大直径铝管弯形工艺攻关
2021-01-10 21:39沈伟
科学与生活 2021年28期

摘要:针对某铝管制零件在制造过程中无合适的工装和设备进行加工,制定了合理的解决方案,满足了产品交付需求。
关键词:弯形 大直径
0引言
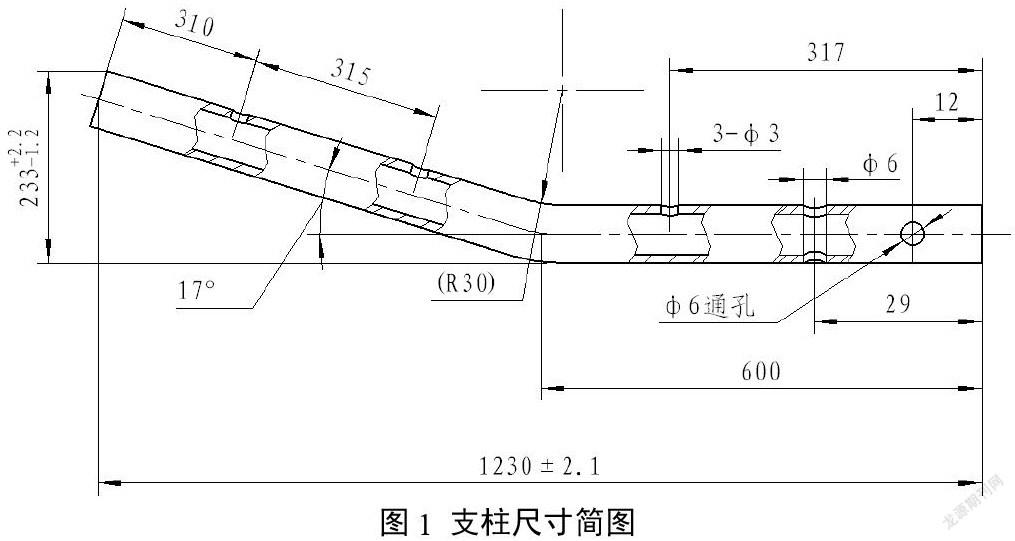
某平台上的支架梯中的零件支柱如图1,在制造过程中无合适的工装和设备进行加工,该技术瓶颈急需解决。
1工艺分析
1.1零件结构
支柱零件的外形尺寸较大,总长度为1230,宽度为233。在尺寸600处以R30弯曲17°,整个铝管上共有5处孔,其中通孔2处,另外3-φ3为后续焊接时的工艺孔,共有13处尺寸标柱。
1.2 零件材料
支柱材料牌号为2A12-T4,是Φ40壁厚为2的铝合金拉(轧)制无缝管。铝合金具有密度小、强度高、抗腐蚀、工艺成形性好的优点,固溶热处理后可进行矫直、矫平(不影响力学性能极限)。
1.3 零件精度分析
设计图样中要求,该零件的一般公差按HB5800—1999中的冲压件及管子弯曲件公差,具体公差数值已标注在图1中。
1.4工艺分析结论
从以上各方面分析可以得出如下结论:
(1)该零件所用材料虽属超硬铝,断后伸长率为17%,有一定的塑形,由于折弯半径大、折弯角度不大,因此可弯曲成形;
(2)作为支架梯的主要构件,该零件的设计精度要求不是太高,在工艺流程设计上较为简单;
(3)零件的结构简单,但由于直径较粗,必须用合适的工装或设备弯形,这是本零件工艺设计中的难点。
2.工艺方案及实施效果
金属材料当其所受外力超过材料的屈服极限时,将产生永久的塑性变形,这就是管子弯曲的基本原理。由于拉伸和压缩同时作用的结果,在弯曲过程中管子截面有所改变,有由圆形变为椭圆的趋势。因此在弯形时必须有相应措施,避免弯曲部位过度变形。
由于该零件是铝合金无缝管不能加热弯形,故只能采取在常温下弯曲的加工方式。通常采用工装模具或数控弯管机等设备进行,因此制定如下两种方案:
2.1 采用工装弯形
对于管子弯曲件,为防止弯形截面变形会在工装中设计相应结构进行避免。此种弯形工装的核心结构是滚轮槽和压轮槽,互成一对,并与管材外形一致。滚轮槽和压轮槽相互配合,将管材夹在槽中,消除了管材的畸变空间,保证管材在弯曲中不会发生严重畸变,保证了弯曲部位的质量。但大直径管材或薄壁管(壁厚小于0.8)弯曲时仍容易造成截面畸变和内层起皱,弯曲时必须通过在管内填料的方式来弯管,常用的填料方式有芯棒、灌砂或弹簧等。
此种弯形夹具工装结构较为复杂加工周期长,加工成本高。对于本次工艺改进的支柱,如果采用弯形夹具加工应能满足加工需要,但由于产品节点要求紧急,故暂不采用该方案。
2.2 采用设备弯形
除手工采用夹具弯形外还可以使用数控弯管机等设备进行,由于主制车间无数控弯管机,在询问兄弟车间并实地考察后发现其数控弯管机也无法弯形此直径的管材。在经查阅资料和多方查询得知机动车间有手动液压弯管机(如图2),该台弯管机可一次成型最大为90°的圆角,适用外径Φ21.3-Φ60的管材。手动液压弯管机的结构如图2,其主要有盖板、液压缸、模具块、滚轮支架等部分组成。
随后项目组进行了试加工。我们选用了与管径Φ40接近的槽为Φ42的模具块,对弯管尺寸及角度进行。经试验发现,弯曲部位起皱现象严重。由于铝管管壁较薄且在无填料的情况下进行的弯曲,故必须通过在管内填料的方式来弯管。因此我们用70C弹簧Φ2钢丝制作了抽芯弹簧,外径Φ35总长500,在一端拴上锦丝带方便弯管时塞进及抽出。
經过多次试验,最终确定弯曲操作步骤如下:
1.准备:清洗铝管,然后在铝管弯形位置用马克笔做标记,塞入抽芯弹簧;擦净弯管机各工作部位,将开关拧紧、支撑轮和模具块与铝管接触部位涂润滑脂。
2. 安装模具块等:将模具块装在活塞杆顶端,将支撑轮相应的尺寸槽面向着模具块,特别注意两个支撑轮必须对称安装在下翼板的孔中,避免两支撑轮位置不对称,损伤模子及铝管。
3.弯形:放好铝管后将上翼板盖上,先用快泵时模具块接触到铝管,再用慢泵将铝管压弯到所需角度,弯好后打开开关,液压缸活塞自动复位,翻开上翼板,将铝管取出,最后抽出抽芯弹簧。
在用手动液压弯管机加工时要注意以下一些事项:1.弯管机使用前要首先检查油箱内的液压油是否充足,不足应加满;2.工作前开关一定要关死,否则压力打不上,同时要把加油螺塞拧松,以便油箱通气;3铝管的外径一定要与模具块凹槽匹配贴合,否则工件会产生凹瘪变形;4.弯曲过程中两支撑轮要同时转动且铝管在支撑轮的凹槽中滑动,如单面不动应停止操作。
弯形后测量各外形尺寸及弯曲部位管径,均符合要求,本方案解决了这个生产难题。
4.总结
主制车间工种多,批量小,加工设备较为缺乏。此次改进在节点紧急、无专用设备的的情况下,通过摸索和创新,找到了小批量大直径弯管的新工艺方法,解决了困扰生产的难题,避免了零件的外协加工,保证了产品交付节点,具有较好的经济效益。该弯形方法方便快捷,操作起来方便,对该类零件的加工提供了方法和思路,具有较好的借鉴作用。
作者简介:
沈伟,男,本科学历,高级工程师,现任航宇救生装备有限公司三分厂工艺技术室工艺员。
猜你喜欢
中国建筑金属结构(2018年4期)2018-05-23
新高考·高一物理(2016年10期)2017-07-07
小资CHIC!ELEGANCE(2016年18期)2017-05-27
发明与创新·大科技(2016年11期)2016-11-19
小资CHIC!ELEGANCE(2016年19期)2016-08-17
建筑工程技术与设计(2015年22期)2015-10-21
Coco薇(2015年10期)2015-10-19
小资CHIC!ELEGANCE(2015年5期)2015-04-24
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
科技致富向导(2013年19期)2013-11-19