
3D打印多种形貌CF/ABS复合材料扳手
2021-02-23 11:51马晓坤赵金德陆书来张扶摇
吉林化工学院学报 2021年1期
马晓坤,王 瑞,赵金德,陆书来,张扶摇
(1.吉林化工学院 石油化工学院,吉林 吉林 132023;2.吉林石化公司 合成树脂厂,吉林 吉林 132021;3.中国石油华南化工销售公司,广东 广州 510655)
扳手是一种利用杠杆原理拧转螺栓、螺钉、螺母和其他螺纹紧持螺栓或螺母的开口的常用安装与拆卸工具.在汽车、航空、航天、铁道等不同行业中,螺纹副连接装配作业对施加定量紧固力都有所要求;又因螺栓、螺钉、螺母等紧固件的大小尺寸不同,通常扳手都是以不同大小型号的一组形式配备使用.
特别是在高空作业过程中,技术人员更需要使用质轻且高强的扳手,防止意外脱手对其他人员造成意外伤害;或因扳手破损,而导致高空作业人员反复攀高而造成不安全因素的增加.因此,此种质轻、高强的碳纤维复合材料扳手具有其应用市场,值得进行推广.
3D打印思想起源于19世纪末的美国,并在20世纪80年代得以发展和推广.3D打印是科技融合体模型中最新的高“维度”的体现之一,3D打印机的出现颠覆了部件设计依赖于生产工艺能否实现的生产思路,任何复杂形状的设计均可以直接从计算机图形数据中生成,并通过3D打印机来实现.3D打印无需机械加工或模具,极大地所缩短了产品的生产周期,提高了生产率,具有巨大的市场潜力[1-3].
另一方面,碳纤维材料因其高强、高模、质轻等优势已从高精尖的航空航天、风力发电、军工产业逐步向民用、体育、娱乐等多个生活方面逐步拓展.而3D打印技术的发展,也亟待有更多的功能性新材料不断地推陈出新,不再局限在聚乳酸(PLA)、聚碳酸酯(PC)、聚苯矾(PPSF)、ABS树脂[4-5]等单一树脂上.碳纤维复合材料进行快速生产,有利于提供更加高强、质轻的3D打印材料,有利于拓展碳纤维的应用领域向更加多元化的日常民品方面全面发展.
本文利用3D打印技术,将CF/ABS复合材料[6-7]设计制备了多种形貌的复合材料扳手,此种扳手的大小、口径、厚度均可控制,且为相同尺寸制备的普通扳手质量的1/6,应用强度可达到使用要求,完全满足质轻、高强、价格低廉的实际应用需要.
1 实验部分
1.1 主要原料
碳纤维T300,吉林石化公司碳纤维厂;自制碳纤维上浆剂,其中含有醇羟基和环氧基团,吉林化工学院制备;丁二烯-苯乙烯-丙烯腈三元共聚粉料(CHT)、苯乙烯-丙烯腈二元共聚物(SAN)、乙撑双硬脂酰胺(EBA)、硬脂酸镁(MAGST)、抗氧剂二硬脂基季戊四醇二亚磷酸酯(SPEP),化学纯,吉林石化公司合成树脂厂.
1.2 主要设备及仪器
双螺杆挤出机,TE-35,南京科亚公司;HAAKE PolyLab QC 模块化转矩流变仪; 注塑机:EC130S,日本东芝;融流指数测试仪:CEAST 2708,Instron公司;悬臂梁冲击强度测试仪:CEAST 9050,Instron公司;拉伸弯曲测试机:574洛氏硬度计,Wilson公司;太尔时代3D打印机,UP2,广州极臻三维设备公司.
1.3 3D打印用CF/ABS复合材料的制备
按照实验设计的配方将高抗冲丁二烯-苯乙烯-丙烯腈三元共聚粉料(CHT)、高流动苯乙烯-丙烯腈二元共聚物(SAN)、润滑剂乙撑双硬脂酰胺(EBA)、硬脂酸镁(MAGST)、抗氧剂二硬脂基季戊四醇二亚磷酸酯(SPEP)等原料加入到高速混合机中,充分混合5 min后,将共混料加入到双螺杆挤出机中熔融共混,并设置螺杆的升温区域为220、230、235、240 ℃,螺杆转速为120 r/min;将碳纤维丝束浸润到自制上浆剂中,提高碳纤维的集束性,并改善碳纤维丝与ABS树脂的相容性,将处理好的碳纤维丝束从中间喂料,挤出造粒,水冷却后切成Φ3 mm×Φ3 mm圆柱状产品,制备CF/ABS复合材料.
将所得的CF/ABS复合材料作为母料,调节ABS树脂和复合材料的比例,在哈克单螺杆挤出机中并添加少许表面光亮剂、黑色母和润滑剂,挤出温度设置为230~250 ℃,螺杆转速为20~25 mm/min,制备直径为1.75 mm±0.05 mm宽的3D打印用CF/ABS复合材料线材.
1.4 CF/ABS复合扳手的设计打印
利用skecth-up软件进行多种形貌扳手的打印建模,在3D打印机上设置打印温度范围为230~240 ℃,打印速度50 mm/s,打印精度0.15~0.4 mm,填充密度75%~100%,层高0.1 mm,壁厚0.8 mm等参数设置.就可以在电脑软件中设计出不同口径大小、长度、厚度以及是否中空等多种应用需求的扳手图形.例如图1为口径26 mm长13.2 cm厚1.5 cm的普通呆扳手的设计图,并利用这个3D打印呆扳手开启氮气钢瓶的阀门.

图1 3D打印CF/ABS呆扳手设计图及应用展示
在此基础上,利用3D打印设计方法可以制备多种形貌的CF/ABS复合扳手,适应于不同的工作需求,如图2所示.

图2 3D打印多种形貌CF/AB复合扳手
2 结果与讨论
2.1 3D打印用CF/ABS复合材料的分析
将所得CF/ABS复合材料在80 ℃下进行干燥2 h,注塑成型进行性能测试.注塑机各段温度分别为210、220、225、230 ℃;注塑压力为100 MPa,冷却时间为30 s.将测试样条在恒温避光条件下放置2 h后在室温25 ℃下,进行性能测试.所有样品的测试标准按照如下所述:悬臂梁冲击强度按ASTM D256-1992测试;拉伸性能按 ASTM D638-1991测试;弯曲强度按 ASTM D790-1992测试;熔体流动速率按 ASTM D1238-2010测试;洛氏硬度按 ASTM D785-2003测试.
如表1所示,随着碳纤维含量的增加,CF/ABS复合材料的冲击强度和熔融指数逐渐降低,而拉伸强度、弯曲强度和洛氏硬度会有增高的趋势.这主要是由于碳纤维无机相的加入到ABS弹性体中,会产生局部的相分离,虽然相容剂的存在可以改善这一现象,但是当受到冲击时,会从产生的局部应力部位而快速断裂,所以冲击强度会随着碳纤维含量的增加而快速的下降,但是在添加少量0.5%的碳纤维时,其冲击强度仍达到17.26 kJ/m2,可以满足一般的抗冲需要.同时,因为碳纤维在ABS树脂中会明显地降低熔融状态的流动性,故复合材料的熔融指数明显降低,但大于18 g/10 min的熔融指数是完全可以满足3D打印需要的.相反,在碳纤维加入后,因碳纤维的丝状结构会提高ABS树脂的拉伸强度和弯曲强度,特别是硬度的提高,有益于制备的3D打印扳手具有良好的使用强度.
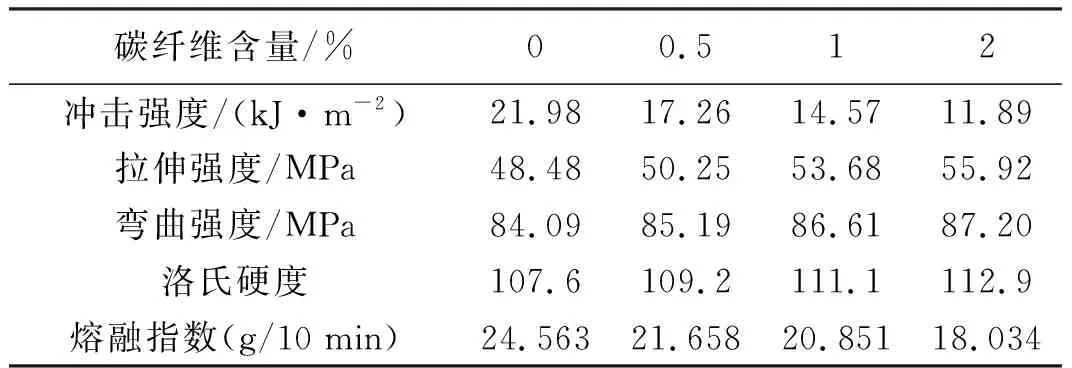
表1 不同CF/ABS复合材料的性能指标
2.2 3D打印用CF/ABS复合扳手生产技术优势
FDM(Fused Deposition Modeling)3D打印技术因其机械结构最简单,设计也最容易,制造成本、维护成本和材料成本也最低,是目前应用最广的3D打印技术.FDM技术可以打印的材料包括ABS、聚碳酸酯、聚乳酸、聚苯矾等多种热塑性树脂,FDM是唯一使用工业级热塑材料作为成型材料的积层制造方法.CF/ABS复合材料属于改性的热塑树脂,在其熔融指数控制和熔融温度调整下,完全适用于FDM3D打印技术,实现挤出并迅速凝固,完成逐层堆积,最后在空间上排列黏结结形成立体实物.
以3D打印碳纤维复合材料的扳手为例,制备方法简单、便捷,以一个长13 cm的复合材料扳手为例,其厚度为1.5 cm,调整打印速度可以控制打印时间2~3 h.此种3D打印碳纤维复合材料扳手在实用性强,强度和硬度都可以与通用的市售扳手相比,却具有质轻的优势,扳手的质量约为同尺寸的普通扳手的1/6.因此3D打印用碳纤维/ABS复合材料的研发可以在更多的民用小制件上进行推广.
2.3 3D打印用CF/ABS复合扳手生产成本优势
以制备3D打印碳纤维/ABS复合材料的扳手为例,一个长132 mm口径为26 mm,厚15 mm的呆扳手的制备时间为3 h,其质量约为20 g,按照上述的经费花费预算,3D打印碳纤维/ABS复合材料的价格可定为2万/吨~2.8万/吨(因碳纤维含量的不同而浮动),可制备上述的3D打印呆扳手近5万个,折合一个3D打印的呆扳手价格在0.4~0.56元一个,而实际上普通呆扳手的价格约为2元.简单由此可见,3D打印碳纤维/ABS复合材料制备的制件有其价格优势.
3 结 论
利用3D打印技术,制备一种更加适合打印的CF/ABS复合材料,通过建模打印多种形貌的CF/ABS复合扳手.这种复合扳手具有质轻、高强、制备快速、实用性强和价格低廉等众多优势.结合3D打印技术制备碳纤维复合材料制件,有利于拓展碳纤维复合材料在日常生活领域的应用.
猜你喜欢
考试与评价·高一版(2020年4期)2020-11-12
学生天地(2020年31期)2020-06-01
金属加工(热加工)(2020年12期)2020-02-06
学生天地(2019年30期)2019-08-25
童话世界(2018年8期)2018-05-19
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
