汽车小零件盛放盒数控编程加工
2021-01-10 14:40:13钱杨林
科学与生活 2021年28期
钱杨林
摘要:本文对汽车小零件盛放盒加工进行了较为详尽的分析和论述,使大家对这类产品或零件的加工有个清楚的认识,了解其工艺安排方法、刀具选用原则、编程方法使用、编程参数设置等方面,从而以后对于同类零件加工思路更清晰,编程速度更快,机床加工效率更高,加工出零件质量更好,对相关人员具有一定的指导作用。
关键词:数控编程;加工
引言
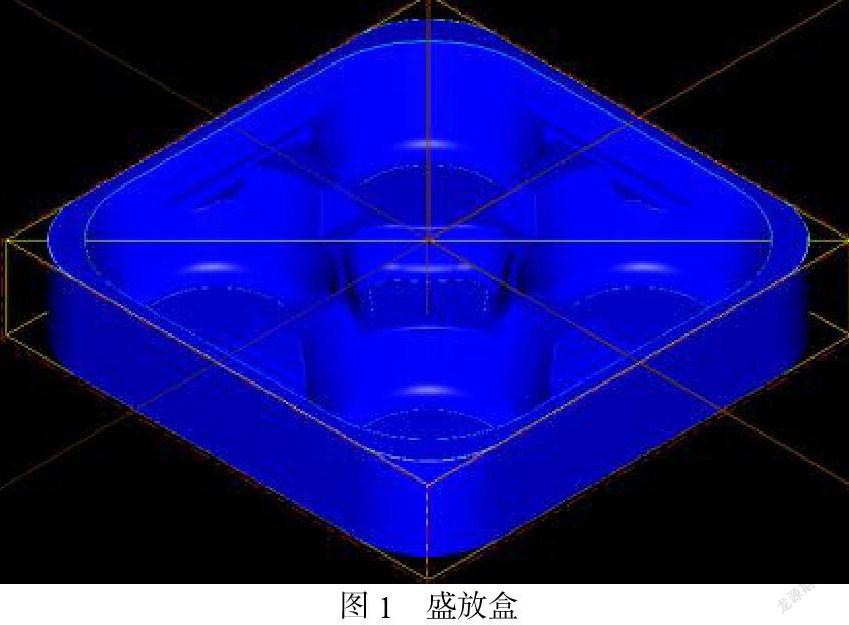
汽车维修经常有些如螺母、垫片等之类的小零件,本文就用铝材加工一个小零件盛放盒。盛放盒的三维立体如下图1。外形为四角为圆角的四边形,以免伤手,内共有四个圆形凹面,以放不同类小零件。材料用铝材加工这个盛放盒,因为铝轻,且铝硬度低,这样在放和取零件时,铝不会使零件受伤。
1解决方法
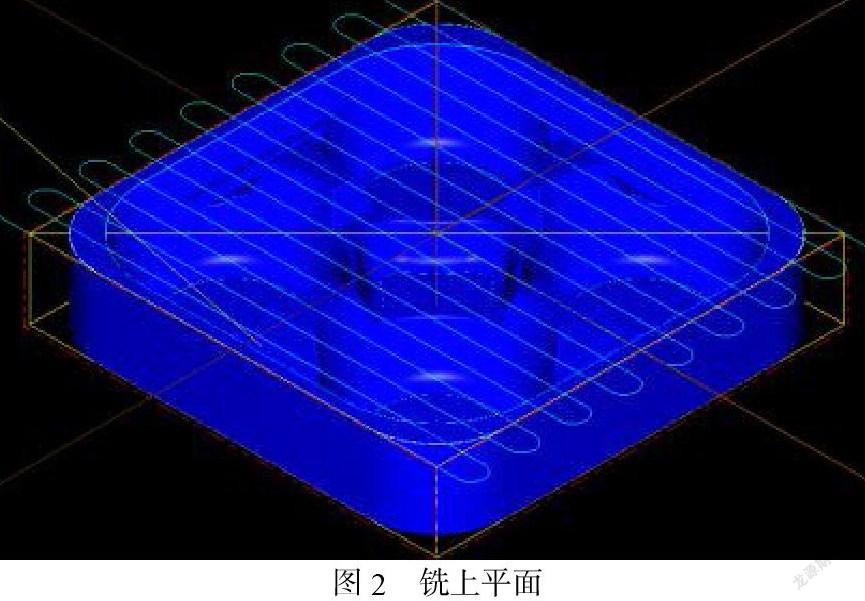
下面以常用编程软件MASTERCAM为例,分析论述其加工工艺和编程方法。首先,利用CAM的边界盒功能,选取包围所有面,并边界盒上面中心作为CAM的原点,即编程原点。如图。用CAM的立体对角分析功能得出盛放盒的长X宽X高为:220毫米X220毫米X44毫米。因此尺寸不是太大,所以采用D16平刀粗加工,因为材料为铝,属于易加工材料,用白钢刀即可。首先采用平面铣削走刀方式,铣平铣光上表面。刀路如图2所示。
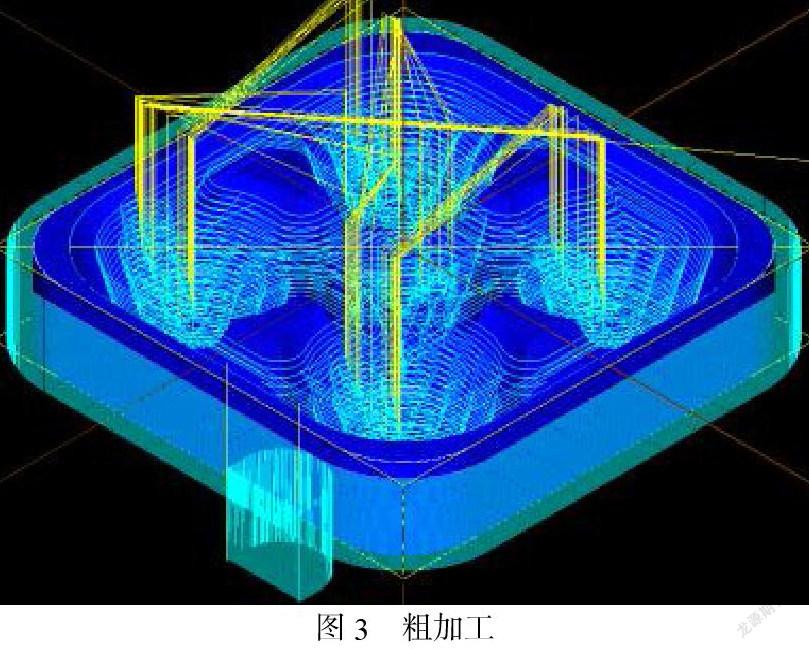
再采用外形铣削,用等高环绕逐层下降的加工方式,加工出零件外形,刀路如图3所示,采用CAM的曲面粗加工挖槽功能,每层切削深度1毫米,刀间距70%D,选取所有面为加工对象,转速1800转\分,进给为1200毫米\分。留余量0.5毫米,以便后面精加工,因为是粗加工,所以加工精度设置为0.05。刀路如下图3。
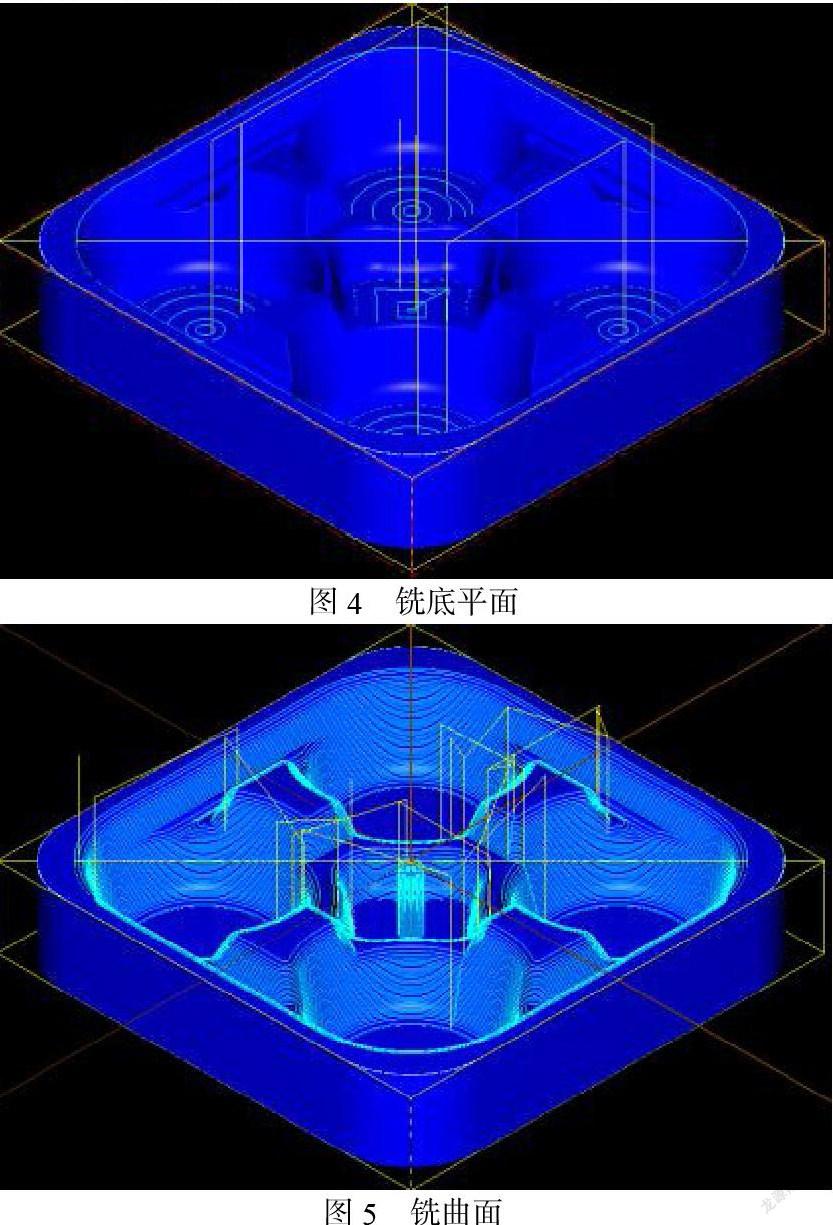
再对四个凹槽底面进行半精加工,采用CAM的二维挖槽加工方式,不用换刀,仍用刀具用D8平刀,且为白钢刀,刀间距70%D,留余量为0.2毫米,以便后面精加工,因为是半精加工,所以加工精度设置为0.03,转速2800转速\分,进给为1000毫米\分。刀路如图4。
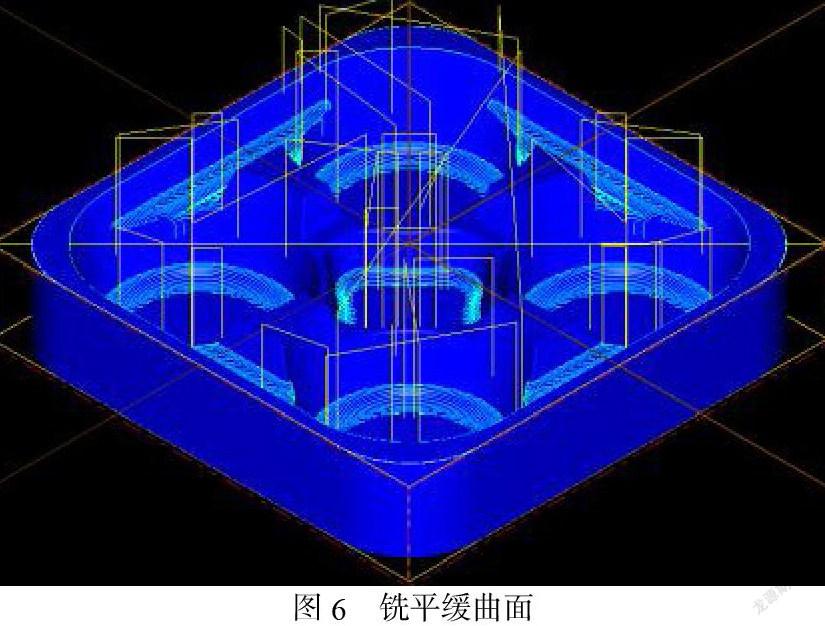
然后采用曲面等高外形加工方式,选取所有曲面进行半精加工,因为粗加工后其实许多地方还有较多残料,所以此加工兼具清料功能。刀具用D8平刀,且为白钢刀,Z向分层为0.4毫米,留余量0.2毫米,以便后面精加工。因为是半精加工,所以加工精度设置为0.03,转速2800转速\分,进给为1000毫米\分。刀路如图5。
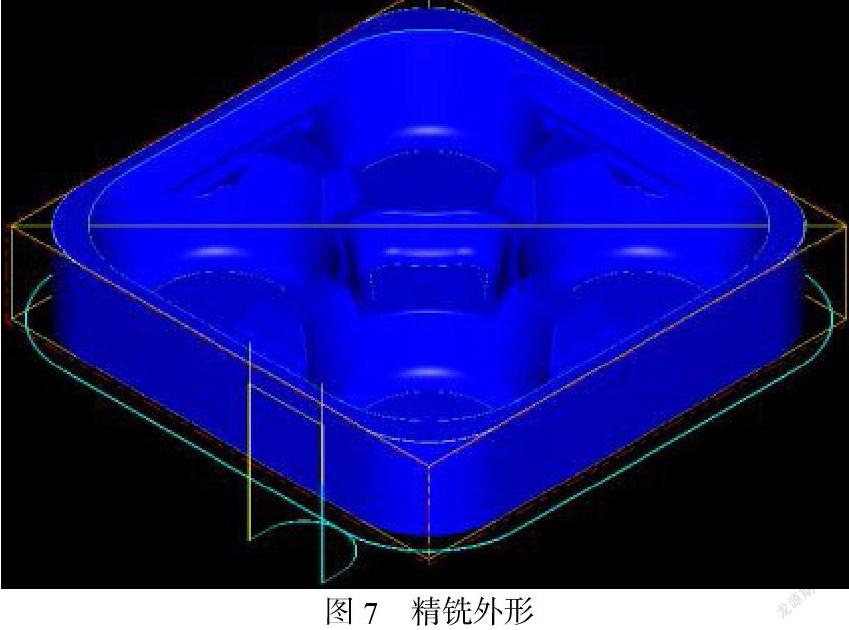
对于一些坡度较平缓的面,前面用等高外形加工方式半精加工出来效果会不太好,可以采用如图所示曲面平行半精加工方式再进行加工,刀具用D8R4球刀,因为余量较多,所以球刀不能太小,太小可能会崩刀,且为白钢刀,因为是半精加工,所以平行刀间距为0.4毫米,留余量0.2毫米,因为是半精加工,所以加工精度设置为0.03,转速3300转速\分,进给为1000毫米\分。刀路如图6。
下面开始对盒体精加工。因为铝材不伤刀,所以可以不换刀,直接用半精后的白钢刀具D8平刀精加工。先用二维外形加工方式,精加工盒体外形,采用侧向分层方式,侧向方向走两刀,第一刀铣0.15毫米,第二刀铣0.05毫米,余量为0,因为是精加工,所以加工精度设置为0.01。这样外形显得更光滑,美观。转速2800转速\分,进给为500毫米\分。刀路如图7。
再对四个凹槽底面进行精加工,采用CAM的二维挖槽加工方式,刀具用D8平刀,且为白钢刀,刀间距50%D,因为是精加工,所以刀路走密些,加工出来才光滑,留余量为0,因为是精加工,所以加工精度设置为0.01,转速3300转速\分,精加工转速高也是为了提高光滑度,进给为1000毫米\分。刀路如图4。
然后采用曲面等高外形加工方式,选取所有曲面进行精加工,刀具用D6R3球刀,且为白钢刀,因为是精加工,所以Z向分层为0.2毫米,刀路走密些,加工出来才光滑,留余量0毫米,因为是精加工,所以加工精度设置为0.01,转速3600转速\分,精加工转速高也是为了提高光滑度,进给为1000毫米\分。刀路如图5。
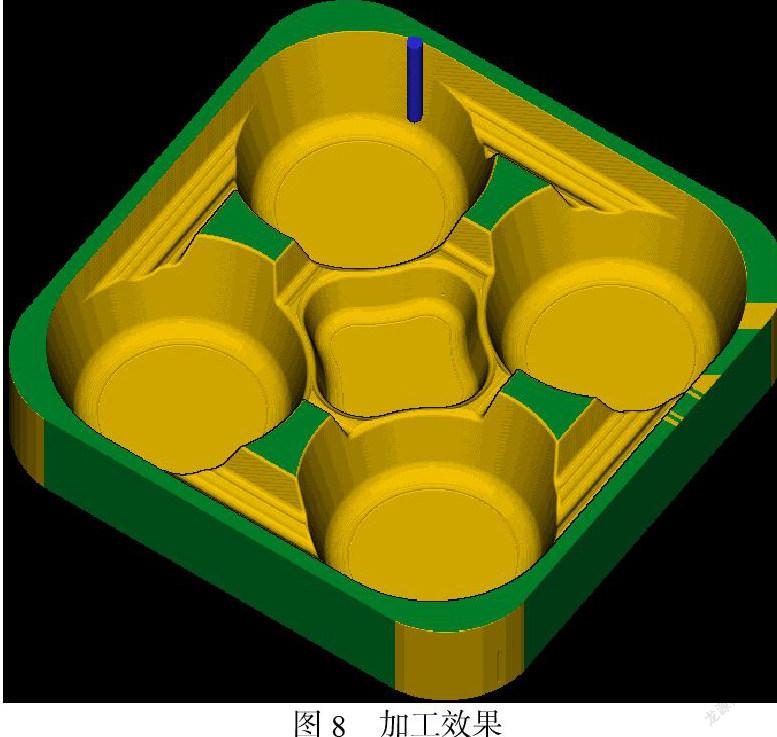
对于一些坡度较平缓的面,前面用等高外形加工方式加工出来效果会不太好,可以采用如图所示曲面平行精加工方式再进行加工,刀具用D6R3球刀,且为白钢刀,因为是精加工,所以平行刀间距为0.2毫米,刀路走密些,加工出来才光滑,留余量0毫米,因为是精加工,所以加工精度設置为0.01,转速3600转速\分,精加工转速高也是为了提高光滑度,进给为1000毫米\分。刀路如图6。最终加工出来效果如图8.
然后把所有编好的程式选取与公司机床相一致的处理器进行后处理,生成相应的NC代码,传入数控机床,并装上相应刀具,就可把该铝制盛装盒加工出来。
2结语
以上对利用铝材加工的零件盛装盒进行了较为详尽的分析和论述,使大家对这类产品或零件的加工有个清楚的认识,了解其工艺安排方法、刀具选用原则、编程方法使用、编程参数设置等方面,从而以后对于同类零件加工思路更清晰,编程速度更快,机床加工效率更高,加工出零件质量更好,对相关人员具有一定的指导作用。
参考文献:
[1]于涛、武洪恩 数控技术与数控机床[M].北京:清华大学出版社,2019:89-187.
[2]吕宜忠 数控编程与加工技术[M].北京:机械工业出版社,2020:77-120.
[3]郭世杰,梅雪松,姜歌东,等数控机床几何误差相关性分析方法研究[J].农业机械学报,2016, 47 (10) : 383-389.
[4]崔岗卫.重型数控落地铣镇床误差建模及补偿技术研究[D].哈尔滨:哈尔滨工业大学,2012.
猜你喜欢
模具工业(2024年1期)2024-01-30 08:27:34
中国品牌(2021年7期)2021-08-09 21:21:51
湖北农机化(2020年15期)2020-10-13 00:24:10
模具制造(2019年9期)2019-10-26 03:03:38
科技创新导报(2019年34期)2019-04-10 06:40:55
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
戏剧艺术(上海戏剧学院学报)(2016年1期)2016-01-23 02:35:08
中国医疗美容(2015年1期)2015-07-12 10:06:33
卫生职业教育(2014年16期)2014-05-16 03:47:22