
激光跟踪仪在水轮发电机组检修中的应用
2021-02-04 06:54成传诗黄奎
水电与新能源 2021年1期
成传诗,黄奎,吴 江
(中国长江电力股份有限公司,湖北 宜昌 443001)
目前,激光测量技术已广泛应用于航天、航空、造船、机械加工等精密工业测量领域[1],但在水电行业的应用较少,特别是在水轮发电机组安装、检修中涉及面少,大多在简单的测距等方面,为了充分利用激光测量技术,促进机组检修与安装技术的发展,本文对激光跟踪仪在水轮发电机组检修中的应用的可行性进行研究。
1 激光跟踪仪
1.1 测量原理
激光跟踪仪(图1)是结合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等高精度工业测量技术[2]。核心的激光干涉测距是以跟踪头中心为原点的球坐标系中的增量码测量系统。基本原理是跟踪头发出激光对目标发射器进行跟踪,通过仪器的双轴测角系统及激光干涉测距系统确定目标反射器在球坐标中的空间坐标,通过仪器自身的校准参数和气象传感器对内部系统误差和环境误差进行校正补偿,从而得到目标的精确空间位置[3],激光跟踪仪的坐标测量原理如图2所示。

图1 激光跟踪仪和测量靶球图
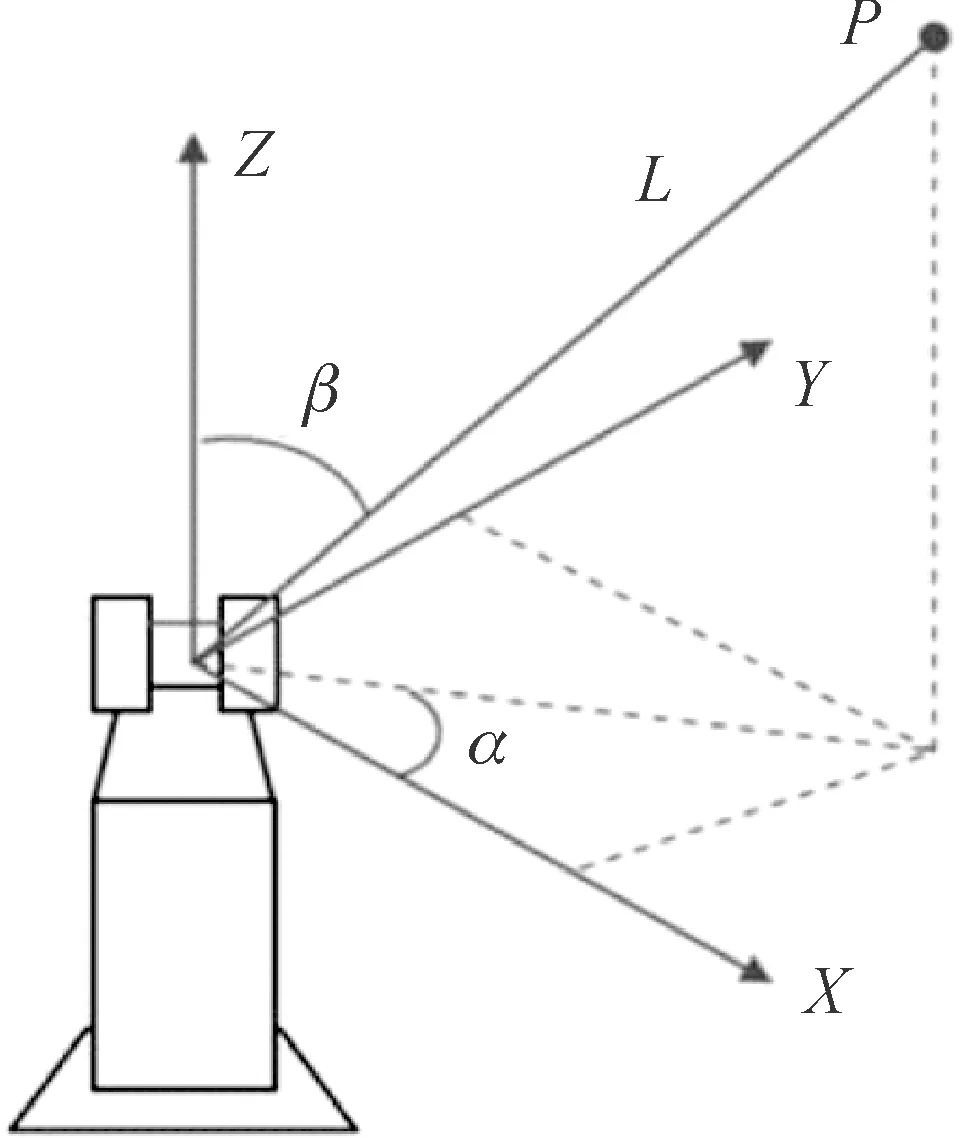
图2 激光跟踪仪测量原理图
跟踪仪测量系统采用极坐标测量技术,即仪器同时获取角度、距离值已得到空间三维坐标。通过右手坐标法则确定X轴,竖轴指向天顶方向为Z轴,如图2所示,坐标原始观测量有水平角α、垂直角β和斜距D算得到P点坐标[4]:
x=Dsinβcosα
y=Dsinβsinα
z=Dcosβ
1.2 设备参数
目前世界上激光跟踪仪研究处于领先水平的主要是美国自动精密工程公司(API公司)、法如科技和徕卡测量系统有限公司等三家公司,本次研究中使用了徕卡公司的Leica AT403激光跟踪仪,这款激光跟踪仪是徕卡公司最新一代激光跟踪仪。表1为这款激光跟踪仪的测量参数。

表1 Leica AT403设备参数表
2 测量试验
研究小组邀请了徕卡测量系统的技术人员在葛洲坝电站检修现场进行测量试验,并将测量结果同现场量具测量结果进行对比分析。
2.1 下压指高程测量
通过测量每个点的位置建立其空间坐标,利用其空间坐标可以计算出高程,测量时以1号压指为基准点,再测量另外9个压指的高程,将结果和水准仪测量结果进行对比,测量结果见表2。
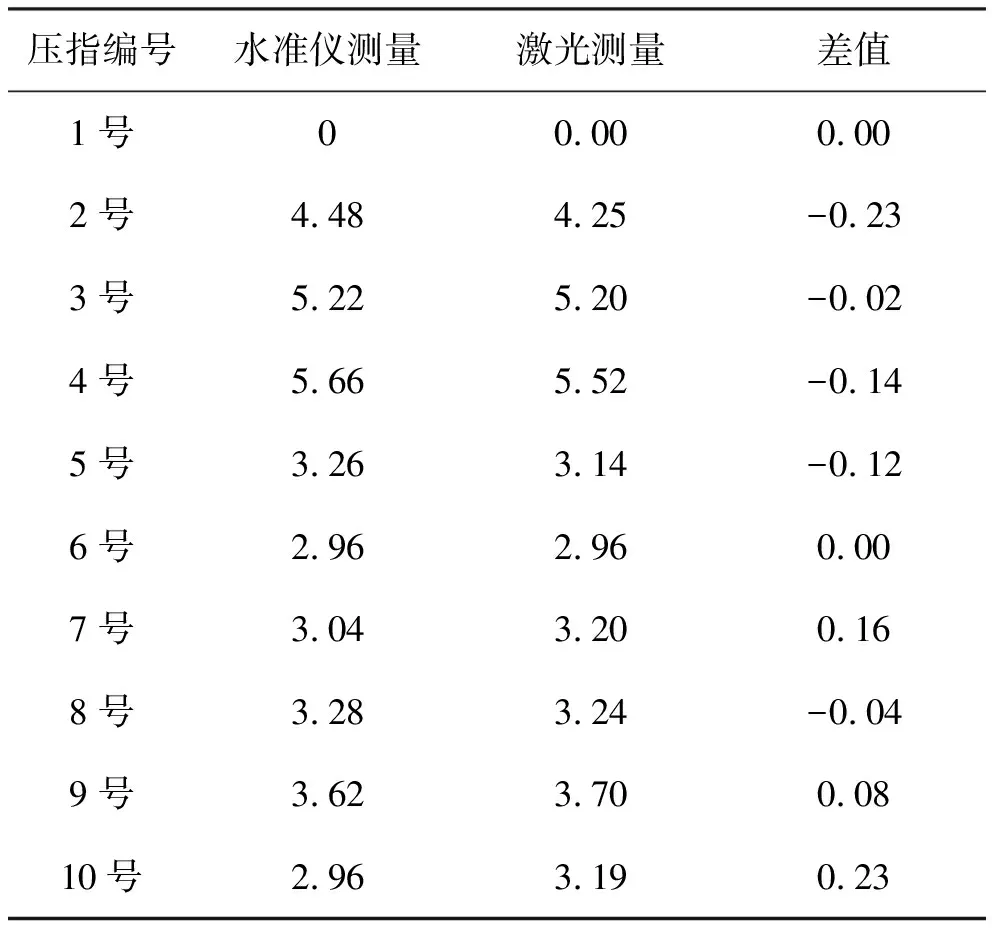
表2 下压指高程测量结果表 mm
激光跟踪仪与水准仪测量值平均差值0.01 mm,最大差值0.23 mm,测量偏差在允许范围内,测量结果有效。
2.2 大等分定位筋测量
现场测量大等分定位筋半径采用的是测圆架与内径千分尺结合的方式,激光跟踪仪测量是先测量定子测圆架中心柱外径找出中心柱中心,然后以定子测圆架中心柱中心为o点建立o-xyz坐标系,最后在该坐标系中测量定位筋半径数据,如图3。
测量结果见图4,激光测量数据与测圆架比偏小,最大偏差为0.624 8 mm,最小偏差为0.158 3 mm,平均差值为0.412 9 mm,安装技术要求半径测量偏差≯0.05 mm,测量数据无效。
2.3 转子磁轭半径测量
转子磁轭直径较大(大于14 m),传统测量采用测圆架、内径千分尺及钢琴线结合测量,先用内径千分尺和钢琴线测量一个点的绝对半径,然后用测圆架测量其他点相对于该点的半径。激光跟踪仪对转子磁轭外径进行测量,先测量转子内镗口空间坐标,计算拟合出转子中心,然后以此中心坐标为基准测量磁轭半径,由于跟踪仪不能一次对所有位置进行测量,总共需要转站3次。
图3 激光跟踪仪测量半径原理图

图4 激光跟踪仪与现场测量数据差值图
测量结果见图5,激光测量值和传统测量相比,最大偏差-3.385 7 mm,最小偏差0.000 1 mm,平均偏差0.914 7 mm。其中第一段偏差很小,最大偏差-0.374 9 mm,平均偏差0.094 8 mm,第二段最大偏差2.09 8 mm,平均偏差1.326 mm,第三段最大偏差-3.385 7 mm,平均偏差1.457 2 mm。激光跟踪仪测量磁轭半径,在不需要转站的情况下误差较小,大约在0.1 mm左右,但经过转站后,由于跟踪仪移动位置,平均测量误差骤然增大,误差超过1 mm,不满足技术要求精度,测量无效。
2.4 导轴承轴领直径测量
激光跟踪仪通过在轴领外侧测量一系列点,通过计算机拟合计算出圆柱面的半径。
测量结果见表3,两次测量数据均在参考值范围内,测量偏差值0.17 mm,测量数据有效。
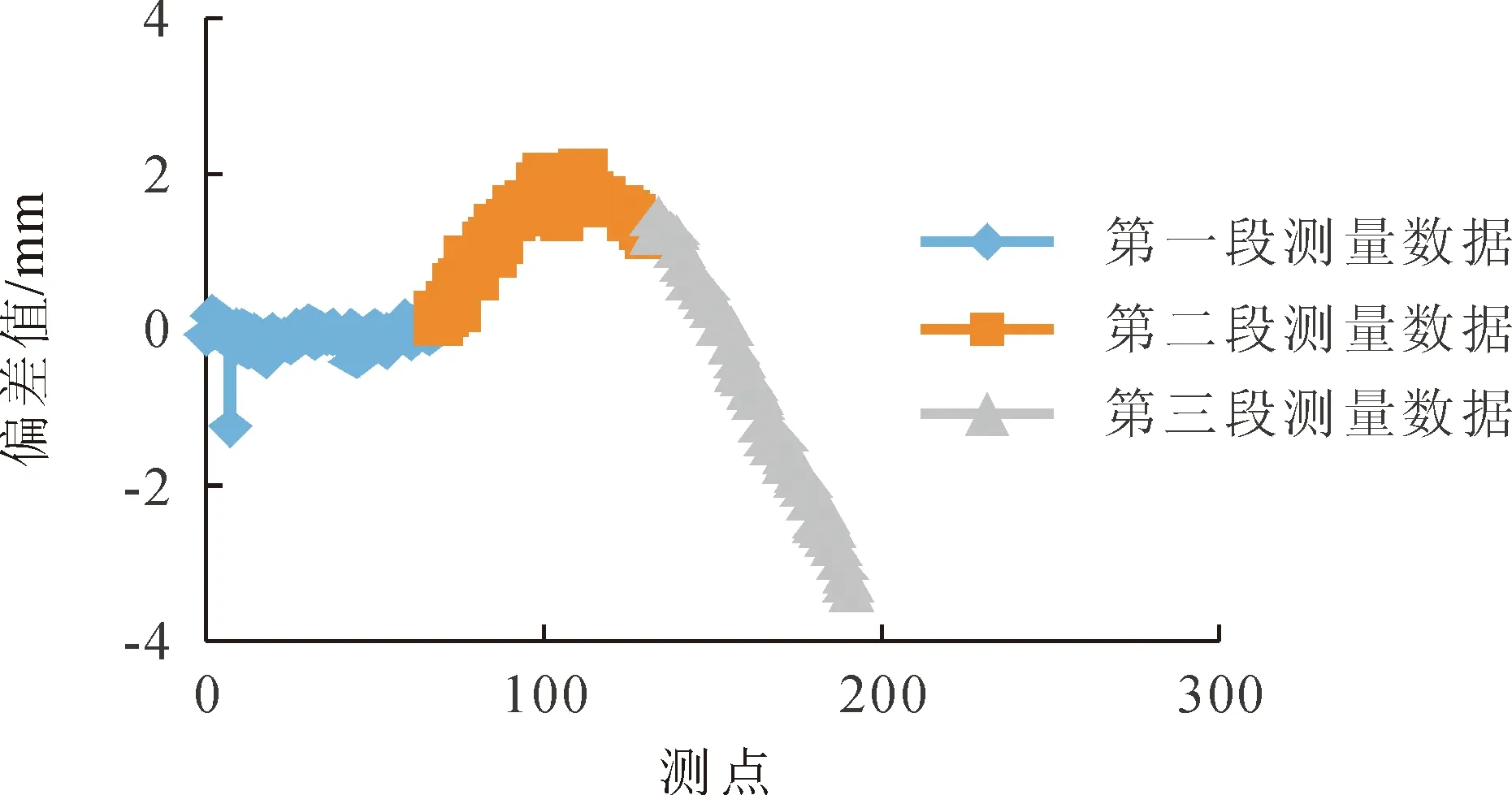
图5 激光测量与测圆架测量偏差图
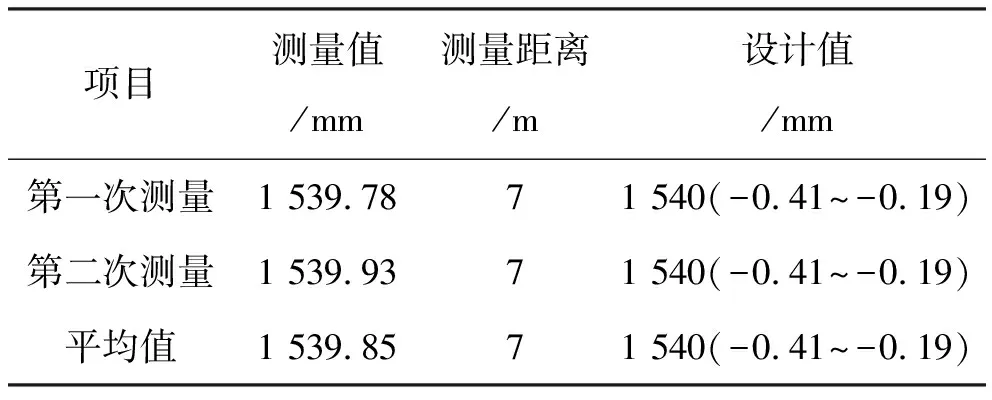
表3 轴领测量数据表
3 测量效率对比
将传统测量方法与激光跟踪仪测量所需工时进行对比,具体数据见表4。

表4 传统测量方法与激光跟踪仪测量所需工时对比表
从表4的数据来看,在一些测量工作量很大以及一些需要专用工装测量的项目,如转子圆度和定子半径等,激光测量测量效率高,但在一些简单的测量上,如中心柱外径和铜瓦内径等,由于跟踪仪测量之前需要调试,所以效率没有明显的提高。因此,激光跟踪仪在测量复杂(传统测量需要专用工装辅助)、大规模重复性测量时,测量效率很高,但在一些简单、测量量不大的工作中,测量效率相差不大。
4 结 语
在项目的研究过程中,通过对激光测量和激光跟踪仪的相关技术研究和在检修现场的实际试验,得出以下结论:
1)激光跟踪仪可以运用于检修现场高程测量,如下压指高程测量、风闸高程测量、转轮高程测量、推力头高程测量等;
2)利用激光跟踪仪可以测量小尺寸部件(直径小于3 m)尺寸,比如轴领之间、铜瓦直径等;
3)激光跟踪仪暂时无法满足范围很大(直径10 m左右)并且测量精度要求很高(≯0.05 mm)的测量,比如检修过程中的定位筋半径、垂直度、定位筋弦距测量等情况;
4)激光跟踪仪转站后测量误差急剧增大[5],无法满足直径较大(大于10 m)并且测量精度要求高(≯0.05 mm)的测量,比如转子圆度、半径;
5)激光测量速度快,无需使用大型工装,测量数据显示直观,精度较高,在水轮发电机检修过程中适用情况多,可以大大提高工作效率[6-7]。
猜你喜欢
中学生数理化(高中版.高考数学)(2022年2期)2022-04-26
商界评论(2022年1期)2022-04-13
资源信息与工程(2021年5期)2022-01-15
当代陕西(2020年23期)2021-01-07
学生天地(2020年6期)2020-08-25
中等数学(2018年8期)2018-11-10
草原(2018年2期)2018-03-02
消费导刊(2017年8期)2018-01-18
全球定位系统(2015年4期)2015-02-28
中国新技术新产品(2014年6期)2014-03-25
