
六缸曲轴锻件质量提升
2021-01-21 01:25:56高洁辽宁机电职业技术学院
锻造与冲压 2021年1期
文/高洁·辽宁机电职业技术学院
★项目支持:高职院校“双师型”教师能力提升策略研究,JYLX2020010
曲轴是发动机中最重要的零件之一,它输出发动机的全部功率,将活塞的往复直线运动变成旋转运动,用来驱动发动机其他零件进行工作。曲轴的工作环境非常恶劣,在工作时不仅承受活塞连杆组往复运动及旋转运动的惯性力作用,还承受着周期性变化的爆发压力,使曲轴长期处于弯曲、扭转、压力等循环应力的作用下,极易发生弯曲和扭转变形,导致曲轴产生疲劳和裂纹,甚至断裂。
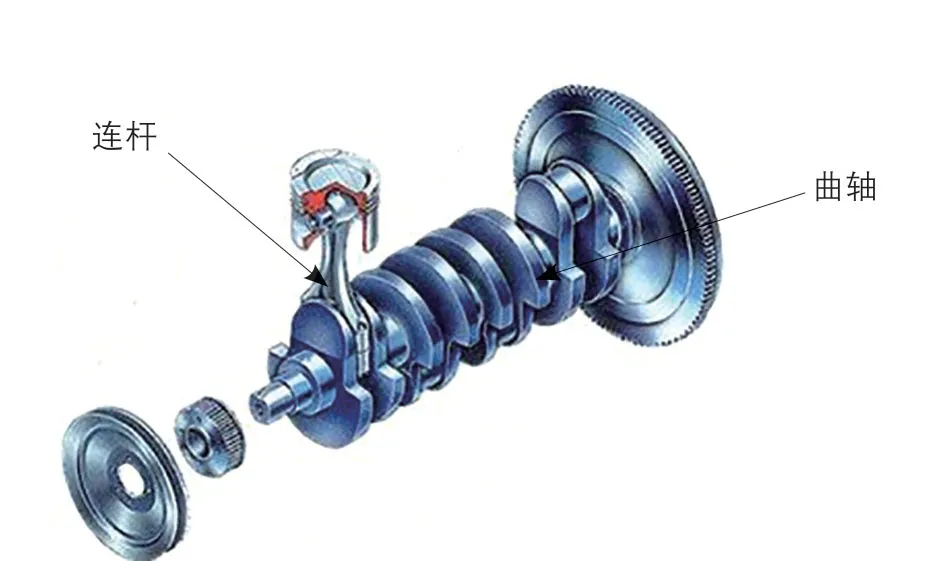
图1 曲轴旋转运动的产生
曲轴容易产生疲劳及裂纹部位
连杆是连接曲轴及活塞的零件,将活塞承受的力传递给曲轴,并将活塞的往复运动转变为曲轴的旋转运动,如图1 所示。从图1 可以看到连杆连接在曲轴连杆颈处,曲轴在连杆颈处受力大,极易产生疲劳及裂纹。抛开使用时产生疲劳及裂纹,在锻造时连杆颈处也易出现裂纹,图2 所示为曲轴连杆颈处剖切后显示的裂纹,此处裂纹若不消除,极易造成曲轴断裂报废。
六缸曲轴连杆颈处锻造裂纹分析
裂纹位置
在锻造时曲轴连杆颈处易出现裂纹的位置如图3所示,一般位于连杆颈的档部。

图2 连杆颈剖切后显示的裂纹

高洁材料成型专业群主任,高级工程师,获得省级优秀科技成果奖1项、省级质量科技成果奖1 项、市级科学技术研究成果奖1项、市级科学技术研究成果奖1 项,拥有1 项专利。
原因分析
⑴六缸曲轴及模具结构。
图4 所示为某六缸曲轴锻件三维立体图,其连杆颈互成120°,如图5 所示,曲柄半径为65mm,主轴颈直径为86mm,连杆颈直径为75mm。
六缸曲轴锻造时可采用整体式锻造或扭拐式锻造,当然采用扭拐式锻造需要有扭拐机。扭拐式锻造原理是将曲轴连杆轴颈锻造成180°夹角,在扭拐机上将连杆轴颈扭成120°夹角。使用扭拐设备会增加较大成本,只有整体锻造成形困难时才考虑使用扭拐设备,如生产斯太尔曲轴。由于该曲轴有12 个较大的平衡块,如图6 所示,在不具备扭拐设备前提下平衡块很难锻造饱满。整体模锻此六缸曲轴时连杆颈档部预锻模具结构如图7 所示,将档部储存8mm 左右高度的余料,以便终锻时该处有足够的材料填充平衡块及连杆颈档部,以减少连杆颈裂纹并使平衡块饱满成形。

图3 曲轴连杆颈处易出现裂纹的位置

图5 互成120°角的曲轴连杆颈

图6 有12 个较大平衡块的斯太尔曲轴

图7 连杆颈档部预锻模具结构
⑵裂纹产生原因。
此六缸曲轴即使预锻模具连杆颈档部脐子下降,高度达到10mm,锻后连杆颈档部仍存在裂纹。该六缸曲轴锻造工艺为感应加热-预锻-终锻-切边-校正,下料规格为φ118mm×880mm,预锻及终锻位于同一台压力机上。裂纹产生的主要原因有二:一是连杆颈档部余料不足,在锻造时该处上模凸起处首先与棒料毛坯接触,致使毛坯在该处材料减少过多;二是曲柄半径过大,造成连杆颈外部与毛坯料距离较远,成形困难,如图8 所示尺寸L。以上两个原因使连杆颈档部成形时材料流动剧烈,材料由预锻向外流动到终锻向内流动,极易产生裂纹。该裂纹若在锻造时没有解决,在热处理前则需要酸洗修磨,不仅降低产品质量、提高成本,还存在较大的安全隐患,因为人工修磨裂纹并不能保证完全将其修磨掉,且有的裂纹酸洗后可能难以发现。
裂纹解决
产生裂纹的主要原因中,第二个原因曲柄半径较大是不能改变的,只能在造成裂纹的第一个原因上想办法,即修改预锻模具结构,使预锻时该处储存足够多的材料,以解决曲柄半径过大连杆颈成形困难的问题。经过不断的修改,最终连杆颈档部预锻模具结构如图9 所示,其连杆颈档部上模凸起处基本完全削掉,并增大连杆颈处圆角半径至12mm(原为R5mm),以储存更多的材料。
结束语
在预锻模具结构设计中,一般要考虑预锻后的毛坯满足终锻成形优良,避免因预锻坯料不足使锻件出现折叠等缺陷,即预锻时要在终锻难以充满部位储存足够多的材料以满足终锻锻件成形。在设计中为了使预锻模具储存一定的材料,常用的设计方法为:降低预锻模具脐子的高度,减小脐子宽度,并增大脐子圆角,同时将预锻分型面圆角增大,以储存更多的材料,利于终锻成形。

猜你喜欢
海南开放大学学报(2022年4期)2023-01-04 13:25:26
西安航空学院学报(2022年4期)2022-12-03 06:28:16
通化师范学院学报(2022年11期)2022-11-23 09:36:18
装备制造技术(2020年2期)2020-12-14 03:09:26
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年4期)2019-04-04 12:21:34
制造技术与机床(2017年5期)2018-01-19 02:48:53
机械工程师(2015年9期)2015-02-26 08:38:12
机械工程师(2015年10期)2015-02-02 01:14:36
福建医科大学学报(社会科学版)(2014年4期)2014-02-27 10:47:57
