
回转窑滑动轴承机械刮研的实践应用
2021-01-12 09:25唐锋
水泥技术 2020年6期
唐锋
1 前言
众所周知,为了实现回转窑滑动轴承衬瓦、球面瓦、轴承座各部件表面之间的良好接触,大多是先在工厂内人工进行粗略的刮研,然后再在施工现场安装过程中人工进行精确的刮研。“粗刮”和“精刮”本身并没有严格的界线,技术说明中也没有明确定义刮研效果与技工水平高低直接相关。对于海外EP项目来说,由于地域文化、技术水平等方面的不同,业主会认为本来只需在工厂内完成的工作,却移到了施工现场进行,会认为这样的操作增加了现场安装的工作量,不符合合同的要求。施工单位和业主之间易产生分歧甚至会增加额外费用,发生诸多问题。本文借助某海外EP项目施工中出现的实际问题,对回转窑滑动轴承的衬瓦、球面瓦、轴承座各部件采用机械刮研的装配工艺实践应用进行介绍,供同仁参考。
2 项目简介
2.1 项目基本情况
某公司海外2 000t/d水泥生产线项目于2019年末建成投产,此项目中方以EP承包模式参与,其熟料煅烧设备采用φ3.8m×56m预分解回转窑。
2.2 回转窑滑动轴承机械刮研
在回转窑滑动轴承的安装过程中,由于当地的技工对滑动轴承的衬瓦、球面瓦、轴承座各部件的刮研装配工艺不熟练,人工刮研不仅影响了施工进度,而且增加了施工成本。为了尽快完成工作,业主提出采用机械刮研的方法。老厂区800t/d水泥熟料生产线是上世纪七十年代建成投产的老生产线,在生产检修抢修过程中,均采用了机械刮研的方法对回转窑滑动轴承各部件实施修复。之后经过沟通讨论,业主决定新建生产线也采用机械刮研的方法完成回转窑滑动轴承的安装工作。
3 机械刮研的工艺过程
机械刮研的工艺过程分为三个方面:托轮轴颈与衬瓦内表面接触的检查处理;衬瓦外表面与球面瓦内表面接触的检查处理;球面瓦外表面与轴承座接触的检查处理。现以回转窑窑头第I档托轮轴承组为例,对各工艺过程进行逐一介绍。
3.1 托轮轴颈与衬瓦内表面接触的检查处理
对于衬瓦内表面与轴颈接触的技术指标,我方有两点要求:(1)轴瓦与轴径间需要用塞尺检测;(2)轴瓦与轴颈的接触角度为30°的接触点不少于1~2点/cm2。
针对第一点要求,我们对托轮轴颈尺寸进行了测量,测量结果见图1及表1。此外,我们还对支承装置进行了定位,并对衬瓦内表面情况进行了检查测量,测量结果见图2及表2。
通过测量数据对比可知,衬瓦的内径比轴径平均大1.22~1.26mm,与业主要求基本吻合。局部个别处有偏差,可通过机械加工保证其满足要求,加工完成的衬瓦内表面见图3。
另外,为了使衬瓦侧边能够得到充分的润滑,我们对瓦口进行了加工,使得润滑油能够更顺利地进入到衬瓦侧边,进行充分的润滑,见图4。
针对第二点要求,业主根据他们掌握的经验未对此项工作做要求,故未进行额外的加工处理。
3.2 衬瓦外表面与球面瓦内表面接触的检查处理
我们对衬瓦外表面靠近瓦口的位置以及靠近瓦中心的位置进行了测量,测量结果见表3。
由衬瓦外表面尺寸检查数据对比可知,衬瓦出厂时靠近瓦口位置的直径尺寸比靠近中心位置的直径尺寸(见图5)平均大0.267mm。这是由于合金衬瓦有一定的形变量,这样的尺寸能够使衬瓦与球面瓦有良好的接触。并且衬瓦背面在出厂前已进行过刮瓦的工作,基本能够满足“轴瓦背与球面瓦接触点不少于3点/(2.5×2.5)cm2”的要求。

图1 托轮轴颈尺寸测量示意图

图2 衬瓦内表面检查测量示意图

表1 托轮轴颈尺寸测量数值

表2 衬瓦内表面检查测量数值

图3 加工完成的衬瓦内表面

图4 瓦口加工情况

表3 衬瓦外表面测量数值
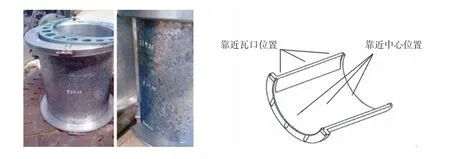
图5 衬瓦测量位置示意图
3.3 球面瓦外表面与轴承座接触的检查处理
此处的检查我方要求:“球面瓦与轴承底座接触点不少于(1~2)点/(2.5×2.5)cm2”。出厂前已对此接触处进行打磨处理,基本上能够保证均匀接触。
业主方认为接触表面虽然均匀接触,但过于粗糙,需要进行研磨处理。具体处理过程如下:
(1)制作“工装”,根据轴承座实际工作情况(球面瓦与轴承座成30°角),将其固定在立式钻床上,见图6。

图6 轴承座固定在立式钻床上
(2)制作胎具(如图7序号1)及弹簧限位装置(如图7序号2),使得钻床开启时,球面瓦相对轴承座做往复的摇摆运动;在球面瓦与轴承座之间加涂研磨剂,实现研磨的目的。

图7 制作球面瓦研磨工具图

图8 球面瓦研磨过程中的检查

图9 支承装置加装的外循环供油系统
(3)研磨过程中,不断进行检查和增加研磨剂,如图8所示。
除了使用机械刮研的方法使滑动轴承各部件之间有良好的接触外,我们还给每一套支承装置加装了外循环供油系统,保证给滑动轴承提供充足的润滑油,见图9。
4 运行情况
项目建成后满负荷考核阶段,回转窑十二套滑动轴承的瓦温,除了第II档的2号瓦的温度达到52.5℃、3号瓦的温度达到54.3℃外,其他各档托轮支承装置的瓦温均保持在35℃~45℃,见图10。
通过对托轮位置进一步调整,将第II档的2号瓦、3号瓦瓦温降到50℃以内,见图11。
在生产线考核通过并移交业主后,所有支承装置的滑动轴承温度均保持在55℃以内运行,满足滑动轴承的瓦温控制在“瓦温监测报警值为60℃”以内运行的要求。
5 结语

图10 回转窑运行阶段滑动轴承瓦温数据(1)

图11 回转窑运行阶段滑动轴承瓦温数据(2)
大多海外EP项目业主没有刮研瓦装配工艺概念,国外技工的刮研水平也不高,人工刮研不仅增加了施工成本,而且影响了工程的进度。通过采用机械刮研代替手工刮研,可以实现回转窑滑动轴承衬瓦、球面瓦、轴承座各部件的刮研装配工作,满足回转窑正常生产运转的要求。
猜你喜欢
新能源进展(2022年3期)2022-07-02
装备维修技术(2022年7期)2022-07-01
大电机技术(2022年2期)2022-06-05
现代制造技术与装备(2022年3期)2022-04-21
防爆电机(2022年1期)2022-02-16
一重技术(2021年5期)2022-01-18
科技创新与应用(2021年30期)2021-11-08
有色设备(2021年4期)2021-03-16
建材发展导向(2021年24期)2021-02-12
商品与质量(2020年7期)2020-06-13
