
海洋平台及导管架焊接预热施工方法
2021-01-25 07:42杨风艳
锻压装备与制造技术 2020年6期
陈 阳,宫 晨,杨风艳,仝 强
(海洋石油工程(青岛)有限公司 山东 青岛 266520)
海洋平台及导管架在焊接作业前通常需要对其母材进行预热,使其达到一定的温度方可进行焊接作业,在实际施工过程中由于其接头的多样性以及预热工具特别是电加热片的布置和固定上如果选择不合理或是操作不规范,很容易造成预热温度不足进而导致焊接质量问题的出现,本文旨在介绍海洋平台及导管架焊接预热的常规要求及施工操作方法。
1 焊接预热的常规要求
焊接预热要求通常以《钢结构焊接规范》及项目焊接工艺规程为依据,主要如下:
(1)最高预热温度和最高层间温度应满足焊接工艺规定,即:最高预热温度和最高层间温度相同,最低层间温度与最低预热温度相同。
(2)必须在焊接开始前保持最低预热温度,且焊接过程中保证最低层间温度。
(3)通常情况下,当接头中较厚件的母材厚度t≤38时,接头焊缝的最低预热温度要求为20℃;当38mm<t≤50mm时,接头焊缝的最低预热温度要求为65℃;当t>50mm时,接头焊缝的最低预热温度要求为110℃。返修焊缝的最低预温度要求比原焊缝的最低预热温度要求高40~50℃。
(4)焊道所有方向上不得小于焊件最大厚度值,至少75mm。
(5)对于重要节点、高拘束的构件及母材厚度超过38mm的情况,通常采用电阻加热。
(6)焊接预热进行过程中需要对预热温度进行实时检测,避免温度不足及过热。
海洋平台及导管架厚板较多,主要采用电阻(电加热片)进行预热,当38mm<t≤50mm时,接头焊缝的最低预热温度要求为65℃,优先考虑采用拷把加热,不能满足预热要求时采用电阻加热。当t>50mm时,接头焊缝的最低预热温度要求为110℃,采用电阻加热。电加热片的布置及固定要求如下:
(1)电加热片宽度W<300mm时,宽度方向两端各采用一个角铁进行固定;W>300mm时,宽度方向两端各采用2个角铁进行固定。电加热片长度300mm<L<900mm时,长度方向两侧各采用2个角铁进行固定;L>900mm时,长度方向两侧各采用3个角铁进行固定。如图1所示。

图1 电加热片固定要求
(2)电加热片与钢材接触面不能紧密贴合时应根据情况增加角铁数量。
(3)多块加热片同时铺设时,间隔距离为50mm。
(4)角铁应根据加热片具体尺寸分别在宽度和长度方向上进行平均分布。
(5)角铁厚度不小于3mm,宽度不小于15mm,在加热片边沿的固定长度不小于50mm。
(6)角铁底部与母材采用填角焊进行连接。
2 烤把预热的选择及施工方法
烤把预热通常适用范围较小,操作相对简单,当t≤38mm时,接头焊缝的最低预热温度要求为20℃,采用拷把进行预热,具体如下:
(1)采用拷把预热时,应当在焊道周围100mm范围内持续移动,保证焊道受热的均匀性,禁止对同一区域持续长时间加热,加热过程中应当先去除水汽,并对预热温度进行检测,待水汽完全去除,且预热温度达到要求后进行焊接作业。
(2)预热主要采用燃气烤把进行,氧乙炔或割枪不能用来加热。采用气体火焰预热应注意防止被加热面过热、熔化或发蓝而引起材料失效。
3 电阻预热的选择及施工方法
海洋平台中预热温度要求超过65℃要使用电阻加热,主要的接头形式及施工操作如下:
(1)板、梁的T形接头,加热片应当距离焊道200mm,以便于施工人员进行焊接作业,加热片应当超过焊道边沿100mm,当加热片在板、梁上方时,除采用角铁进行固定外,可采用铁块等非可燃物进行压紧,但要保证其稳定性和安全性,见图2。

图2 T型接头电加热片布置
(2)板、梁的对接接头,加热片应当距离焊道200mm,以便于施工人员进行焊接作业,加热片应当超过焊道边沿100mm,当加热片在板、梁上方时,除采用角铁进行固定外,除采用角铁进行固定外,可采用铁块等非可燃物进行压紧,但要保证其稳定性和安全性,如图3所示。
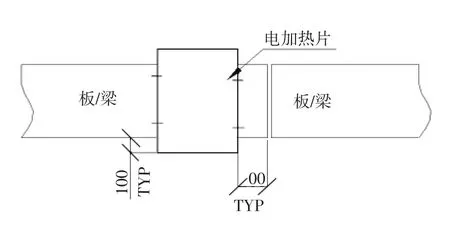
图3 对接接头电加热片布置

图4 拉筋端部电加热片布置
(3)拉筋落在梁格或板材上,加热片应当距离焊道200mm位置在拉筋上进行包裹,以便于施工人员进行焊接作业,并尽可能完成拉筋整个圆周方向的包裹。
导管架项目通常预热温度要求超过65℃需要使用电阻加热,主要为单个拉筋与主管相交及多个拉筋与主管相交的形式,见图5。

图5 导管典型架接头形式
导管架的接头形式相对复杂,不同的接头形式要采取不同的施工操作方法,具体如下:
(1)当拉筋与主管相交,主管内部空间允许施工时,在主管内部拉筋焊口背面布置电加热片,加热片应当覆盖整个拉筋口并超出拉筋边沿不小于100mm的距离。具体方式参见图6。
(2)当单个拉筋与主管相交,如果主管内部无法进入,加热片在拉筋口两侧沿导管母线方向进行敷设,加热片应当距离焊道200mm,以便于施工人员进行焊接作业,加热片应超过焊口区域100mm,见图7。

图6 主管内侧电加热片布置

图7 拉筋接口两侧电加热片布置
当室温较低采用图7形式无法达到预热温度的情况下,采用图8方式在接口四周进行电加热片的布置,见图8。
(3)当接口处为多个拉筋,采用上述图8布置方式无法达到预热温度要求时,则在图7的基础上,再在拉筋端部距离拉筋口200mm的位置,使用加热片对拉筋进行覆盖加热,如图9所示。
4 总结

图8 拉筋接口四周电加热片布置

图9 拉筋根部电加热片布置
规范的施工操作可以避免施工过程中由于加热片位置、数量布置不合理,加热片贴合不好等问题导致的预热温度不足问题,能够有效的保证焊接作业正常实施,减少焊接质量问题,同时也能很大程度上减少施工用电量,降低生产成本。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
医院管理论坛(2022年8期)2022-10-14
建材发展导向(2022年6期)2022-04-18
昆明医科大学学报(2021年12期)2021-12-30
油气·石油与天然气科学(2021年12期)2021-12-11
护理与康复(2021年3期)2021-11-30
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
中国房地产业·中旬(2017年8期)2017-08-13
科技与创新(2014年15期)2014-09-26
