
一种改善电缆接线端子组装质量的工装设计
2021-01-05 03:26:58柴红珍靳志军艾士娟柴继森郭理中吴丽娜
设备管理与维修 2020年21期
柴红珍,靳志军,艾士娟,柴继森,郭理中,吴丽娜
(1.航天先进电缆网制造中心,北京 100076;2.北京航天拓扑高科技有限责任公司,北京 100176)
0 引言
电缆与接线端子焊接与组装在大型航天设备中应用非常广泛,并且是保障航天设备质量的重要工序之一(图1)。在多品种小批量的生产过程中,传统工艺往往依靠小型传统台钳作为工装来预紧接头处的线束,但通用台钳的结构与预紧螺栓的拧紧动作发生干涉,不便于装配工人的拧紧动作(图2)。为此需要设计一款可应对直径16~40 mm 的电缆接线端子焊接组装的新型专用工装。
1 传统工装的不足
该种电缆接线端子焊接组装的传统工装采用通用小型台钳,通用台钳的结构比较简单,但针对电缆接头焊接组装存在显著弊病:①操作空间被台钳夹板占用,与改锥操作存在干涉,造成电缆接头无法在台钳夹紧的情况下拧紧,只能松开台钳凭借接线端子卡箍上螺栓的拉力来紧固接头处的电缆线束,往往出现接头处电缆预紧力不足的情况,造成电缆使用的耐久性不足;②使用通用台钳进行电缆焊接组装时,由于不同大小的接线端子卡箍位置高度不同,为了保证卡箍部位处于台钳的夹板处,需要根据接头的高度选择若干种垫板,特别是外场焊接组装时需要携带许多不同厚度的垫板,给生产带来不便。
2 新型工装的设计
2.1 工装需求
由于以上传统工装存在的线缆焊接组装时线束预紧不方便以及质量、效率较低等问题,特别需要设计一款专用工装解决该问题。按照生产工艺技术需求,该新型工装需要满足以下3 点要求:①应满足直径范围在15~45 mm 不同电缆接线端子焊接组装的工艺需求;②在夹紧状态下便于工人用工具拧紧螺栓;③在夹紧的过程中保留台钳夹紧部位水平直线运动的特征,夹紧部位不能存在转动。

图1 接线端子

图2 常用传统台钳
2.2 工装方案
分析以上设计要求,拟定解决方案:①针对第1 个要求,需要新型工装有一个可升降的台面,便于不同高度的线缆接线端子卡箍处线束都可以被工装夹紧(图3、图4);②针对第2 个要求,需要新型工装夹紧的部位在满足强度的前提下厚度尺寸要小,以便给拧紧电缆接线端子卡箍螺栓的动作留出操作空间;③针对第3 个要求,需要新型工装提供预紧力的部件具有直线运动的特征,参考台钳的运动特点,用手轮旋转螺杆,螺母固定于工装上,将回转运动转为直线运动,在螺杆的端部设计1 个限制回转的部件,把螺杆带有回转的直线运动转化为纯粹的直线运动(图5、图6)。
2.3 工装结构
新型工装由底座、左侧板、右侧板组件、左侧手柄、右侧手柄组件、可升降小台面、防动板、橡胶支脚等零部件构成。
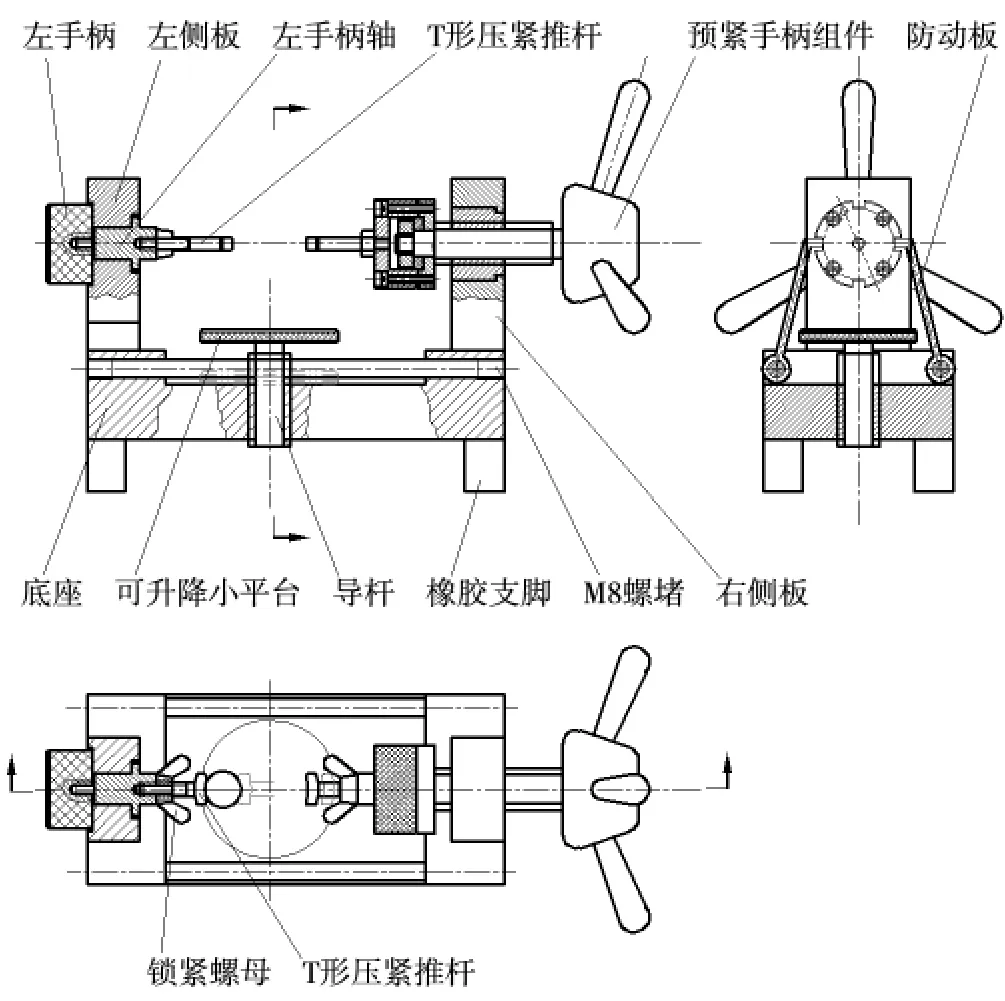
图3 新工装设计
(1)可升降小台面。该部件设计为上部直径55 mm、厚度5 mm 的平台,用于线缆连接器的垂向支撑,下部设计有M16×1 的细牙螺纹,旋合于底座的螺纹孔,可通过螺纹旋合灵活调整小台面高度,其距离工装底座上平面的间隙可在0~50 mm 调整,可以适应不同高度的连接器的焊接组装需求。该部件的设计目标是解决工件支撑及支撑面高度调整的问题。
(2) 带弧度T 形压紧推杆。该部件为顶部带有弧度的T 形推杆,弧度的设计是考虑接线端子卡箍处存在弧度,在预紧压缩时保持工件稳定,而不会向侧面滑动;该T 形推杆尾部为M5 外螺纹,可旋合于左右手柄轴或组件上,再通过蝶形螺母锁紧在左手柄轴或右手柄组件的复合螺母上。蝶形螺母便于手工操作,拧紧时不需要扳手等工具,蝶形螺母的作用就是“背母”,通过蝶形螺母锁紧的特点是可以调整T 形推杆伸出的长度,同时也可以保证T 形推杆“T”形部分处于水平状态时锁紧。相较于传统台钳,由于T 形推杆较平面型夹板释放了操作空间,便于工人操作螺栓拧紧动作。
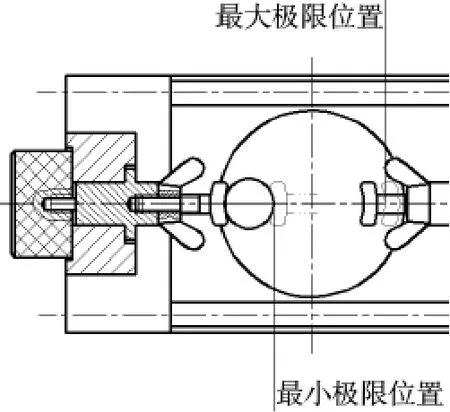
图4 带弧度T 形压紧推杆

图5 预紧手柄组件

图6 防动板与预紧手柄组件
(3)预紧手柄组件。包含了带手轮的手柄轴、复合螺母等零部件。手柄轴为M20×2 的螺杆,旋合于右侧板组件上铜螺母的M20×2 内螺纹,通过螺纹副将旋转运动转为直线运动。安装在组件末端的复合螺母,与手柄轴同轴并可以自由回转于手柄轴上的组件,该复合螺母组件外周间隔90°设计了4 条径向深度为3 mm 的矩形槽,在防动板部件的限位作用下,预紧手柄的螺杆回转加直线运动转变为该组件上复合螺母组件单纯的直线运动,而T形压紧推杆通过锁紧螺母连接紧固于复合螺母端部,由此就可以通过扭转手柄向电缆连接器提供压紧力。防动板在导杆上可以左右滑动,当工件直径不同时可根据复合螺母所处的位置左右滑动,并绕导杆回转卡入复合螺母的轴向槽中,起到限位防止复合螺母旋转的作用。
3 结论
通过对工艺技术需求的分解以及对既有工装使用问题的分析,梳理得到了新型专用工装的设计需求,开展针对性的分析与构思设计了一种新型的单件小批量生产用电缆接线端子焊接组装专用工装。经实际应用对比分析,产品生产效率提高30%以上,产品一次检验合格率达到99.7%,较原工装提高了2.1%,可靠而适用的工装设备对提高产品生产效率及产品质量具有非常重要的意义。
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
装备制造技术(2020年11期)2021-01-26 00:39:30
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
福建质量管理(2018年20期)2018-11-14 04:42:46
设备管理与维修(2018年15期)2018-11-08 06:14:50
设备管理与维修(2018年8期)2018-08-13 12:09:14
电子制作(2018年11期)2018-08-04 03:25:44
中国核电(2017年1期)2017-05-17 06:10:00
科普童话·百科探秘(2015年5期)2015-05-26 07:10:33
