细粒浮选尾矿品位分析与改善
2021-01-15 06:24:27李青松黄丽李金龙
科技创新导报 2021年23期
李青松 黄丽 李金龙

摘要:为降低某矿业公司选钛厂细粒浮选尾矿品位,提高浮选回收率,确保钛精矿产量最大化和降低生产成本,对以往尾矿品位数据进行分析,设定优化目标将尾矿品位降低到5.50%,用因果矩阵和帕累托图分析影响浮选尾矿品位高的主要原因,筛选出关键因子,通过快速改善来优化关键因子,用全因子分析得到因子取值范围,根据取值范围确定最优的关键因子取值,最终超额完成预定目标,将尾矿品位从6.67%降低到4.91%。
关键词:尾矿品位细粒浮选质量管理数据分析
Abstract: In order to reduce the grade of fine-grained flotation tailings in a titanium concentrator of a mining company, improve the flotation recovery rate, maximize the output of titanium concentrate and reduce the production cost, the previous tailings grade data are analyzed and the optimization target is set to reduce the tailings grade to 5.50%. Firstly, the main reasons affecting the high grade of flotation tailings are analyzed by Causal Matrix and Pareto Diagram. Then, the key factors are screened out and optimized through rapid improvement. Finally, the factor value range is obtained by full factor analysis, the optimal key factor value is determined according to the value range, the predetermined goal is exceeded, and the tailings grade is reduced from 6.67% to 4.91%.
Key Words: Tailings grade; Fine particle flotation; Quality management; Data analysis
随着矿山的深度开采、工序工艺及设备的变化,尾矿细粒浮选原料变得越来越不稳定,影响产品合格品味。位于P市的某矿业公司尾矿车间,主要采用强磁—强磁—浮选工艺选别钒钛磁铁矿中细粒级钛铁矿,生产出合格品位的PTK20钛精矿[1]。通过生产数据分析发现,浮选尾矿品位波动大,尾矿品位高达6.67%,造成微矿作业区产量不稳定。因此,有必要进行尾矿细粒浮选品味分析,尾矿品位改善目标值设定为5.50%。
1关键因子分析与改善
1.1筛选关键因子
通过对人、机、料、法、环5个方面因素分析,发现有25个影响浮选尾矿品位的波动因素。根据其对原矿粒级、药剂用量和给矿浓度的影响程度高低设置重要度,计算出各个影响因素的权重,按照影响因素权重系数从高到低排列,发现前15个因素对尾矿品味波动的影响达到81%。选择这15个影响因素作为重要因子进行FMEA分析,分析过程如表1所示。
表1中的RPN值按Pareto排序发现,影响度占82%的8个关键因子是:X1-脱泥效果、X2-阀门开启度、X3-药剂添加量、X4-处理量、X5-操作参数、X6-隔渣效果、X7-药剂种类、X8-适应性。
1.2初步快速改善
在8个关键因子中,先对其直接控制的6个因子实施快速改善,如表2所示。
由表2的FMEA分析可以看出,快速改善后的RPN比改善前有明显降低,表明因子对尾矿品位的影响有一定程度的降低,快速改善取得一定效果。
1.3关键因子多元回归分析
初步改善后,X1脱泥效果(粒级范围)、X3药剂添加量、X5操作参数(提升阀门刻度)、X4处理量、X7药剂种类仍有改善空间,对这5个关键因子进行多变异分析。分析结果发现,浮选尾矿品位随着药剂添加量的增加而逐渐降低,但高于某一值后逐渐升高;提升阀门刻度降低,对降低浮选尾矿品位有一定效果[2-3];矿物中-400目粒级含量控制在适宜范围,对降低尾矿品位有一定效果;处理量越大,尾矿品位越不易控制。从目前最优A类药剂的等值图中得知各影响因素的取值范围:粒级范围20~20.82mm;处理量范围65~67.97t/h;提升阀门刻度、药剂添加量的保持值分别为8.875、6.3625[4-6]。
1.4全因子分析
通过改善后提升阀门刻度(X5)P值为0.558>0.05,对Y影响不显著,制定了提升阀门刻度读数标准,实现了精准操作,该因子已经得到解决。药剂A优于药剂B,所以选择药剂A。该阶段还需改善的关键因子有X1-脱泥效果、X3-药剂添加量、X4-处理量。通过DOE全因子分析后得到X因子的取值范围分别是:X1为20%~23.78%、X3为6.34~7.00kg/t、X4为60~76.51t/h。根据生产需要取最优因子值:X1(20%)、X3(6.7kg/t)、X4(75t/h)。
2效果验证
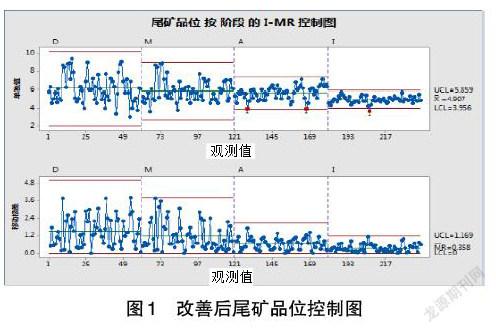
通过改善后尾矿品位均值控制在4.91%,通过I-MR控制图验证其有效性,从图1看出最终改善后的尾矿品位在控制区间内,控制范围波动稳定,達成预定目标(5.05%)。
3结语
用因果分析筛选影响尾矿品位的关键因子,对关键因子进行取值范围分析,根据取值范围对其进行快速改善和现场管理,最终将尾矿品位降低到4.91%。本文将应用统计的方法和现场管理的方法结合起来,首先采用应用统计的方法进行数据分析,然后依据数据分析的结果为导向改善影响尾矿品位的关键因子,结果表明,这种方法对降低尾矿品位有积极作用。
参考文献
[1]谭鑫.钨锡矿物螯合捕收剂靶向性分子设计及其作用机理研究[D].沈阳:东北大学,2017.
[2]李龙江.活化赤泥吸附剂制备及其对磷矿浮选废水中磷吸附机理研究[D].贵阳:贵州大学,2020.
[3]庞杰.典型氧化铅锌矿物水热硫化-浮选基础理论研究[D].昆明:昆明理工大学,2020.
[4]邓冰.攀西某钒钛磁铁矿选铁尾矿选钛试验研究[J].矿产综合利用,2018(2):91-96.
[5]王建平,祝勇涛.攀枝花白马选矿厂选钛粗渣铁、钛回收试验[J].现代矿业,2018,34(12):121-125.
[6]蔺慧杰.活化剂KT-51在锡石浮选中的作用机理研究及应用[D].昆明:昆明理工大学,2020.
猜你喜欢
选煤技术(2021年3期)2021-10-13 07:33:36
选煤技术(2021年3期)2021-10-13 07:33:36
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:26
江西建材(2018年4期)2018-04-10 12:36:50
科技创新与应用(2017年25期)2017-09-09 06:27:39
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:06
环境卫生工程(2016年2期)2016-07-25 08:35:49
魅力中国(2016年8期)2016-05-14 03:07:19
中国资源综合利用(2016年9期)2016-01-22 08:35:21
中国石油和化工标准与质量(2013年7期)2013-04-29 08:06:52