螺纹拧紧技术研究与应用
2021-01-13 12:17李柏乐张志存
装备制造技术 2020年10期
李柏乐,张志存,陈 荣
(广西柳工机械股份有限公司,广西 柳州545007)
0 引言
螺纹联接结构形式广泛应用于机械制造行业,螺纹联接的质量对产品的可靠性起着关键作用。螺纹拧紧是螺纹联接的一项重要质量指标,包含拧紧技术与防松技术螺纹拧紧技术。随着客户对产品质量要求越来越高,要求企业掌握螺纹的拧紧技术与防松技术以不断提高产品的可靠性。所以如何掌握并应用螺纹拧紧技术对提升产品的质量非常关键。
1 拧紧技术
1.1 夹紧力设计
夹紧力是螺纹联接产生效果的一个重要参数,在螺纹联接结构设计时需要通过分析受力情况来设计夹紧力的大小。螺纹拧紧时随着螺母的旋转将螺母与螺栓头的距离不断缩小,螺栓受拉时将产生拉力,联接件受到挤压时产生夹紧力,此时的夹紧力就是螺纹拧紧时需要保证的一个重要参数,如图1所示。因为螺纹联接在夹紧力作用下有自锁功能,所以夹紧力设计的大小需要满足工况要求,即在产品工作的情况下保证夹紧力足够大,以保障螺纹联接在夹紧力作用下螺纹自锁功能起效,从而保证螺纹联接的可靠性。具体夹紧力设计的详细过程请参考《机械设计基础》[1]。
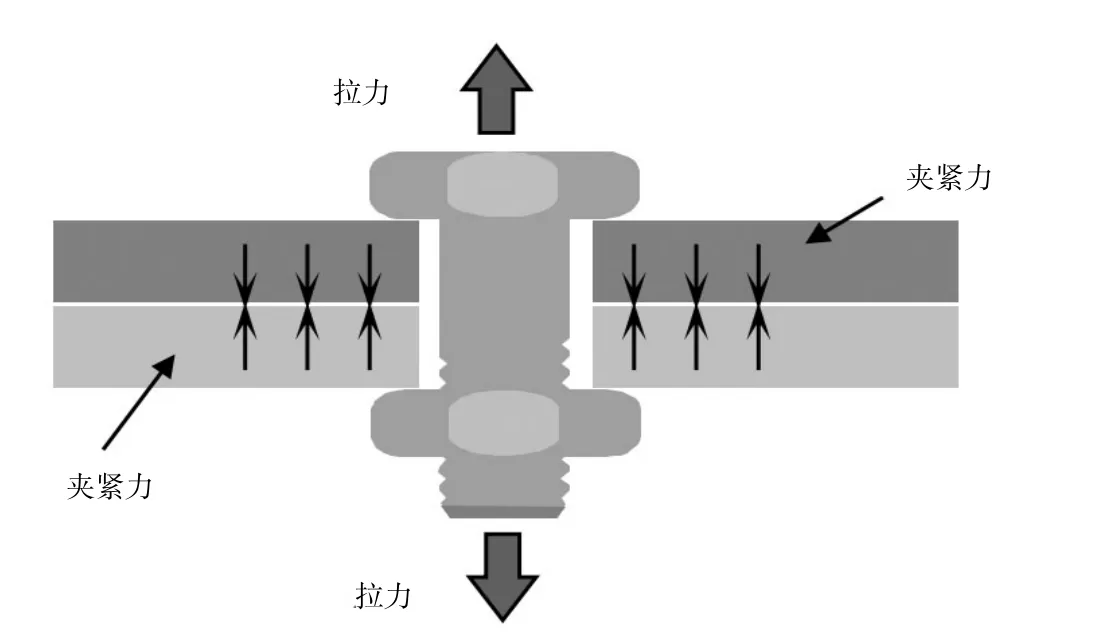
图1 螺栓受力分析
1.2 拧紧策略
1.2.1 扭矩控制法
扭矩控制法是拧紧螺栓头或螺母时控制扭矩值从而获得相应夹紧力的一种拧紧方法,也是应用最广泛的一种拧紧方法。扭矩与夹紧力的关系一般遵循5-4-1原则,即所施加的扭矩50%需要克服螺栓头或螺母旋转所产生的摩檫力,40%需要克服螺纹副的摩檫力,10%产生夹紧力,如图2所示。
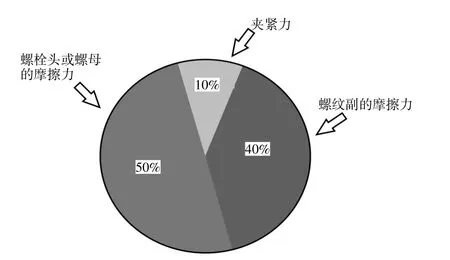
图2 扭矩的传递
如果将螺栓头及螺纹副产生的摩擦力当成总的摩檫力,那么扭矩与夹紧力的关系如公式1所示。

T为扭矩;K为摩擦系数,一般取值为1.5~2.5;F为夹紧力;d为螺栓公称直径。
扭矩控制法具有简单易操作成本低的特点,应用比较广泛,但由于影响K值的因素比较多,如联接件涂层材料、螺栓的涂层材料、联接形式、螺纹质量等都会影响K值,导致相同扭矩产生的夹紧力有一定的偏差,所以扭矩控制法一般不用在夹紧力精度要求很高的部位。
1.2.2 扭矩-转角控制法
扭矩-转角控制法是先将螺栓拧紧到目标扭矩的10%后再旋转一定的角度从而获得相应夹紧力的一种拧紧方法。旋转的角度可以通过计算得出一个近似数,但最后需要通过实验得出最终结果,具体的拧紧过程如图3所示。
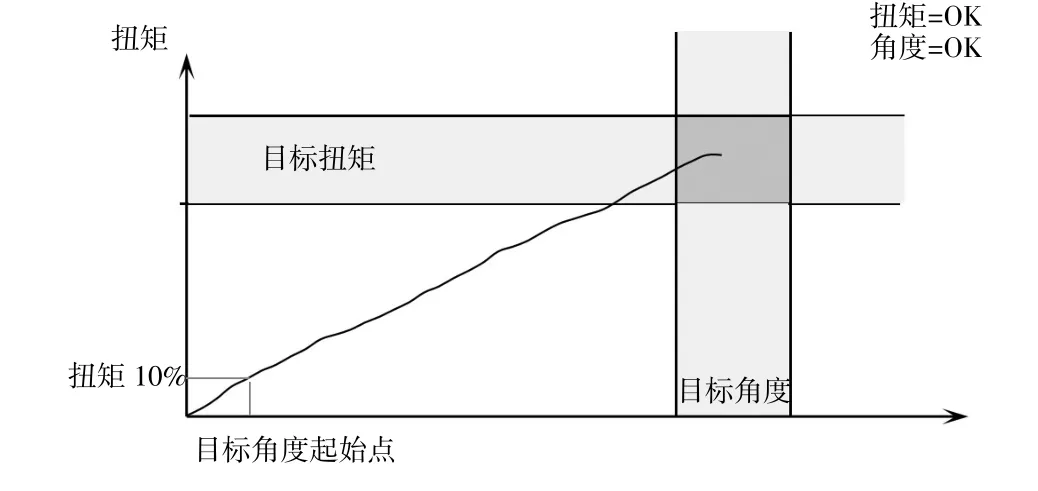
图3 扭矩—转角控制过程
扭矩-转角控制法最大优点就是不受螺栓头及螺纹副摩擦力的影响,所以产生的夹紧力仅与螺栓的拉伸和构件受压缩的长度总和有关,即转角大小有关,所以该方法获得的夹紧力精度比较高。扭矩-转角控制法主要应用在重要的装配部位,如发动机缸盖螺栓的连接、连杆螺栓。但该方法工艺比较复杂,控制的角度参数需经过试验确定,而且设备的价格特别高,维护费用也较复杂。
1.2.3 螺栓长度控制法
螺栓长度控制法是在拧紧过程中控制螺栓的伸长量从而获得相应夹紧力的一种拧紧方法。该方法一般采用测微仪直接测量拧紧过程中的螺栓伸长量,或用超声波测长仪等高精度的动态测量仪测量螺栓的伸长量,从而控制夹紧力。夹紧力与伸长量的关系如公式(2)所示。

F为夹紧力;K为螺栓的应力因子;ΔL为螺栓的伸长量。
螺栓长度控制法的优点是夹紧力的控制精度高,预紧力可以控制在±5%内。但这种方法需要专用装置测量螺栓的伸长量,在连续生产过程中无论在具体结构上和实施方法上都很困难,只能应用于实验室,产品设计研究,工艺设计阶段,航空安全要求高的情况,无法应用于大量生产。
1.2.4 屈服点控制法
屈服点控制法是拧紧过程中拧紧设备监控到螺栓强度的屈服点时就停止拧紧从而获得相应夹紧力的一种拧紧方法。螺栓在拉伸过程中屈服点的监控完全是靠拧紧设备通过转角与力的变化计算识别,从而达到控制夹紧力的目的,如图4所示。
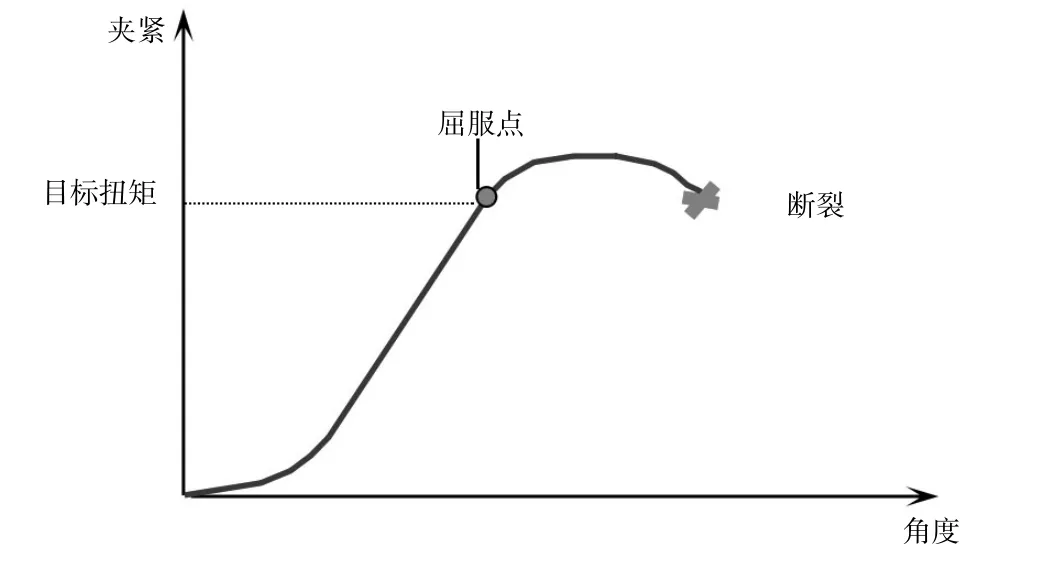
图4 屈服点控制过程
屈服点控制法的优点是不受扭矩控制法摩擦系数和扭矩-转角控制法的起始点扭矩影响,从而克服了扭矩控制法和扭矩-转角控制法的缺点,提高了拧紧精度。但是屈服点控制法对螺栓的材料和热处理要求较高,一般应用于要求特别高的装配部位,此外由于拧紧时螺栓已达到了螺栓强度的屈服点,不能重复使用。
2 防松技术
2.1 机械防松法
机械防松法是利用额外加装的机械装置来防止螺纹副产生相对运动从而达到螺纹防松效果的一类防松方法。如图5所示是常用的机械防松法。
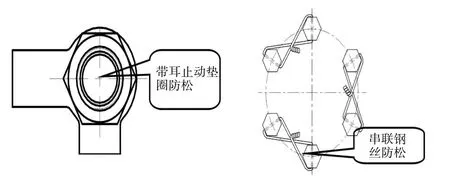
图5 止动垫圈及串联钢丝放松法
2.2 摩擦防松法
摩檫防松法是通过增加螺栓头摩檫力或螺纹副摩檫力从而达到螺纹防松效果的一类防松方法。摩檫防松法常用的方法有双螺母防松法、尼龙螺母防松法、楔形螺母防松法等,其中双螺母防松法及楔形螺母防松法如图6所示。
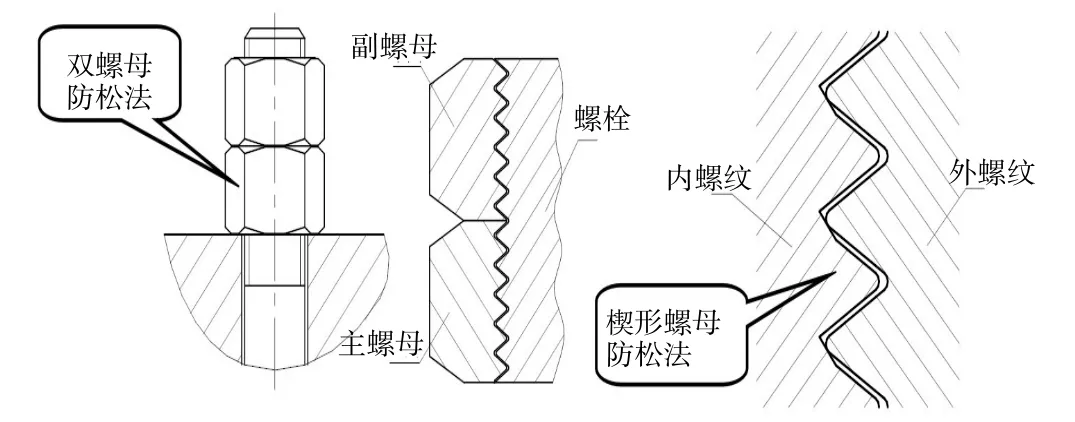
图6 双螺母及楔形螺母防松法
2.3 破坏螺纹副防松法
破坏螺纹副防松法是通过破坏螺纹副从而达到螺纹防松效果的一类防松方法,如图7是常用的一种破坏螺纹副防松法。
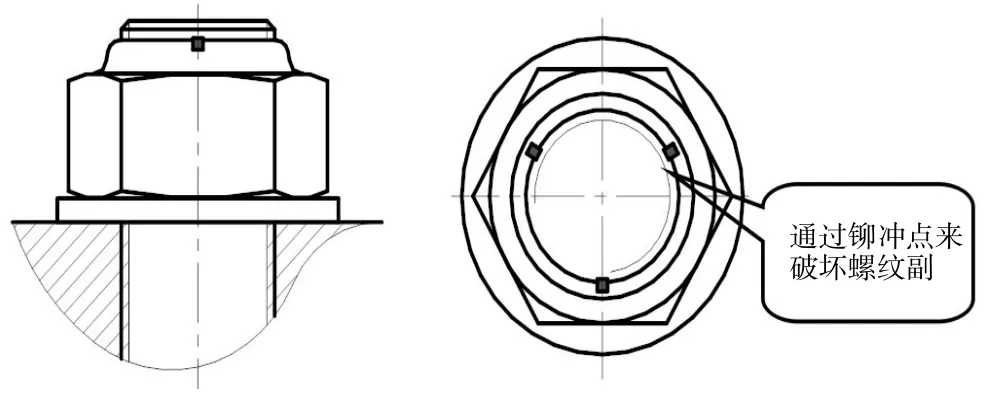
图7 破坏螺纹副防松方法
2.4 粘接防松法
粘接防松法是通过在螺纹副之间添加粘接剂来产生固持力从而达到螺纹防松效果的一类防松方法,如图8所示。
图8 添加螺纹胶防松法
3 结束语
螺纹联接是一种可拆卸的固定联接,它具有结构简单、联接可靠、拆装方便等优点,广泛应用于机械制造行业,掌握螺纹拧紧技术并加以应用对提升产品的质量非常重要。拧紧技术首先要对夹紧力进行合理设计,然后通过合适的拧紧策略获得相应的夹紧力,最后对于某些震动恶劣的部位,必须要考虑防松技术的应用,以达到良好的螺纹防松效果。此外,需要考虑产品结构空间特性及拧紧效率要求,选择合适的拧紧工具[2],从而保证产品的质量,提升产品的竞争力。
猜你喜欢
基层中医药(2022年5期)2022-10-24
南方农机(2022年10期)2022-05-14
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
思维与智慧·上半月(2020年4期)2020-04-13
模具制造(2019年10期)2020-01-06
发明与创新·小学生(2019年8期)2019-08-27
中西医结合心血管病电子杂志(2019年14期)2019-07-05
电子制作(2018年2期)2018-04-18
会计之友(2018年4期)2018-02-02
探测与控制学报(2015年4期)2015-12-15