机床控制系统间通信的解决方案
2021-01-05 03:26幸正根卢劲松
设备管理与维修 2020年21期
幸正根,卢劲松
(江铃汽车股份有限公司,江西南昌 330001)
0 引言
机床控制系统大体可以分为两大类,一类是PLC(Programmable Logic Controller,可编程控制器),是以计算机技术为基础的新型工业控制装置,PLC 的基本构成包括电源模块、中央处理器CPU、输入模块和输出模块;另一类是CNC(Computer Numerical Control,计算机数字控制)。PLC 控制系统具有强大的逻辑运算处理能力,已广泛运用在清洗机、压装机、测量机等机床设备上;CNC 控制系统具有强大的数字控制功能,可通过G 代码实现插补运算,主要应用在数控机床,例如,4 轴联动加工中心、车床、铣床等。通过点到点、PN-PN-Coupler、IDEVICE 应用,可以实现PLC-PLC、CNC-CNC 及PLC-CNC 之间的通信。例如,在前后工序两个独立系统之间,组合机床自动线新增独立工位、桁架机械手与主机之间的数据交换已广泛运用。
1 点到点通信方式的应用
点到点通信方式在两个独立主控制器与主控制器之间通信是最简单、最基本的方式,通过多芯电缆线连接两个控制器之间需要交换的信号,再配置中间继电器转接即可实现。下面以A、B 两台机床为例说明(图1),A 机床的输出信号触发中间继电器的线圈,继电器线圈得电触头接通,此信号作为B 机床的输入信号;同理,B 机床的输出信号触发中间继电器的线圈,继电器线圈得电触头接通,此信号作为A 机床的输入信号。以此类推,可以实现机床间多个信号的交换。
点到点通信方式配置最简单,技术要求低,适用范围广,但是需要增加多芯电缆线和中间继电器作为两个系统连接桥梁,实施工作量大,通信不稳定,扩展不方便,如果要扩展,需要增加硬件。
2 PN-PN-Coupler 通信方式的应用
PN-PN-Coupler 用于连接两个PROFINET 网络进行数据交换,最多可以传送256 个字节的输入和256 个字节的输出。它具有两个PROFINET 接口,每个接口作为一个IO 设备连接到各自的PROFINET 系统中,PN-PN-Coupler 耦合的两个PROFINET是相互独立的,通信速率可以不同。它的每个PROFINET 接口作为一个独立的IO 设备在网络中有单独的设备名字,而且两个PROFINET 接口的更新时间可以不同,但是两个网络的通信数据区输入/输出方式必须相互对应。
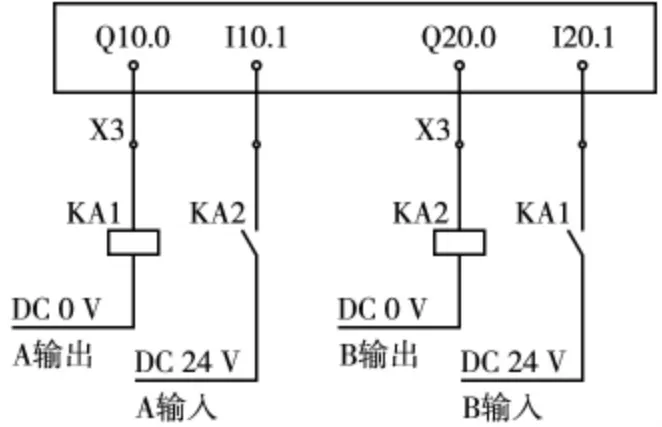
图1 点到点通信
下面以西门子两个S7-300 作为控制器,使用PN-PN-Coupler 传递数据(图2)。两个S7-300 通过PROFINET 与ET200S、PG/OP 通信组成两个PROFINET 系统,同时两个S7-300 之间还需要进行实时数据交换。PN-PN-Coupler 在PROFINET 网络1 中配置过程(图3)如下。

图2 PN-PN-Coupler 使用

图3 PN-PN-Coupler 硬件配置
(1)打开STEP7,新建一个项目,命名为“TEST_PN_PN Coupler”。在项目中插入一个S7-300 站,完成硬件配置后,插入一条PROFINET 网络,建成PROFINET IO 系统。
(2)从右侧的硬件目录中将对应的PN-PN-Coupler 拖拽至PROFINET-IO-System 下。
(3)配置设备名称、更新时间、IP 地址。在硬件列表中有多个PN-PN-Coupler,在进行配置时一定要相对应,当前的S7-300 连接PN-PN-Coupler 的PROFINET X1 接口,因此要选择PN-PN-Coupler X1 配置,否则会报错。
以同样的方法完成PN-PN-Coupler 在PROFINET 网络2中配置。配置完成下载至CPU。
3 I-DEVICE 通信方式的应用
I-DEVICE 也叫智能设备或者智能IO 设备,一方面它作为上层控制器的IO 设备,也就是作为从站,另一方面作为下层IO设备的控制器,它本身就是CPU,可以将采集的数据进行逻辑运算,并且可以与上层IO 控制器间发送和接收数据,实现两个控制器之间的通信。
下面以A_DEVICE 和B_DEVICE 两台设备通过I-DEVICE通信做配置,A 需要访问B,首先在B 里面建立I-DEVICE 地址,生成GSD 文件,然后在A 里面添加B 生成的GSD 文件,两台设备就可以按照创建的地址进行通信。
打开STEP7 软件,新建一个项目,命名为“TEST_I_DEVICE”。在项目中插入一个S7-300 站,命名为“A_DEVICE”,项目中再插入一个S7-300 站,命名为“B_DEVICE”。插入一条PROFINET 网络,建成PROFINET IO 系统;在B_DEVICE 硬件组态对象属性中新建I 设备,配置输入输出起始地址和长度,在菜单选项中点击“为I 设备创建GSD 文件”,生成后保存并下载至CPU(图4)。

图4 B_device 配置
打开A_DEVICE 的硬件组态,在PROFINET-IO 下将生成的B-SLAVE 作为从站拖放至A_DEVICE 的总线上。这样AB两台设备就可以按照设定的地址通信(图5)。

图5 A_device 配置
4 结束语
点到点通信方式操作简单,使用范围广,但是需要增加多芯电缆线和中间继电器。PN-PN-Coupler 通信方式数据交换方便,扩展容易且不要额外增加硬件,但是PN-PN-Coupler 模块成本较高。I-DEVICE 通信方式同时兼备数据交换扩展方便,不需要增加任何硬件就可以实现,也是目前主流推荐使用的通信方式,但是I-DEVICE 配置和调试对技术人员要求高。现代汽车制造行业对自动化、智能化的要求越来越高,各个设备间的互联尤为重要,充分应用上述3 种方案就能迎刃而解。
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国设备工程(2022年12期)2022-07-11
装备制造技术(2020年12期)2020-05-22
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
模具制造(2019年7期)2019-09-25
铁道通信信号(2019年11期)2019-05-21
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27