
高温氧化铝煅烧窑收尘器超低排放改造设计
2021-01-04 06:19李洪刚
中国金属通报 2020年13期
李洪刚
(中铝山东工程技术有限公司,山东 淄博 255052)
1 项目背景及现状
1.1 项目背景
在高温氧化铝生产过程中,使用高温煅烧回转窑生产设备,生产过程中使用煤气、天然气作为燃料,氢氧化铝为原料,在窑尾产生大量的含尘烟气,经电收尘器净化后经烟囱排入大气。中铝山东新材料有限公司拥有两台(1#、2#)高温氧化铝煅烧窑,窑的排烟均经一级电收尘除尘后,含尘浓度为70 mg/Nm3,通过各自的烟囱排往大气。排烟含尘浓度虽然能达到现有的排放要求,但随着环保要求的越来越严格,仅依靠原来设计的电收尘器已不能满足国家和地方对炉窑烟气排放的新要求。
中铝山东有限公司人口密度大、环境容量较小、生态环境敏感度较高的区域,属于重点控制区。根据《山东省区域性大气污染物综合标准》(DB37/2376-2013)规定,自2017 年1 月1 日起至2019 年12 月31 日执行第三时段排放浓度限值30 mg/m3的要求,到2020 年重点控制区颗粒物排放浓度限值为10 mg/m3,显然差距很大,急需进行升级改造,使其达到2020 年重点控制区颗粒物排放浓度限值要求。
1.2 现状
中铝山东新材料有限公司现有1#2# 高温窑窑后各配一台45m2电收尘,进电收尘器时烟气温度280℃,风量约100000m3/h,除尘效率95%, 目前电收尘器出口排向大气的颗粒物排放浓度小于70mg/Nm3,粉尘浓度达不到新的环保标准。进入电收尘器前后的烟气成分见表1。收尘粉料成分为高温氧化铝,回收为产品。
从表1 中可以看出,新材料有限公司1#2# 高温氧化铝窑,生产使用的电收尘排气含尘浓度已达不到新的环保标准(10 mg/m3)要求,亟需对除尘系统进行改造,为应对日益严格和不断提升标准的环保要求,本次改造按达到5mg/m3超低排放标准进行设计。
2 改造方案
2.1 高温氧化铝生产工艺
含有一定水分的湿氢氧化铝,在回转窑内的高温作用下,经过烘干、脱水、转晶三个过程,生成α- AL2O3产品经冷却输送至产品仓后包装销售。在生产过程中废气经过二级旋风预热器至除尘器净化后通过烟筒排至大气中。高温氧化铝煅烧工艺过程为:氢氧化铝物料由回转窑尾送入窑中,在煅烧窑中煅烧,使用天然气、煤气作为燃料,将氢氧化铝烧制成α 氧化铝(即高温氧化铝)。煅烧后的高温氧化铝由窑前部排出,进入冷却机中冷却后为成品,燃料煤气(天然气、煤气)从窑前喷入燃烧,废气从窑尾排出,经两级旋风进入电收尘净化处理排空。
可以看出煅烧窑的烟气具有温度高、含湿量大的特点,为了给后续的SCR 烟气脱硝创造条件,不能让烟温降低除尘,所以,选择的除尘器必须要耐280℃的高温。要达到超低排放,电除尘器达不到,如此高的温度选择普通布袋除尘器是不可能的,因此本次改造选择了金属柔性膜过滤技术。
2.2 高温氧化铝窑烟气收尘方案
2.2.1 改造方案
方案采用金属间化合物膜及膜分离技术对1#、2# 高温窑收尘器进行技术改造。将原有电除尘的极板极线拆除,壳体利旧,改造为以金属柔性膜为过滤元件的袋式除尘器。利用金属间化合物多孔材料来有效地使粉尘截留在滤芯表面,待粉尘形成滤饼后,通过反向脉冲喷气,利用喷嘴管卷吸净烟气把在一个预先确定的压降或时间内形成的滤饼清除掉。一定容积的高压卷吸气体以相反的方向流过滤芯,滤饼因重力作用掉下进入除尘器的灰斗部分,通过逐级在线排灰系统把这些固体颗粒物质外排或回收利用。通过反复的循环反吹并保持压降的基本恒定,整个过程中维持系统内烟气是完全连续向前流动的。
带喷气脉冲清洁的除尘器系统由一个传统的单管板基础的除尘器容器组成,这个容器隔离了下部的烟气侧和上部清洁烟气侧。膜滤芯悬吊在管板中并从两侧进行密封固定,含尘的烟气从粗烟气侧进入除尘器并经由一个分布管装置导入到管板下侧,粗烟气通过这种结构实现分流。在烟气除尘系统中,膜滤芯是按组(管束)进行在线清洁,后面的组按顺序逐单元进行清洁,这种清洁方式使得余下的组能够继续过滤,从而使系统能连续的在线运行。喷气脉冲清洁效率的关键是:极快速动作的自动喷吹阀、定位在每个滤芯上部喷嘴喷射器和膜滤芯。
2.2.2 金属柔性膜特点
柔性膜滤芯是除尘系统的核心原件,其主要特点:
(1)过滤精度高。
柔性膜平均孔径5~6μm,孔径分布均匀,过滤精度可达0.1μ m,过滤后含尘量≤5mg/Nm3。
(2)耐温性能好、保证后续脱硝工序有利运行。
柔性膜是金属粉末通过专用设备经特殊工艺制备而成,450℃内不发生氧化,450℃内不发生硫化,化学性能稳定,连续工作温度≤400℃,短时最高工作温度可达450℃。项目除尘后出口烟气温度保持在280℃以上, 超净烟气进入后续脱硝工序,为后续脱硝装置提供温度条件,同时减少催化剂堵塞与毒化失效,延长催化剂使用寿命,保证脱硝环保装置长期达标运行。
(3)过滤通量大、过滤阻力低。
柔性膜厚度0.4~0.6mm,化学反应成孔,孔具有较小的曲折因子,故柔性膜过滤阻力小,过滤通量大,过滤空气通透量≥300m3/m2·kPa·h。
(4)除尘器滤芯使用周期比布袋的长
本项目选用铁铝金属间化合物柔性膜滤芯,使用周期比布袋的长2 倍以上,而且滤芯由金属间化合物膜和内部支撑结构组成,均为具有回收价值材料,滤芯性能指标不达标后,可对滤芯进行回收利用,防止二次污染。
2.2.3 收尘工艺流程
(1)改造前工艺
目前,高温窑出来的高温含尘烟气(≥280℃)与常温空气混合降温后(~100000m3/h,≥230℃)进入静电除尘器进行除尘,除尘后的烟气进入下一工段。该工艺除尘系统处理气量大、除尘效率低、除尘后烟气温度低,不利于后续脱硝工艺的运行。
(2)改造后工艺
根据热平衡计算,混合前高温烟气流量约92800m3/h。本项目采用柔性膜及膜分离技术对1#、2# 高温窑收尘器进行技术改造,不用掺配冷风降温,高温窑出来的高温含尘烟气(~92800m3/h,≥280℃)直接进入除尘器进行高温、高精度除尘,除尘后的净烟气(含尘量≤10mg/Nm3)进入下一工段。除尘器拦截得到的粉尘进入原有输灰系统,选用常温/ 中温压缩空气对膜进行定时/ 定阻反吹以恢复膜通量。
该工艺除尘系统处理烟气温度更高、粉尘流动性更好,除尘效率高、可为洁净烟气脱硝工艺创造有利条件。

图1 技改后工艺流程
(3)对比除尘器改造后与改造前使用电除尘器的运行费用;
改造前: 电除尘器折旧费为零,每年每台维保费用约4 万元。两台共计约8 万元。
改造后:
① 折旧费每年737/12=61 万元。
② 较原电除尘阻力增加200Pa,风量80000m3/h,风机功率增加N =(200×80000)/(3600×0.98×0.75×1000)= 6kW,两套合计12kW,新增输料电机和空压机119kW,年增电费(12+119-100KW 原电捕)×7200h×0.52 元/ kWh=11.6 万元
③ 增加更换滤芯的费用平均按照5 年更换一次,每年需要700 元/m2×1500×2m2/5=42 万元。
④ 烟尘排放由70 mg/Nm3降低至5mg/Nm3以下。按照烟气量40000Nm3/ 小时,两台运转率85%,收尘料3000 元/ 吨计算,每年回收氧化铝收尘料效益:
(70-5)×10-9×40000×24×365×85%×2×3000=11.61 万元。
改造后较之改造前每年增加运行成本61+11.6+42-11.61-8=94.99 万元。
2.2.4 系统组成
除尘器:除静电除尘器灰斗利旧改造外其余均新建,改造后除尘器烟气处理能力为92800m³/h,除尘器进出口规格为1.5×1.5m。除尘器除尘面积1544m2,选择Φ130×4000mm 滤芯,除尘器滤芯数量共945 支。
反吹系统:设置压缩空气缓冲罐、电加热器、反吹气包、脉冲阀。选用压缩空气对膜滤芯进行定时/定阻反吹以恢复膜通量。
除灰、输灰系统:除灰、输灰系统及设备利旧。
2.2.5 改造内容
拆除两台高温窑原电除尘器支架标高7.00m 以上设施,标高7.00m(含)以下部分含灰斗、支架、平台、卸灰、输灰装置都不变动;
新建除尘器的原烟气箱体、净烟气箱体、喷吹装置、膜滤芯等核心部件;
除尘器阻力较静电除尘器阻力大1.2kPa,脱硝系统新增阻力约1.2kPa,本方案需对引风机进行改造;
除尘器改造后,原除尘器进出口烟道进行相应改造。
2.2.6 设计范围
本方案采用金属间化合物膜及膜分离技术对1#、2# 高温窑收尘器进行技术改造。设计范围:
(1)除尘器本体(前自进口封头法兰,后至出口封头法兰,下至灰斗排灰口法兰、反法兰及其附件,灰斗及其配套输灰装置利旧)。
(2)反吹系统:压缩空气缓冲罐入口法兰至除尘器所有设备及管道。
(3)成套范围内附属设备。
(4)引风机改造。
(5)电气、控制系统改造。
2.3 主要设备明细
以单台煅烧窑为例,煅烧窑除尘改造的主要设备见表2。
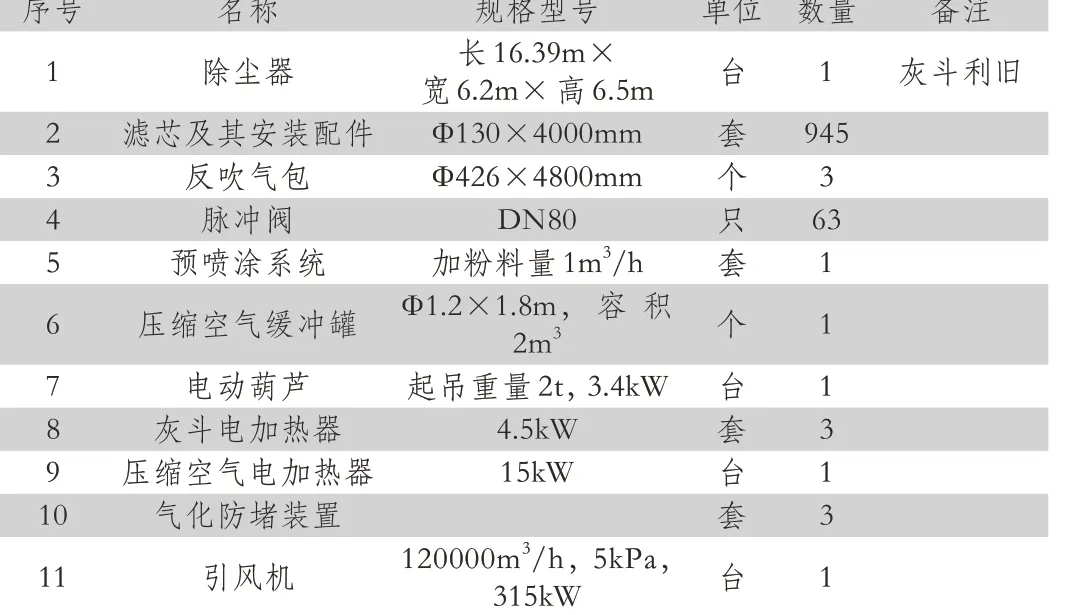
表2 主要设备清单(单台)
2.4 工艺参数及指标
采用柔性膜及膜分离技术对1#、2# 高温窑收尘器进行技术改造,改造后除尘系统工艺参数及指标见表3。
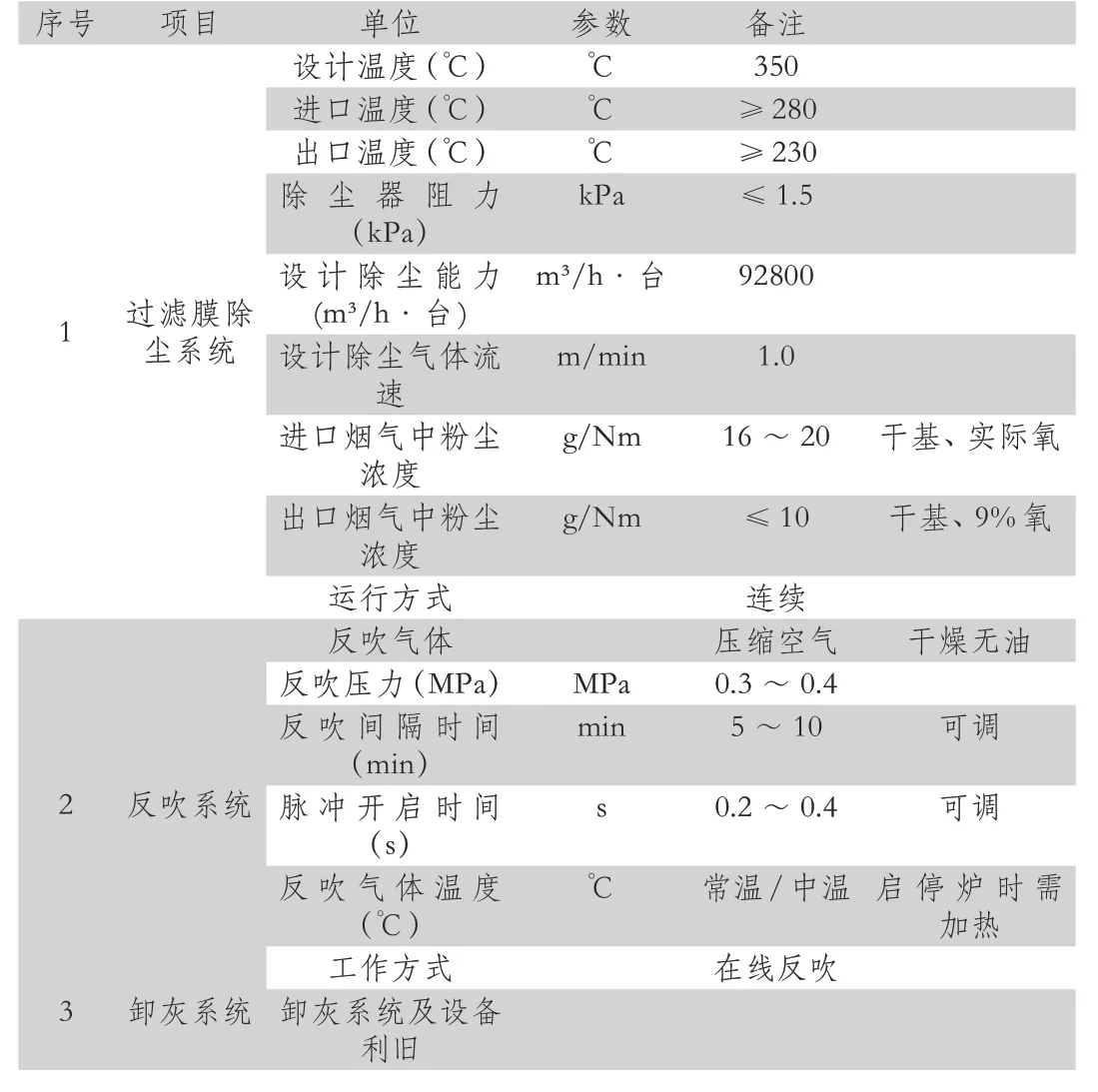
表3 工艺参数及指标
3 运行效果
两台氧化铝高温窑的除尘器经过金属膜过滤改造,投运十分顺利,运行效果极好,烟气阻力在400Pa 以内,烟气排尘浓度在1~3 mg/m3,达到了5 mg/m3的超低排放水平。
(1)减排经济效益:高温氧化铝除尘系统由70mg/m3 降到5mg/m3,年回收38.7 吨高温氧化铝, 回收高温氧化铝废料按3000 元/ 吨计算,年创效益11.61 万元。
(2)社会效益:每年减少外排各种粉尘38 吨,对环境改善有较大的贡献。
4 结论
金属膜过滤除尘系统可实现高温(≤400℃)烟气除尘,过滤精度高,除尘后净烟气含尘量≤5mg/Nm3,除尘气量大,占地面积小,能连续稳定运行。对于整个高温氧化铝生产企业煅烧窑收尘器的本体改造提供了较好的改造方式。
猜你喜欢
机电信息(2022年9期)2022-05-07
能源工程(2022年1期)2022-03-29
——工会参与尘肺病预防实用指南》—— 检查要点17 将含尘气体除尘后排放(连载三)
劳动保护(2022年1期)2022-03-07
一重技术(2021年5期)2022-01-18
建材发展导向(2021年11期)2021-07-28
中国有色金属(2021年12期)2021-07-09
农业环境科学学报(2021年4期)2021-05-25
科学与财富(2021年34期)2021-05-10
有色设备(2021年4期)2021-03-16
东北大学学报(自然科学版)(2021年1期)2021-01-15
