
高温合金导管薄壁件变形控制研究
2021-01-13 02:23:04赵红庆
中国新技术新产品 2020年22期
赵红庆
(中国航发商用航空发动机有限责任公司,上海 200241)
0 引言
从查阅国外相关资料并依据实地参观交流外企生产加工现场情况来看,长筒类薄壁件的加工、变形及振纹问题依然是一个生产瓶颈。依据国内企业现场技术交流和生产情况来看,长筒类薄壁件的变形和加工振纹问题也不容乐观。通过技术交流,也可以了解到与国外情况基本一致,仍然存在该类问题。
该文从实际加工出发,以航空发动机涡轮通用材料高温合金导管薄壁件为研究对象,结合国内加工厂内的实际状况,按零件结构分为深孔加工和外型加工两类进行研究,提出具有实用价值和实战经验的解决方案。
1 深孔加工解决方案
在深孔类零件加工的整个系统中,可以大致分为刀杆、工件、机床3 个部分。在这3 个部分中,刀杆是整个系统中刚度最差,产生扰度最大的部件。如图1 所示,刀头部位悬长较大,切削时易产生振动、波纹、锥度,从而影响了深孔的直线度和表面粗糙度。
传统加工方案对零件进行车削,在刀杆设计抗振方面考虑欠佳,会在一定程度上产生加工振纹,并且产生不同程度的加工让刀现象,导致零件产生变形和尺寸大小不一的问题,且易产生加工振纹。
针对以上加工问题,对零件深孔加工方案进行改进,包括以下2 点:1)增强刀片与刀杆的抗扰程度,减少振动影响。2)考虑零件深孔结构适用于珩磨工艺,先采用优化后的新刀具方案进行精镗,最后用精加工珩磨技术代替深镗孔方案,解决了高精度内孔加工问题,提高了零件表面粗糙度和尺寸要求。
1.1 深孔新刀具方案
为了解决刀具加工时产生的因刀具与零件切削抗力影响而造成的刀具振动现象,结合零件内孔设计要求以及刀具加工颤振的原因分析,对精车刀具重新进行设计,以满足加工需求,提高零件的加工质量。
刀具抗振方面,在刀头上,需要考虑如何与刀杆进行连接。为了更好地提高定位精度以及车削过程中的刚性,利用三角稳定原理,如图2 及图3 所示,设计三点(三孔)定位装夹方式,提高刀具的整体刚度,以满足加工要求。
另外,基于刀头在加工过程中因切削抗力产生的振动现象,除了三点定位以外,从摩擦力角度出发,为增强抗振效果,在刀头与导管配合抗振设计上,同时在刀杆与刀头端面上设计了端面齿形,形成精密配合,避免刀头在加工中产生颤振现象。图4 为端面齿形图。
1.2 珩磨技术的应用
珩磨工序在整个工艺过程中安排在精镗加工之后,主要考虑在内孔精镗后由于刀杆悬长较大,刚性不足,依然会在零件的内孔表面产生一定的表面锥度。基于该情况,在内孔精镗以后,留有一定的余量,单边控制在0.2 mm 作用,再进行珩磨加工。珩磨加工作为一种高效的磨削方法,可以小余量实现精密加工,保证零件的表面质量,避免加工振纹产生。

图1 深孔加工刀具示意图

图2 三角稳定受力示意图

图3 刀头结构设计

图4 刀头端面配合设计
1.2.1 珩磨参数的确定
珩磨加工作为一种精密磨削技术,不宜磨削较大余量的工件。为了保证加工质量,需要对加工参数进行选择。
珩磨余量的大小取决于孔径和工件材料。对高温合金来说,一般珩磨的加工余量为0.05 mm~0.1 mm。加工余量太小不容易保证所有面被全部加工,太大又会影响珩磨的加工质量。在珩磨前需要进行的精加工,由于车削刀具在加工过程中会产生一定的磨损和由于刀具刚性产生的让刀现象,对导管来说,充分考虑以上因素,余量建议控制为0.1 mm 左右。
珩磨头的转速一般为100 r/min~200 r/min,往返运动的速度一般为15 m/min~20 m/min。对高温合金来说,磨削转速建议增大,进给速度降低,以保证加工质量。
以高温合金短套筒为试验加工,确定最佳的加工参数。设定在转速n=200 r/min,往返进给速度vm=15 m/min,不同进给量ap 的试验,油石条为CBN(立方氮化硼)。
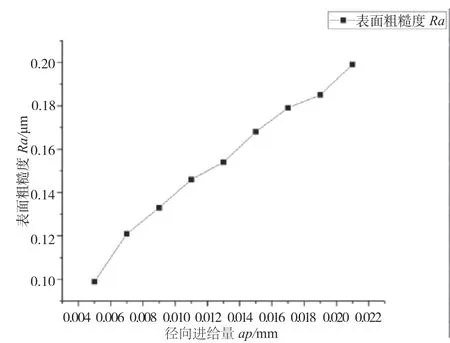
图5 进给量ap 与粗糙度数值统计
图5为珩磨进给量与粗糙度关系的统计曲线。从图中可以看出,对深孔加工的精密磨削加工,随着切深ap 的增加,零件的表面粗糙度也随之增加,同时还会造成较大的径向切削力。因此对照设计图纸粗糙度Ra0.80 要求以及内孔配合要求,并且从提高生产效率的角度出发,建议选择ap 不超过0.02 mm,分多次上刀,以保证磨削效果。
1.2.2 方案有效验证
在短套筒实际加工零件效果上验证深孔加工方案的可行性,进行了最终表面的粗糙度检查,如图6 所示。
粗糙度测量仪的检测结果为Ra=0.3~0.4,符合不大于Ra0.8 要求。
2 车铣加工解决方案
对高温合金导管薄壁件的研制生产,容易在表面产生加工振纹,使零件变形超差,需要分析由于刀具的选择、参数匹配不一致以及装夹方式不合理造成的零件悬空车削带来的影响。
2.1 偏具与参数的匹配优化
车削外圆型面上主要分为加工外圆直面、度面和外圆槽结构。图7 为零件简化外型轮廓。

图6 100X 电镜检查

图7 外型面结构
外圆直面以及内孔加工在零件结构中占据了较大比例,偏刀是应用最大、消耗量最大、影响表面质量最为密切的刀具。基于该方面考虑,零件粗加工到最终尺寸之前,按照加工经验,对高温合金精加工的正常线速度和选择精加工常用的加工参数,进行试验,最终在精加工时,保证零件的加工要求。该章节只对刀具R大小与加工参数匹配关系对零件加工质量产生的影响进行研究,以确定最合适刀具与加工参数的匹配关系。
为了减少零件的加工应力,采用小余量车削,为了满足良好的切削效果,刀具需要具备耐磨、重复定位精度高,抗冲击等特点。对零件外圆直面和度面的加工,选择刀片为35°菱形刀片,牌号VNMG160408 IC806 为ISO 国际标标准车刀片进行试验。选择不同的加工参数如下:策略设备为便携式粗糙度测量仪。
表1 显示刀具R0.4 条件下,不同切削参数的数据统计。根据以上检测数据,采用Origin 软件进行数据采集,得出以下分布。
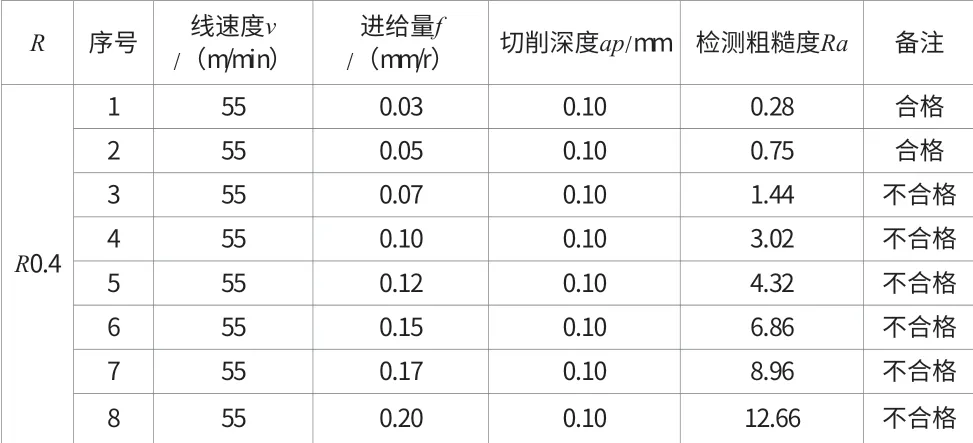
表1 不同参数下的Ra 统计(R0.4)
图8 为R0.4 与进给量f匹配统计关系图。从以上数据和拟合曲线可以看出,单子参数固定刀具R尺寸大小,随着进给量f的变化,粗糙也随之变化,拟合数据曲线成二次函数分布。基于更多的统计数据和规律,统计出匹配关系函数:
Ra≈f²/8R
根据统计关系式,在车削加工中,依据固定刀具R大小,可以理论优化计算出切削参数进给量的大小匹配,具有很好的指导意义。因此,在实际的加工过程依据参数选择,再根据加工状况进行适当调整,以满足加工需要,提高零件的加工质量。
表2 显示了不同刀具R 条件下,相同切削参数的数据统计。图9 为拟合统计关系图。依据表中数据,可以看出随着刀具R增大,表面粗糙度值也随之下降,也就是说,提高了零件的表面粗糙度。

表2 不同刀具R 的Ra 统计
从理论上进行分析,图10 为刀具加工零件表面的示意图,圆形状代表刀具R大小。从图中可以看出,当进给量f一定时,随着刀具R的增加,必然会使Rmax减小,也就是两次刀具轨迹所形成的空间地带(未被加工区域)的高度减小,也就是减小了粗糙度值。
总结以上内容,可以得到2 点结论。1)当刀具R一定时,随着进给量f的变化,粗糙度也随之发生变化。根据统计关系得出的刀具R大小与加工参数的匹配关系,为实际应用当中加工参数的选择提供了很好的支撑。2)根据不同刀具R大小分析的对零件表面粗糙度影响的分析,可以看出,随着刀具R增加,切削表面粗糙度值也随之降低。
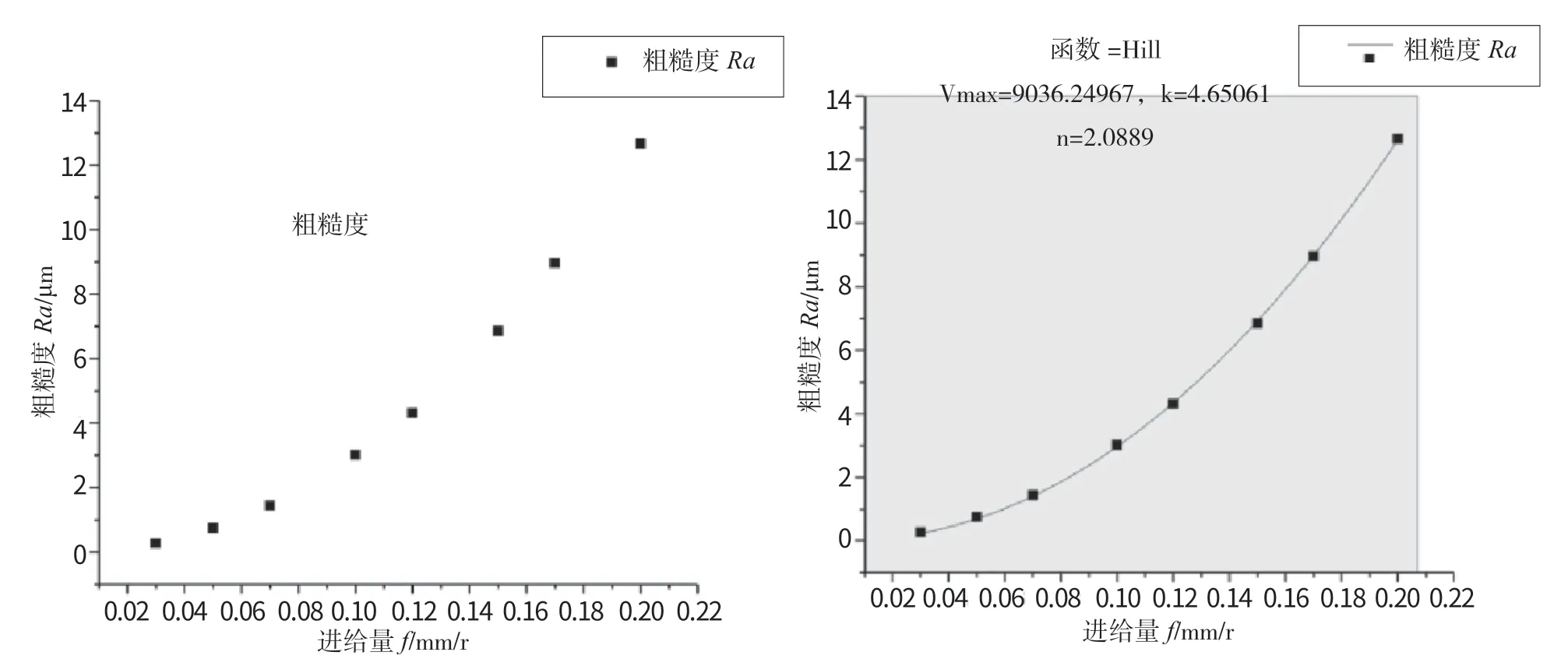
图8 R0.4 与进给f 匹配关系
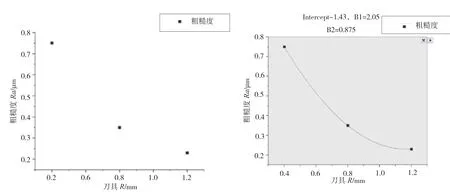
图9 刀具R 与粗糙度匹配关系
因此,对导管薄壁件来说,一方面为了减小切削力对零件的影响,提高加工质量,减小振纹的产生,提高降低粗糙度值,另一方面又要兼顾加工效率。车削加工过程中,刀具的R 应选择R0.8 大小,进给量f 大约在0.1 mm/r 左右,即可满足加工要求。
基于高温合金材料和加工参数以及刀具R 的匹配关系,获得最优的刀具选型和加工参数,对今后高温合金材料导管薄壁件车削加工提供了指导意义。

图10 车削表面粗糙度示意图
2.2 柔性工装设计方案
高温合金薄壁件由于其塑性因素较大,刚性差,加工时夹、压引起的弹性变形将影响表面的尺寸精度和形状、位置精度;因夹紧力与支承力的作用点选择不当,会引起附加应力,导致零件内应力产生,不易恢复。该文主要对导管外圆精加工的夹具进行重新设计和研究,并进行应用。
2.2.1 柔性夹具方案
根据零件加工外圆时产生的零件受力大、易变形并且零件刚性差等因素造成的加工振纹、粗糙度大等现象,对夹具方案重新改进和优化。改进后的装夹夹具是利用液性塑料的不可压缩性, 液性塑料作为传力介质,将压力均匀地传给薄壁套筒,并通过套筒的变形来定位和夹紧工件,主要由支架(芯轴)、涨套、堵盖、涨紧钉以及涨紧内六角螺栓组成。改进后的柔性夹具方案如图11 所示。其工作原理如下:零件装夹之前,设计涨套与零件内孔为间隙配合,将零件套进涨套,通过扳手将涨紧螺栓向下拧,挤压涨紧钉,压缩涨塞膏,实现涨套与零件内孔配合,达到涨紧效果,然后再使用压紧堵盖与涨紧螺栓螺纹配合,压紧零件端面,最终靠涨紧螺栓的60°配合设计,实现顶尖顶紧,保证零件的装夹稳定。
相对于传统的夹具,改进夹具具有以下3 个优点:1)夹具定心的精度高。该夹具设计利用多个双阶段式薄壁套筒与导管的内孔相配合,实现圆柱面接触,在整个夹具配合接触的面积中达到90%。2)减小零件的损伤。导管内壁与套筒实现圆柱面配合,在整个零件的加工过程中不产生应力集中点,不会造成像传统夹具一样零件被夹伤的情况,减小零件的额损失。3)定位面受力均匀。由于夹具实现了多个双阶段式套筒与导管内壁配合,可以最大程度地保证零件加工部位的支撑效果,受力均匀,减少零件的让刀现象。
2.2.2 套筒方案设计
2.2.2.1 套筒结构设计

图11 改进夹具方案
套筒作为柔性夹具中关键的零部件,需要针对性的设计满足符合要求的结构和规格。套筒材料选取常用40Cr 中碳合金钢,淬火性能好,可以淬硬至HRC45~52。在夹具零部件设计中,需要提高表面硬度,又希望发挥40Cr 优越的机械性能,常将40Cr 调质后进行表面高频淬火处理,硬度可达58 HRC~58 HRC,这样就能得到高的表面硬度,又保持了内部好的韧性。40Cr 弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) /MPa 80800。
导管总长在8 400 mm,考虑单个套筒无法实现涨紧效果,且对较长的薄壁套筒加工难度特别大,因此将配合套筒设计为5 个双阶段式结构,实现零件与套筒的紧密配合,保证装夹与定心效果。双阶段套筒结构如图12 所示。L为有效配合长度,h为套筒壁厚,M及K为固定部位尺寸,D为套筒设计直径。当套筒直径D<150mm 时,薄壁套筒的简化公式见表3[1]。

表3 套筒尺寸计算简化公式
套筒结构其余固定部分尺寸选择见表4。

表4 套筒固定部分尺寸
由设计图纸得,导管内孔配合尺寸为Φ110(+0.1/0)mm,所以套筒直径D<150 mm。又根据零件配合长度约为750 mm,共分为5 个双阶段套筒结构,因此每个套筒长度L=150 mm >d/2=55 mm。
计算根据上述表中计算简化公式选取壁厚
h=0.025d
代入D=110
得到:h=2.75
其他固定结构尺寸选取:
M=16 ,K=12
2.2.2.2 套筒配合压力计算
对柔性配合夹具进行设计时,必须重点考虑的一个因素是,制造的涨紧套在理论上是否满足涨紧的需求,避免在实体制造后无法使用的情况。
套筒受力图如图13 所示,设套筒内径为d,外径为D,套筒内径为Dg,则壁厚h=(D-d)/2。假设在自由状态时,零件与夹具之间为间隙配合,以方便装夹,则设套筒外圆与工件内孔之间的间隙为△/2。当夹具通过一端的涨紧螺钉挤压涨塞膏时,此时,套筒在压力的作用下产生变形,圆周均匀变大,假设当压力达到P1 时,套筒的外圆面与零件的内孔刚好接触,此时的装配间隙也得以消除,但此时仍没有对零件进行涨紧作用力。根据弹性力学的轴对称应力和位移可知,套筒的应力为[2]:


图12 双阶段套筒结构

图13 套筒受力图

套筒的径向位移:

式中: μ 为套筒材料的泊松比,E 为套筒材料的弹性模量。根据位移的边界条件μr=Δ/2 (此时r=D/2)得:

将(2)式常数项带入(3)式,得:

由于D-d=2h,D+d ≈2D,所有得

由套筒结构设计部分可知,套筒相关尺寸:
D=110 mm ,h=2.75 mm
得到:
d=D-2h=110-2×2.75=104.5
又知:∆=0.02 mm,弹性模量E=200 000 MPa,h=2.75 mm,泊松比:μ=0.3。

套筒受压力作用产生的弹性变形
δ=P×L/(E×A)
式中:P 为外载荷的大小, P1= 1998002N
L 为套筒的长度,L=150 mm=0.15 m
E 为套筒的弹性模量,取E=200000MPa=2×1011Pa
A 为套筒的面积,A=π×D×L=0.0518 m2
受压力P 作用产生的弹性变形:
δ= 0.289×10-4m=0.0289 mm
自由状态下导管内孔与套筒的间隙为∆=0.02 mm,可知:
δ= 0.289×10-4m=0.0289mm ≈∆=0.02 mm
综上可知:套筒尺寸设计及涨紧情况满足设计和实际制造使用要求,只需在涨紧过程中施加超过5*P1 的涨紧力。
2.2.2.3 套筒设计仿真验证
为了正确合理地验证设计的套筒结构以及变形量的正确性,对40Cr 材质套筒结构进行仿真验证,以确保设计的合理性和正确性。套筒的相关验证数据如下。
验证载体:套筒
套筒的长度:L=150 mm=0.15 m
套筒的面积:A=π×D×L=0.0518 m2
套筒外径:D=110 mm
套筒壁厚:h=2.75 mm
载体材料:40Cr
弹性模量:取E=200000 MPa=2×1011Pa
泊松比:μ=0.3
质量密度:ρ=7.9 kg/m2
张力强度:σb=9.8×108Pa
屈服强度:σs=7.5×108Pa
施加压力:P1=1998002 N
ESTRN:对等应变

图14 套筒受力变形仿真
套筒受力变形仿真模拟结果如图14 所示。从仿真的数据来看,套筒双段中间部位产生最大变形,最大的变形量为ε(estrn)=0.02027 mm,设计的理论变形量δ=0.0289 mm 相差不大,从而可知理论设计的可行性和正确性。

图15 表面电镜检测
车铣外型方案验证:为了验证刀具与参数匹配合理性以及夹具装夹方案的可行性,选择已加工完内孔的零件进行装配车削试验,同时对车削部位进行同步打表检测,观察千分表的振动情况,以达到改善的目的。
检测跳动结果:百分表跳动变化基本不大,在均匀发生跳动,维持在0.005mm 左右,也就是说零件在车削过程中,刀具对其的受力影响比较小,夹具在整个过程中起到了很好的支撑效果,减少了对零件的影响,减少了振纹的产生。从图15 电镜检测微观形貌可以看出,零件表面只存在正常的横向加工刀具痕迹,未发现明显的弧形振刀纹路。
3 结语
回顾整个的研究过程,从深孔加工方案以及外型加工方案上详细论述了刀具的改进,车加工后余量与珩磨参数的确定和外型加工刀具与参数的优化匹配,柔性夹具方案的设计,并对各自的方案进行工程化试验和应用,对导管类薄壁件的变形控制和加工振纹的控制起到了很好的作用。
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
汽车工程(2021年12期)2021-03-08 02:34:06
模具制造(2019年7期)2019-09-25 07:29:58
制造技术与机床(2017年6期)2018-01-19 02:41:06
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
有色金属加工(2014年1期)2014-09-19 10:29:06
