
大过盈精密锥度配合的冷装工艺
2020-12-31 02:36吴志勇徐景程何雨华李文武
凿岩机械气动工具 2020年4期
吴志勇,徐景程,何雨华,李文武
(1.浙江美安普矿山机械股份有限公司,浙江 衢州324000;2.浙江长征职业技术学院,浙江 杭州310023)
1 前言
我公司近期开发的一款大型重载矿山机械设备中,涉及到一种利用精密锥度主轴(以下简称“主轴”)过盈配合后作为定位及固定端(见图1)的冷装工艺。机器在工作过程中,主轴要承受很大的冲击载荷,所以要确保主轴定位正确,安装牢固。在满足各装配零件加工精度的同时,研究过盈配合的装配工艺显得尤为重要。零件过盈配合安装通常采用压力装配工艺和加热包容件法装配工艺。压力装配工艺一般应用于过盈量较小的场合;而对于加热包容件法装配工艺,应根据零件材质的热敏感特性加以区别选择。
本设备主轴安装结构见图1,安装锥孔的下架体体积庞大且壁厚变化较大,承受高冲击的主轴装配过盈量也很大(径向约0.44 mm)。经分析,采用上述两种常见装配工艺存在影响产品安全的局限性。因此,利用主轴零件的冷敏感特性,结合主轴安装方式,探索出了一种冷装工艺方法。
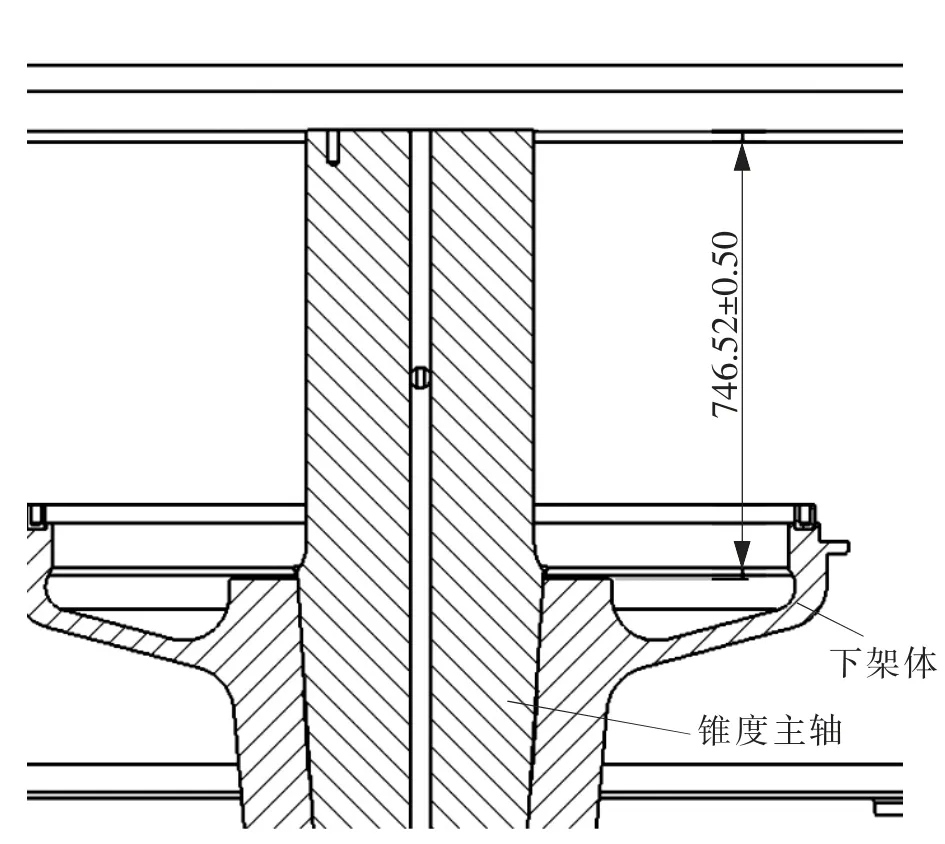
图1 主轴与锥孔装配剖面图
2 冷装工艺原理
冷装工艺是指借助金属零件受冷收缩的性质设计的一种低温装配工艺。对于原本具有过盈配合的连接件,把被包容零件置于冷却介质当中,零件尺寸收缩变小,使得过盈连接形式转变为间隙连接形式,以降低装配难度。当装配体温度恢复到正常状态时,被包容零件就会紧紧地与包容零件配合到一起,从而达到所需的装配技术要求。
3 冷装工艺理论计算与试验数据
冷装工艺理论计算

式中 T——冷冻温度,℃
x——实际过盈量,mm
y——实际需要间隙,mm
α——线胀系数,1/℃
t——装配环境温度,℃
d——主轴轴径,mm
K——补偿系数
对于钢,α=10.5×10-6/℃;K=1.1~1.4,一般热天取大值,冷天取小值。
根据公式(1),按表1给定数据,计算主轴冷冻温度T。
借鉴以上主轴冷冻温度理论计算结果,参考公司以往产品零部件冷冻安装实验数据,对比分析本主轴安装过盈量要求在0.41~0.47 mm范围内,其主轴需在专用低温冷冻箱内冷冻2 h左右,并且冷冻箱内温度保持在-110℃左右(见图2)。

表1 主轴冷冻温度计算表
4 冷装工艺过程
4.1 备料
包括零件领料,装配作业支架,调整工装,辅助固定工装,准备专用冷冻箱、液氮储罐(按需求量充足配备),备齐专用测量卡板、高度尺、塞尺等。
4.2 检查工序
检查各装配零件加工表面有无磕碰,如有磕碰,用油光锉和金相砂纸修复;去除配合面杂质和污渍,并确认零件表面干燥。

图2 冷冻试验装置
4.3 预装工序
检查主轴和锥孔接触情况,要求预安装锥面接触率≥75%为合格,否则返工。调整主轴轴向尺寸的工装,安装在下架体底部待用(见图3)。
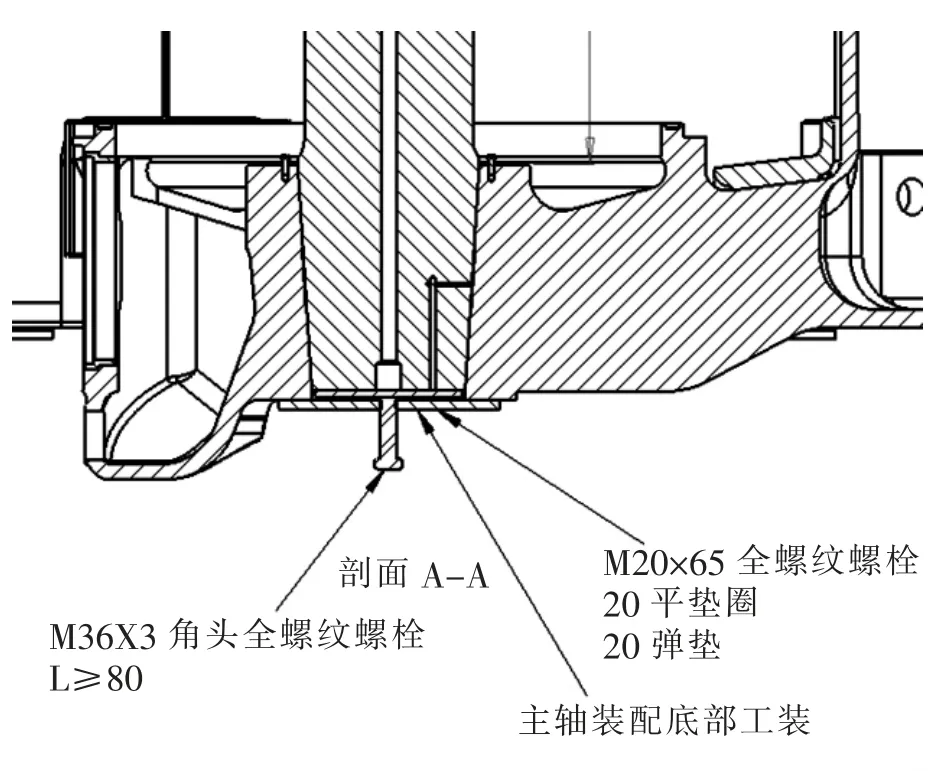
图3 调整工装安装图
4.4 冷装介质选择
冷装介质采用液态氮,因为液态氮便于采购,价格也比较低廉,可以大大降低安装成本。此外,氮气属于不活泼气体,挥发后也没有危险性。液态氮的需求量根据装配零件尺寸大小、冷冻温度及冷冻时间等因素来确定。
4.5 专用冷冻箱
为了达到冷冻效果,本着节约冷冻介质的目的,根据主轴尺寸大小对冷冻箱进行设计和制作。专用冷冻箱的高度首先要能把主轴全部放到里面,但其直径方向的尺寸不能太大,一般为主轴直径的1.5~2倍,方便主轴固定及吊取操作即可。
4.6 主轴冷装工艺步骤
(1)用吊装工具将洁净的主轴竖直吊入冷冻箱并确保稳固,往冷冻箱里持续注入液氮(见图2),直至浸没主轴2/3-4/5 高度为止。注入完成后,静置2小时左右确保降温达标,即可进行冷装操作。在冷冻过程中,不得拆除吊装工具,因为冷冻结束后吊装工具可能无法安装。
(2)将冷冻后的主轴垂直吊入锥孔,由质检员用高度尺沿圆周四处均匀测量745.40±0.26 尺寸(见图4),如尺寸大于上限(745.66),则迅速吊出,重新进行冷冻;如小于下限(745.14),则通过底部工装(见图3)调整高度尺寸达到要求。在主轴上端面加装辅助固定工装,以便控制主轴与锥孔的过盈量。
(3)质检员每半小时监测一下装配体的情况,包括下架体和主轴的温差、辅助固定工装螺母的松紧程度。如太紧,要及时通知装配人员适当松一些,待两工件温度一致(温差≤3°C)即可。
(4)质检员用高度尺沿圆周四处均匀测量746.52±0.50 尺寸(见图5),并做记录。检验合格后本次冷装结束,转入下道工序。
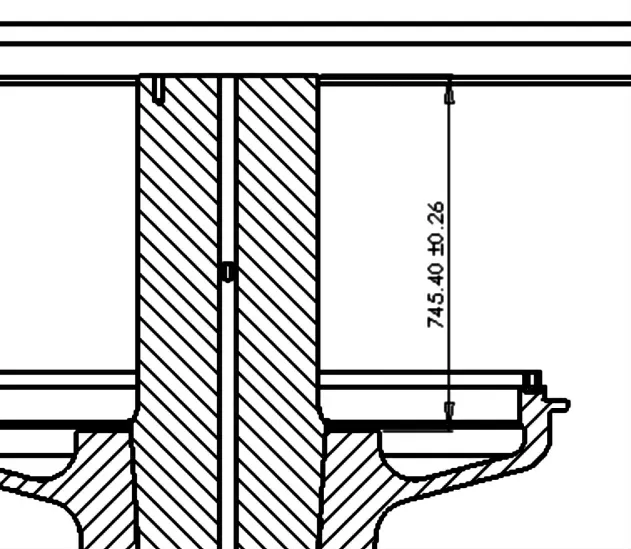
图4 冷冻高度测量尺寸图
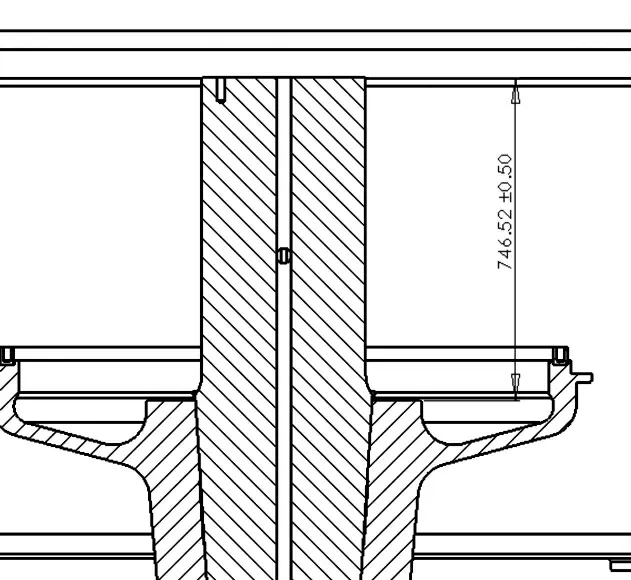
图5 常温高度测量尺寸图
5 操作方法及注意事项
(1)操作员要做好必要的劳动防护措施,佩戴防护镜和防护手套,并通知无关人员撤离至安全距离之外,避免发生冻伤;
(2)刚加入冷却剂时,会出现剧烈的沸腾现象,一定要控制好冷却剂注入速度和注入量,避免溅出伤人;
(3)为了保障冷装质量,在冷却之前要考虑好冷却之后的快速吊装环节;
(4)尽量不要长时间面对冷冻箱呼吸,以免吸入氮气冻伤呼吸道。
6 结束语
操作实践表明,该冷装工艺简单方便,保证了装配质量,操作难度不大。由于冷装工艺在大过盈精密锥度配合中具有独到优势,今后在系列产品类似结构零件安装中也可应用。采用冷装工艺之前,应结合实际情况全面分析,以起到良好的冷装效果。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
科学技术创新(2020年6期)2020-04-18
当代陕西(2019年24期)2020-01-18
科技创新与应用(2019年19期)2019-06-17
汽车科技(2019年1期)2019-02-25
科技创新与应用(2018年7期)2018-03-09
科技视界(2017年1期)2017-04-20
科学与财富(2016年34期)2017-03-23
中国新技术新产品(2017年7期)2017-03-18
装备环境工程(2015年5期)2015-02-28
