设定了其功能,三个工位分别为工位1码垛上线工位、工位2码垛下线工位以及工位3机动工位。机动工位,在三工位智能穿梭车处于空闲状态时,若该工位上没有托盘,智能穿梭车自动前往空托盘上线站台取一个空托盘放至该工位。机动工位保证了每次作业前,智能穿梭车上都有一个空托盘,当穿梭车前往远端作业区进行作业,且远端码垛工位需要空托盘时,穿梭车可以不进行空托盘取货作业,直接前往取送货站台进行作业,这样节约了取空托盘的时间,避免了因取空托盘而引起的远端码垛工位的作业停顿,提高了作业效率;码垛上线工位,当包装线码垛工位需要从半满库出库的半满托盘时,穿梭车会将半满托盘接到此工位上,或者当近端包装线码垛工位需要空托盘时,由于作业距离较短,穿梭车也会将空托盘接放到此工位上;码垛下线工位,穿梭车将从码垛工位上下线的满托盘或半满托盘接放到此工位上,后续进行满跺下线或半满板入库作业[7]。
5.3 提前调度原则
相较于双工位智能穿梭车,三工位智能穿梭车在从作业距离和工位分配原则上进行了改进。在作业距离方面,三工位穿梭车采取得近者优先的原则,距离近的站台有更高的作业优先级;在工位分配原则上,三工位智能穿梭车新增加了一个用于存放空托盘的机动工位,在码垛调度上对两条包装线的作业优先级进行了设定。从实际生产效果来看,三工位穿梭车相较于双工位穿梭车的作业效率有了很大提升,但是由于两条包装线相隔距离较远,包装线往往出现等待穿梭车运行到目标站台的作业卡顿状况,为了避免这种情况,在穿梭车的程序中还增加了提前调度的功能。
三工位智能穿梭车的提前调度,即在码垛作业未完成时提前判断后续托盘的上线类型(空托盘或未满板),并将上线类型下发穿梭车,穿梭车收到调度指令后提前动作,到达指定作业站台列等待码垛作业完毕。提前预知后续托盘的上线类型,需准确掌握自动包装系统的实时在线数据,不仅需关注码垛工位上已码垛箱数,还需结合装箱作业,统计已在线上输送,未执行码垛作业的同批号丝锭的满箱箱数。箱数计算由包装线系统上位机进行[8],当已码垛和未码垛箱数和达到一整跺或装箱处换批时,穿梭车会提前到达相应站台将即将上线的托盘接到相应工位上。这样,智能穿梭车可以及时的完成码垛工位的取货送货作业,最大限度的保证了包装线的工作效率。
6 结语
三工位智能穿梭车在涤纶长丝自动包装系统中的应用,打破了传统单工位或双工位穿梭车作业工位的局限性,相较于双工位穿梭车,实现了“一车两线”的作业功能,在提升了作业效率的同时,减小了包装线系统的占地面积,是智能穿梭车系统的又一次技术革新,其新型提前调度的作业模式,加强了自动包装系统与智能穿梭车的互联互通,提升了二者间的实时信息共享功能,极大提高了穿梭车物流输送效率,进而提高了涤纶长丝自动包装系统的整体输送效率,保障涤纶长丝生产企业产品的市场竞争力。随着三工位智能穿梭车自身的改进与不断发展,相信它将在未来涤纶长丝自动包装系统中得到更广泛的应用,推动涤纶长丝生产企业向自动化、信息化、智能化的方向迈进,助力化纤行业实现“智能智造”。
猜你喜欢
棉纺织技术(2022年12期)2022-12-13
当代水产(2021年8期)2021-11-04
纺织科学研究(2021年7期)2021-08-14
装备制造技术(2020年3期)2020-12-25
重型机械(2020年3期)2020-08-24
纺织科学研究(2020年1期)2020-05-21
电子制作(2019年20期)2019-12-04
化纤与纺织技术(2015年1期)2015-12-26
合成技术及应用(2015年3期)2015-12-11
合成纤维工业(2014年3期)2014-12-08
