国产沟槽棒成型机工艺优化设计
2021-02-19 03:13杨步充
中国新技术新产品 2021年23期
李 柯 杨步充
(许昌烟草机械有限责任公司,河南 许昌 461000)
0 前言
随着烟草行业的不断发展,传统烟草制备工艺逐渐完善,消费者对新型烟草[1-3]种类与数量的需求越来越明显。瓦楞香烟作为新型烟草的一部分,具备大部分香烟所不具备的优点:1)吸阻小。以沟槽滤棒代替普通滤棒,沟槽的外形能有效减小吸阻[4],利于烟草燃烧后混合烟雾的通过率,增强消费者的体验感。2)健康指标高。沟槽滤棒由于其特殊的制备工艺,在成型的过程中使用的胶含量低,能有效降低燃烧后甲醛等有害物质的含量,比普通香烟更健康。3)外观精美。根据压花辊的设计与调节,沟槽形状可变换为三角形、半圆形、梯形等,为消费者提供更多的选择,颇具美观性。
但是,国内市场的沟槽棒成型机组多数是德国HAUNI公司的进口产品,购买成本高,维护周期长且困难大,因此机型国产化具有重大的研究意义。该文在HAUNI 公司KDF4瓦楞棒成型机组的研究基础上,对机器生产工艺以及布局进行优化设计[5]:1)纸张力部分优化瓦楞纸的走纸路径。2)加热部分采用平行式双加热器加热,加热面积增大。3)加湿部分根据经验设计注水量额定关系曲线,确保水润湿作用的均匀性。4)压花部分采用左右压印方式,后置纸平衡结构,有效减小断纸风险。
1 控制系统设计
沟槽棒成型模块采用Profibus-DP 架构,以西门子S7-300 为核心逻辑控制单元,通过IPC 界面写入控制参数给PLC,经过程序的逻辑处理过程后,通过DP 总线协议与从栈之间交换输入输出信号,从而控制各个执行机构的动作,伺服电机的控制主要通过AMK伺服控制器接受PLC 的信号协同各个辊之间的运动控制,控制系统的框架如图1 所示,实物控制系统电控柜如图2、图3 所示。
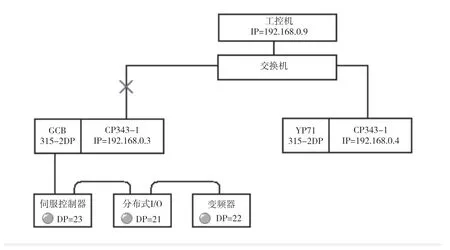
图1 控制系统构架

图2 控制电柜
2 纸张力部分设计
纸张力部分是沟槽模块的重要部分,当沟槽纸进入模块后,需要对纸的路径以及纸张力进行控制。路径控制是为了保证沟槽纸能够快速地进入成型部分,纸张力部分则是通过各个导向轮以及平衡轮和拖纸辊之间的配合,使模块中通过的纸张力维持在正常水平,既不能断纸也不能让纸松落[6]。HAUNI 公司的纸张力部分(图3)采用7 个导向轮,3 个平衡轮以及一对拖纸辊机构组成,脱纸辊的力臂升降机构采用步进电机驱动,拖纸辊压下后速度跟随力臂升降调整送纸速度。国产化沟槽棒模块纸张力部分(图4)采用11 个导向轮,3 个平衡轮以及托纸辊对,有效纸张力部分沟槽纸的长度可达3300mm,在空间布局设计以及纸平衡功能上优于HAUNI 的模块机。另外,张力臂部分采用独立伺服电机驱动,与步进电机控制相比,伺服电机电机具有启动快、反应迅速、闭环特性良好等优点。可以根据纸张力的变化快速精确地对拖纸辊速度进行控制,很大程度上减少了纸带抖动以及断纸的情况,保障机器稳定地运行。
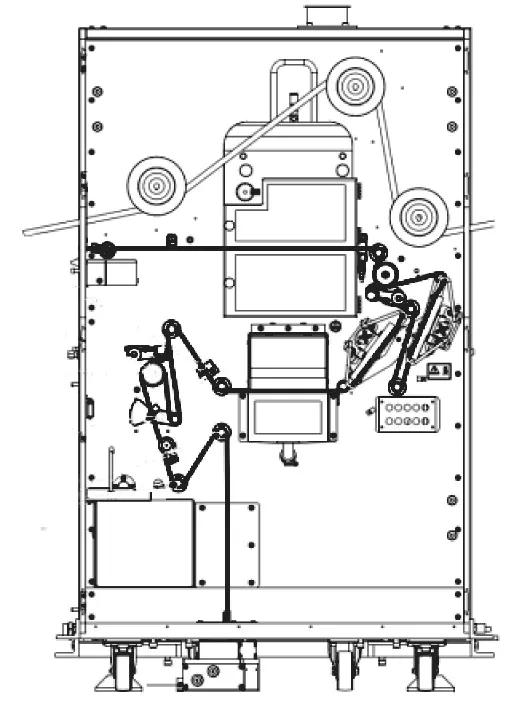
图3 HAUNI 公司纸张力部分
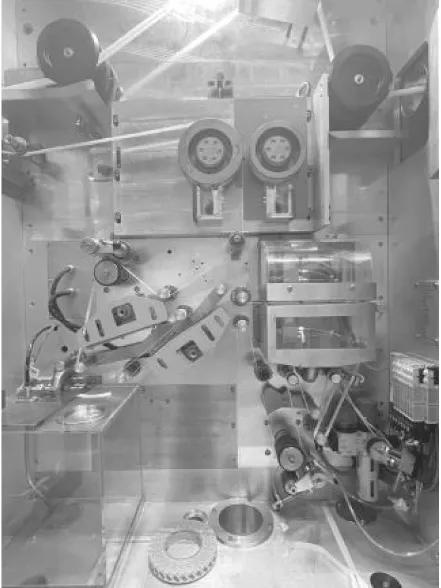
图4 国产化机型纸张力部分
3 加湿与加热部分设计
沟槽纸要最终压出带槽的花纹,需要经过加热与加湿的过程,两个过程都是为了改变成型纸的热形变特性,使压出的花纹清晰且不易回弹。HAUNI 机器的加湿部分功能(图5):水箱中的水经过水泵抽取并加热后传送至喷嘴,当压缩空气阀打开时,将水柱分散成水雾,对沟槽纸上面两个维度进行喷洒,喷洒水的量与机器生产速度相关,但不呈完全的比例关系,喷洒量的设定可在IPC 界面进行。国产化机型在延续加湿部分的基础上,根据机器运行经验总结出喷洒量与机器速度的曲线关系(图6),同时在控制程序中对机器速度设置阈值,使喷水量能完全按照曲线的方式喷洒,保证润湿效果。

图5 HAUNI 润湿部分
图6 喷洒量与速度曲线
加热部分工艺原理为沟槽纸经过被加热管加热的金属块表面,快速加热后改变纸的热形变特性,使其发生形变以后不容易恢复,从而保持沟槽定型特性。国外机型(图7)的设计利用两个加热块斜对称完成二次加热,但是处在纸抖动的情况下,纸会发生与加热块分离的情况,影响加热效果,进而影响沟槽成型。该文机型(图8)在原有双加热块的基础上,调节加热块方向至水平平行,增大加热块表面积,同时加热块表面相比HAUNI 来说,增大了加热块表面的凸角,一方面使纸在加热块上充分加热,另一方面可以进一步中和纸抖动对加热的影响,促成后续的压花工艺。

图7 HAUNI 公司加热部分

图8 国产化机型加热部分
4 压花设计
沟槽成型最后也是最重要的部分就是压花部分,压花部分常采用辊对控制,压花辊通过气缸锁死位置固定不变,压辊在机器处于运行状态时通过程序控制向压花辊行进,两者保持极小缝隙后以相同的线速度运行,将印花后的沟槽纸送至成型机部分。HAUNI 公司的压辊方式采用的是上下辊(图9)的方式,该方式下在机器平稳运行时效率较高,但是在机器启动制动以及加减速的过程中,容易出现卡纸或者断纸的情况。为了改善此类状况,国产化机器(图10)采用竖直方向上的压辊方式,同时在进入成型部分之前增加一块导纸版消除纸抖动带来的负面影响。同时在程序控制方面,优化了压辊行进过程中的逻辑控制方法,使气缸行程由单一的前进-制动变为前进-一级减速-二级减速-制动,避免了气缸行程出现偏差时两个辊的撞击,延长了使用寿命。

图9 HAUNI 公司压花部分

图10 国产化机型压花部分
5 优化工艺效果
国内首台沟槽棒成型机组已于2021 年初发往红塔辽宁沈阳卷烟厂调试,该机型是基于对接沟槽棒模块的特种滤棒成型机组,最大运行速度为3500 支/min,经过近一年的调试,现机器已经处于可正常生产状态。成品沟槽棒均符合沈阳卷烟厂提出的细支沟槽技术指标(表1),在运行过程中对比HAUNI 公司的机型:沟槽纸的抖动幅度以及抖动次数出现明显减少;VISU 界面对压花位置的调节周期明显减少;纸张力的大小浮动明显减弱,沟槽纸趋于平稳状态。
表1 沈阳卷烟厂提出的细支沟槽技术指标
笔者对连续10d 的检测平台数据进行分析,得出表2 的结果。
表2 中每组数据都是以每日不同时段的随机抽取样本进行检测得到结果的平均值。从表2 中的数据可以看出,对接国产沟槽模块生产的滤棒在保证其普通棒标准的前提下,沟槽数量、沟槽深度以及外观均达到验厂标准,对比HAUNI 公司的产品如图11 所示。

表2 沟槽棒细支技术指标
由图11 可知,ZL26D 长度更为平稳,沟槽数变化在界定误差范围内,且浮动较小;沟槽深度变化趋势更平缓,对比HAUNI 机型来说更具优势。
图11 沟槽技术指标对比
6 结论
根据优化设计工艺的结果可知,国产对接沟槽模块具有以下优点:成本低、便于维护、长度、沟槽数以及沟槽深度指标变化平稳。这使得沟槽棒机型的国产化成为了可能,但是要想真正实现国产化,还存在以下未解决的问题:1)压花辊机械件对精度要求高,目前只能使用进口件。2)对纸张力的控制还需要进一步研究,减少断纸松纸的问题。3)需要解决压花辊对接触时发热对沟槽指标的影响。下一步将对这些问题进行进一步研究。
猜你喜欢
中国交通信息化(2023年10期)2023-11-30
模具工业(2023年1期)2023-02-10
军民两用技术与产品(2022年7期)2022-08-06
轮胎工业(2021年10期)2021-12-24
能源工程(2021年3期)2021-08-05
轮胎工业(2020年9期)2020-03-01
铁道通信信号(2020年9期)2020-02-06
——压制花材
花卉(2017年21期)2017-11-07
生活用纸(2017年5期)2017-05-17
花卉(2016年3期)2016-04-16