
涡轮叶片冷却技术分析
2021-01-05 09:02郭文王鹏飞中国航发涡轮院
航空动力 2020年6期
■ 郭文 王鹏飞 / 中国航发涡轮院
提高涡轮前温度是提升航空发动机性能的主要技术途径之一,但是目前耐高温材料的发展尚不能满足涡轮前温度快速提升下的涡轮叶片的性能需求,因此发展更高效的涡轮叶片冷却技术将是提高涡轮前温度的重要方式。
涡轮叶片是航空发动机中承受热及机械载荷最为苛刻的零部件,也是发动机的关键安全件。“如何在减少冷气流量的情况下提高涡轮进口燃气温度”这一技术难题的解决途径,一方面是研制新型耐高温材料和热障涂层,另一方面就是实施先进可靠的高效冷却技术。有资料表明,在过去30年中,涡轮进口燃气温度提高了450K,其中只有30%是由于耐高温合金的发展和制造工艺的进步,而其余70%则是依靠有效的冷却技术获得的。由此可见,发展更高效的涡轮叶片冷却结构和冷却方式将是提高涡轮前温度的重要手段。
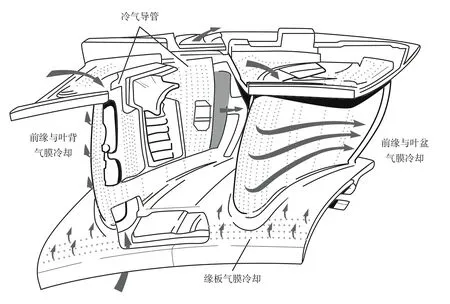
图1 导向叶片典型冷却结构
涡轮叶片典型冷却结构
导向叶片
现代航空发动机高压涡轮导向叶片典型冷却结构(如图1所示)主要包括扰流柱、气膜孔以及热障涂层等。叶片前缘受冷气/燃气压比限制,常采用致密气膜孔冷却。叶盆、叶背前部低速区常采用气膜或冲击加气膜冷却的复合冷却形式。叶背高速区主要采用冲击冷却形式。叶背后部冲击冷却的冷气会经叶片尾缘的扰流柱对尾缘区域进行冷却,最后从叶片尾缝排出。叶片尾缝排气结构主要有全劈缝和半劈缝。导叶叶片的缘板常采用冲击加气膜的冷却方式。
受性能需求的影响,发动机涡轮前温度逐渐升高,给涡轮导向叶片冷却设计带来了各种问题和矛盾:叶片前缘高温、高热负荷与叶片前缘冷气侧与燃气侧压比较小,因而难以进行复杂冷却设计;致密气膜孔设计受叶片强度、可加工性及冷气量等因素制约;叶背中后部出现燃气分离、转捩换热增加与气膜孔开孔区域限制导致叶片高热负荷区域难以充分冷却;叶片尾缘受壁厚限制,采用全劈缝会影响涡轮性能,采用半劈缝则冷却不足。
转子叶片
现代典型的多通道高压涡轮转子叶片的冷却结构如图2所示,叶片前缘采用冲击冷却,叶片的中间部分采用含有扰流肋的蛇形通道冷却,而叶片尾缘由于空间结构的限制采用劈缝结构冷却。
气膜孔主要分布于叶片前缘、吸力面、压力面和叶片尖端区域。冷却气流由高压压气机引出并经由叶片底部进入叶片内部,先流经带有扰流肋的冷却通道通过增强换热面积和湍流度的方式对叶片内壁进行冷却,之后分为三股气流:一股气流主要对涡轮叶片前缘高温区域进行冲击冷却,最终通过叶片前缘气膜孔流出,形成前缘的气膜冷却;第二股气流通过叶片中间区域的气膜孔在叶片表面形成气膜保护层,保护叶片外表面;第三股气流则经过涡轮叶片尾缘的绕流柱,在扰动强换热后由尾缘劈缝排出。
转子叶片的冷却设计主要受强度限制,叶片根部应力大,气膜孔的角度、大小、间距等都对叶片强度造成影响,扰流肋的强化冷却会造成局部温差大、热应力大等问题,对冷却设计形成挑战。
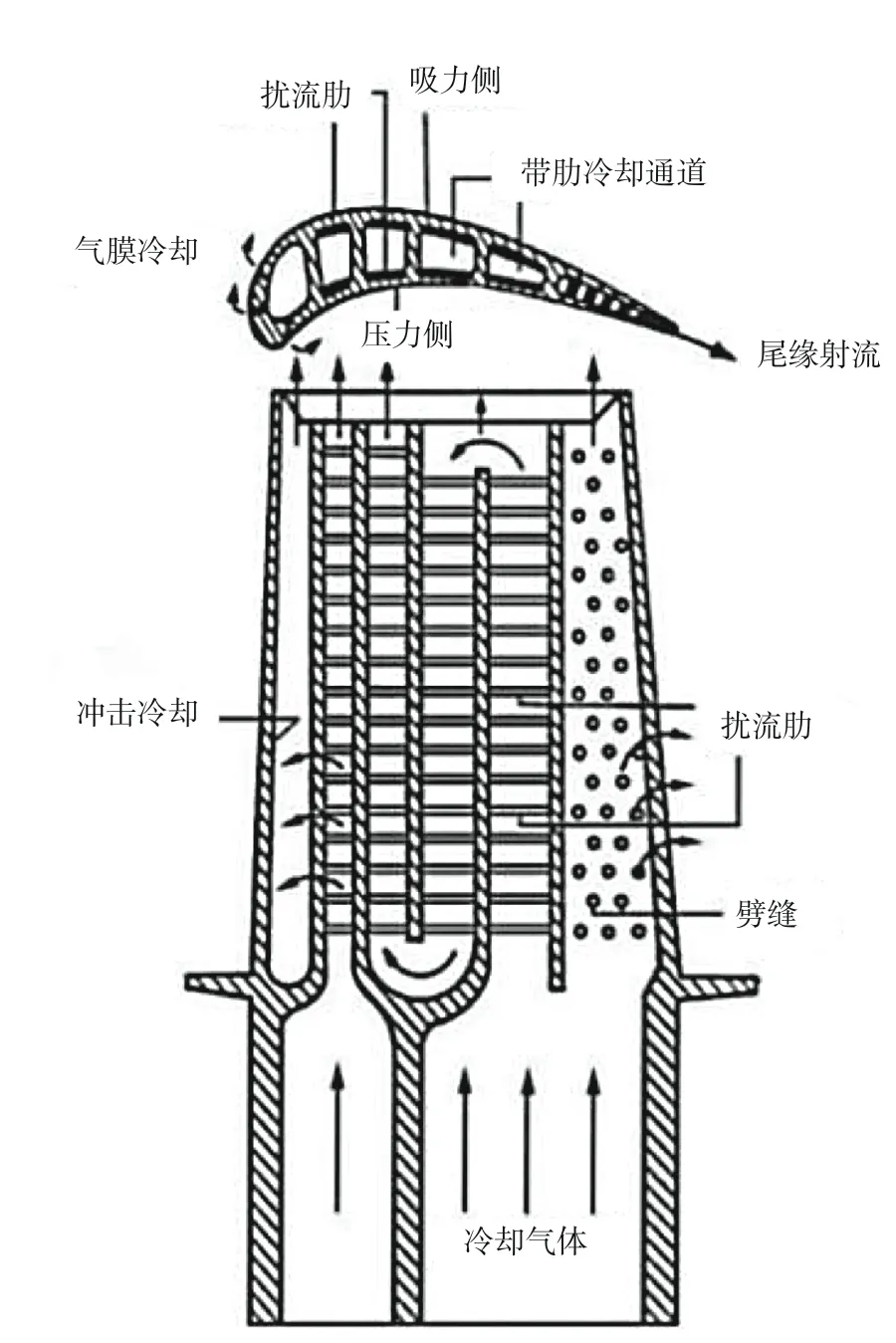
图2 转子叶片典型冷却结构
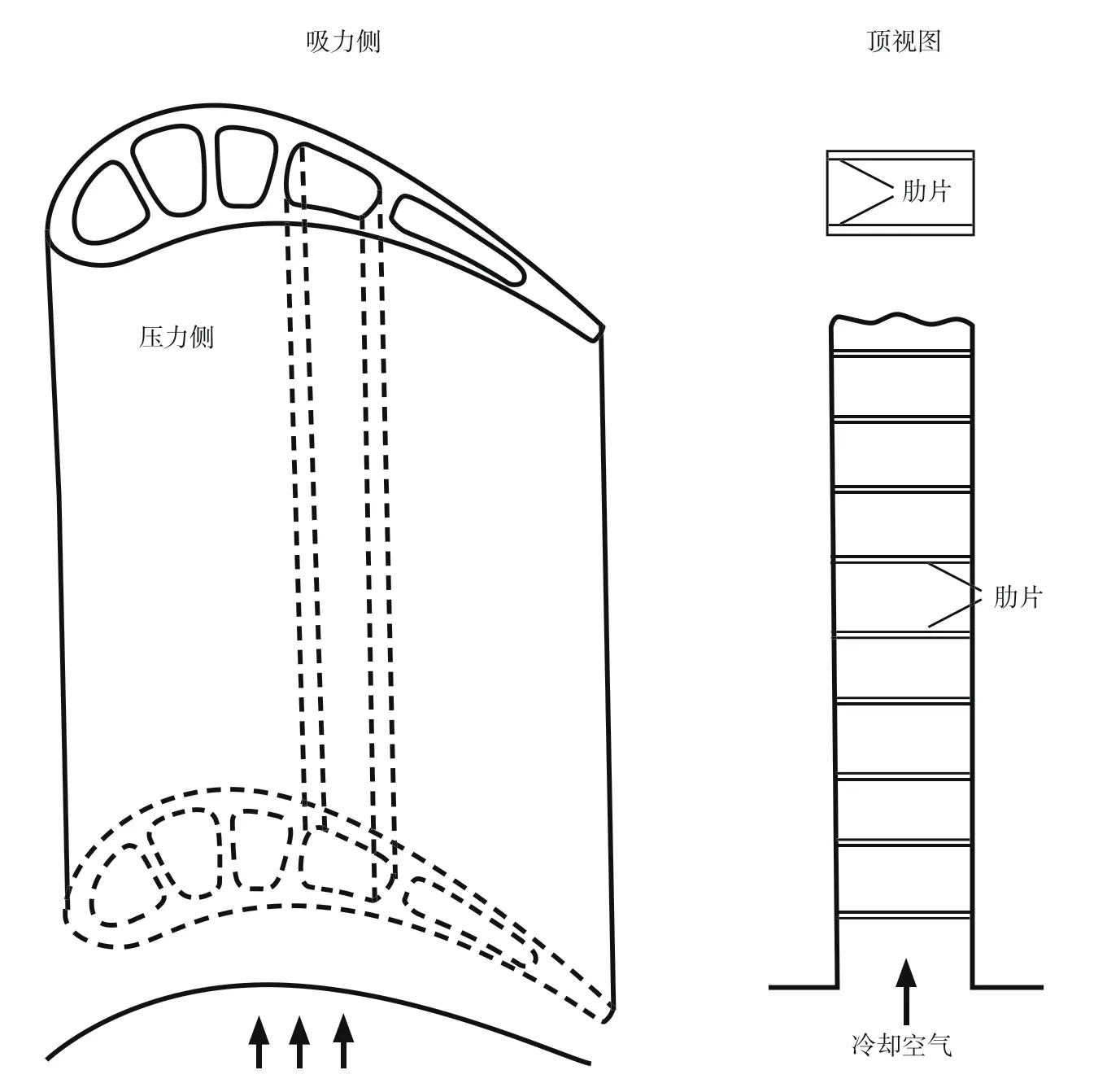
图3 带肋冷却通道及内部肋片布置
涡轮叶片主要冷却方式
涡轮叶片冷却方式主要包括强化冷却空气与叶片内表面换热的内部冷却和以气膜冷却及热障涂层为主的外部冷却。
内部冷却方式
内部冷却的主要目的是强化冷却空气与叶片内部通道内壁之间的传热,通常由射流冲击、多程弯折带肋通道、尾缘区域柱肋扰流所组成的复合冷却结构来实现。
射流冲击是由冷却气体对涡轮叶片内壁进行冲击,形成比较薄的速度边界层,因此具有较高的换热效率。涡轮叶片的射流冲击冷却主要用于热负荷比较大的区域,如涡轮叶片的前缘区域,冷却气流通过叶片内部隔板上的小孔冲击叶片的内表面以达到强化换热的目的。
尾缘区域柱肋扰流冷却是利用连接通道两侧壁面的扰流柱来强化通道内的换热,主要布置在厚度较薄的涡轮叶片尾缘区域,同时还起到支撑作用。扰流柱不仅可以提高来流的湍流度,而且可以将叶片表面的热量通过柱体传导出去。气流经过扰流柱会产生尾迹,可以增强流动的扰动,破坏壁面边界层的发展,从而提高换热效率,此外,扰流柱本身也是热量的传导体,可以将叶片壁面的热量传到扰流柱上,再通过流体流动将热量带走。
内部带肋通道的对流强化冷却主要用于叶片的中弦区域,在该区域内部通道壁面的吸力侧和压力侧布置扰流肋,起到强化换热的目的,典型带肋通道冷却结构如图3所示。通道内的扰流肋一方面可以增大通道内的换热面积,另一方面扰流肋会对来流有着扰动作用,在扰流肋前后产生复杂的涡结构,破坏流动边界层和热边界层的发展,从而增强换热效率。但是,扰流肋在强化换热的同时,也会增加通道内的流动阻力,使得涡轮叶片整体的换热效率降低。因此,研究扰流肋冷却过程要结合换热特性和流动阻力特性来综合评估冷却效果。研究表明,影响带肋通道冷却效果的因素包括肋形状、肋角度、通道形状、肋间距与肋高比、通道堵塞比、无量纲旋转数以及雷诺数等因素。
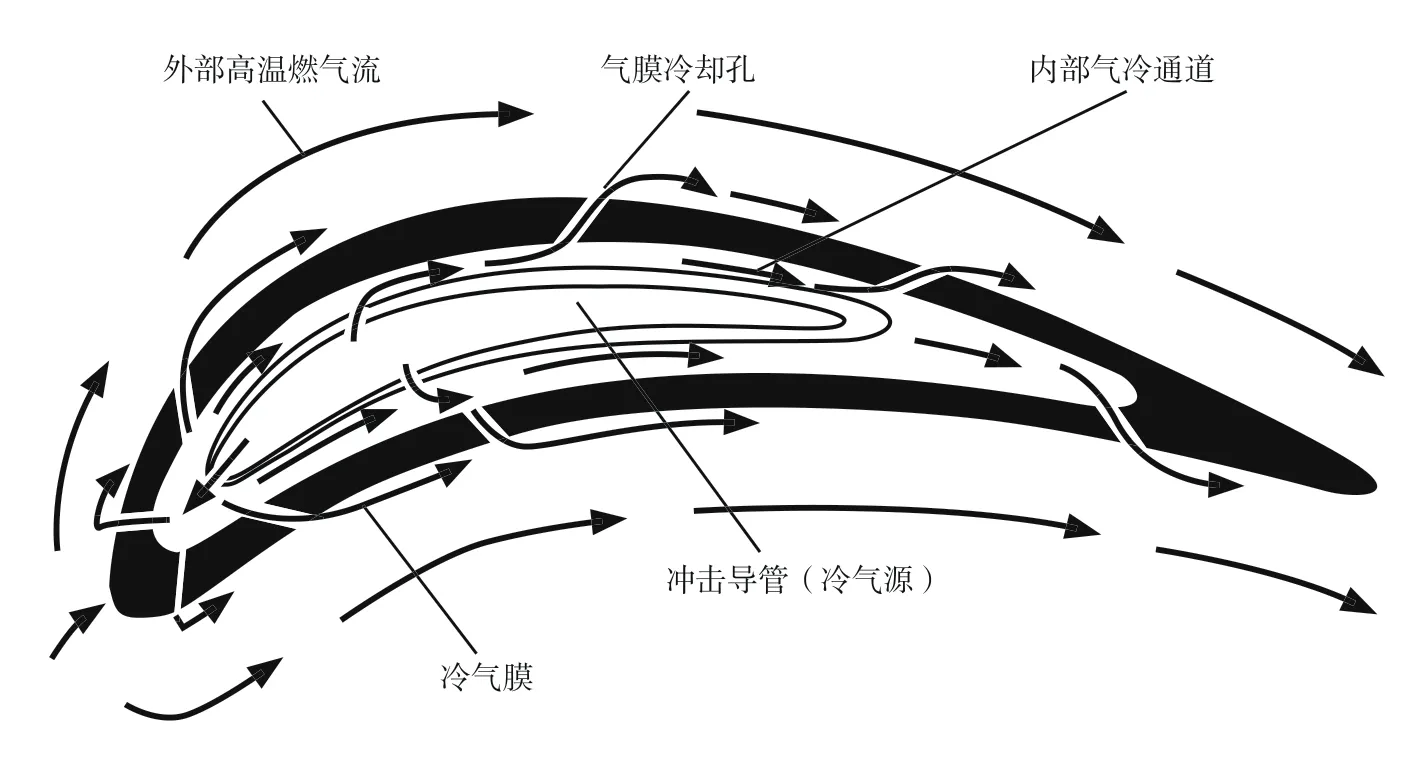
图4 气膜冷却在叶片上的结构原理
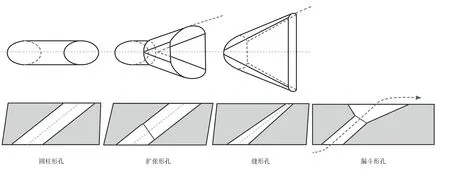
图5 不同的气膜孔形状示意
外部气膜冷却方式
目前,叶片外壁面冷却较为可行的方式是气膜冷却。该冷却方式结构较为简单、易于实现且具有较高的冷却效率。气膜冷却的基本工作原理是通过在叶片表面开设槽缝或离散小孔,将冷却气体从叶片内部以一定角度和动量喷射出,冷气随主流向下游发展,在叶片表面形成一层低温薄膜,把叶片表面和高温主流隔开,并对叶片壁面降温,起到了隔热和冷却的双重保护作用,其结构功能如图4所示。影响气膜冷却效率的因素主要有孔形、孔径、复合角倾角、孔间距、孔排间排列方式等几何参数,以及雷诺数、吹风比、努塞尔数、传热系数等流动参数,还有壁面曲率等冷却特性。
通过对气膜冷却效率进行研究,发展出了不同的气膜孔形状,在传统圆柱形孔基础上增加孔出口展向和流向方向的扩张。圆柱形孔可发展为不同前倾角的扩张形孔,其中较为典型的是簸箕形孔,由于气膜孔出口展向宽度的增大,气膜射流速度和动量降低,气膜能较好地覆盖在壁面上。此外,圆锥形孔、缝形孔、凹槽形孔、哑铃形孔、收缩扩张形孔、漏斗形孔、双向扩张形孔等的气膜冷却特性也得到了广泛研究(部分气膜孔形状如图5所示)。目前,圆柱形孔和簸箕形孔在涡轮叶片气膜冷却设计中得到广泛使用。
对气膜冷却结构的研究,从单孔、排孔到多排孔,从平板到曲面到真实叶型,相对来说比较全面,技术上较为成熟。初期的气膜冷却研究更多是在平板上进行的,对于具有航空发动机涡轮叶片真实叶型的模型,其传热与流动特性更为复杂,旋转工况在其中也有十分重要的研究意义。
双层壁冷却方式
双层壁冷却是一种集内部冲击冷却与外部气膜冷却为一体的复合型冷却方式,即冷气从内壁上的冲击孔向外壁内表面射流冲击后,再从外表面的气膜孔流出形成气膜冷却。该冷却方式充分发挥了内部冲击射流强化换热和气膜孔溢流强化换热作用,是提高局部换热系数的有效方法,在相同开孔面积和冷热气流条件下,比传统发散冷却效率高出 30%。
对双层壁冷却结构在火焰筒和涡轮叶片上的应用研究包括:较基础的与主流垂直的气膜出流平行双层孔板;具有倾角的气膜出流平行双层孔板或者矩形通道,以及内部流道更受限的短腔或者带肋的平行孔板双层壁;对弯曲壁面双层壁(如图6所示)和真实火焰筒或涡轮叶片叶型的数值模拟,以及实验方式等。
影响双层壁的冷却效率的因素主要包括:几何因素,如双层孔板的曲率(或在真实涡轮叶片的研究中为叶片壁面叶型)之间位置偏置或冲击孔/气膜孔间流向间距以及多排孔的排之间的直列交错、双层壁孔板间距、单层冲击孔板或者气膜孔板的孔排布方式、气膜孔倾角或复合角、气膜孔/冲击孔间距、冲击孔/气膜孔孔径;流动因素,如主流气体质量流率、冷却气体质量流率、吹风比、绝热或导热壁面;旋转因素,目前大多是关于简单模型的静止和旋转研究,以及复杂模型的静止研究,对于复杂模型(如真实涡轮叶片模型)更多的是对于静止工况的研究。
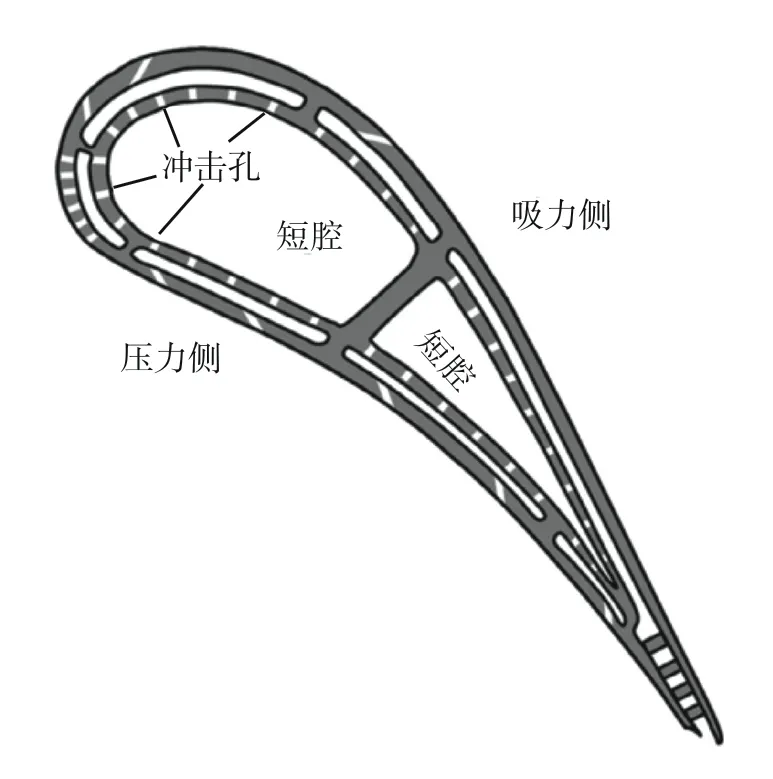
图6 涡轮叶片双层壁复合冷却结构内部示意
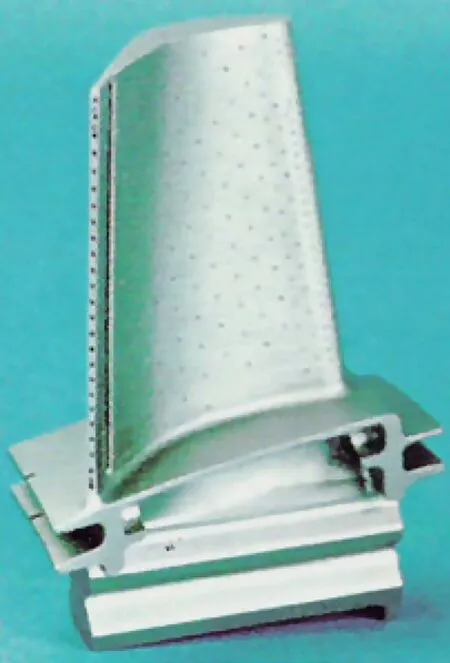
图7 微尺度超强冷却叶片
通过几种结构的对比研究可以发现,双层壁冷却结构在旋转工况里很明显地优于单纯冲击冷却结构,气膜孔发生抽吸之前可以在双层壁间以对流冷却的形式对内冷冲击冷却进行叠加。
微尺度超强冷却方式
近年来,发动机冷却结构的研究呈现出微尺度(100 ~500μm)化的趋势,并且取得了很好的效果。图7所示的是一种采用了微尺度强化换热结构的涡轮冷却叶片,叶片部分区域的内部冷却通道和外部气膜孔采用了微尺度结构,使单位体积内具有非常高的流动换热表面积,可以在较小的冷气流量条件下产生极高的换热率。因此,微尺度超强冷却技术可为提高涡轮前燃气温度提供新的技术途径。
结束语
从工程应用来看,由冲击冷却、气膜冷却以及内部带肋通道冷却构成的复合冷却结构是涡轮叶片冷却的典型冷却结构。对于涡轮叶片复合冷却结构的冷却方式的改进,可以收到降低叶片温度或减少冷气用量的效果。为了进一步提升涡轮前温度,应结合几种不同冷却方式的优势,发展更高效的冷却结构,如双层壁冷却技术等。双层壁冷却结构的原型已十分接近微尺度冷却结构的要求,部分结构已属于微尺度冷却结构的范畴。而微尺度冷却结构则对突破传统冷却技术的极限、发展超强冷却技术提供了可能。
猜你喜欢
农业装备与车辆工程(2022年2期)2022-10-30
北京航空航天大学学报(2022年7期)2022-08-06
电力设备管理(2022年11期)2022-07-27
舰船科学技术(2022年11期)2022-07-15
学苑创造·A版(2022年6期)2022-06-20
表面技术(2022年2期)2022-03-03
宇航学报(2021年6期)2021-08-13
火箭推进(2020年2期)2020-05-06
领导文萃(2018年7期)2018-05-18
动漫界·幼教365(小班)(2018年3期)2018-05-14
