取向电工钢不同剪切角度的磁性能研究
2020-12-31 07:50万政武
武汉工程职业技术学院学报 2020年4期
陶 利 黄 双 宋 刚 万政武
(1.武汉钢铁有限公司硅钢部 湖北 武汉:430083;2.武汉钢铁有限公司质检中心 湖北 武汉:430083;3.宝钢股份中央研究院硅钢研究所(青山) 湖北 武汉:430080)
0 引言
随着经济的发展,国家对能源的需求特别是电力需求逐年大幅提升,各大火电、风力发电机制造厂通过技术创新,不断追求电机效率最大化,通过提升发电机组发电性能以达到提高能源利用效率的目的。无取向电工钢片具有较好的磁性各向异性、较低的铁损等特点,主要用于发电机定子和转子铁芯的制作[1]。由于火电、风机发电机定子齿部面积较大,冲片基本平行轧制方向,考虑到取向电工钢磁性能具备高磁感和低损耗的较强优势,正逐步推进火电、风电电机使用取向电工钢产品替代无取向电工钢,以提升发电效率。为了给用户选材提供有力的参考数据,通过试验研究了取向电工钢不同角度下磁性能的变化。
1 试验材料及检测方法
分别选取某钢厂厚度规格为0.35mm的35Q155与0.30mm的30QG120两个不同牌号的取向电工钢样片,利用量角器、三角板、直尺及剪板机等辅助工具,以钢板轧制方向为基准,沿顺时针方向依次偏离0°、5°、10°、15°、20°、25°、30°、35°、40°、45°、90°等11个角度进行裁剪,每个角度分别制取20个爱泼斯坦方圈试样,具体尺寸规格要求为0.35mm(板厚)×30mm(沿轧向及其偏离角)×300mm(沿横向及其偏离角),角度控制精度为±0.5°。
磁性能测量方法为GB/T3655《用爱泼斯坦方圈测量电工钢片(带)磁性能的方法》,采用德国BROCKHAUS公司型号为MPG-100D交直流磁性测量仪对上述不同角度的试样进行磁性能测试,包括最大铁损P1.7/50和磁极化强度J800。其中,最大铁损P1.7/50测试条件为磁感1.7T、频率50Hz;磁极化强度J800测试条件为交变磁场(峰值)800A/m、频率50Hz。待完成上述试样的磁性能测试后,将其放入罩式炉内进行消除应力退火,退火工艺为800℃×2h,炉内气氛为75%N2+25%H2保护性气体,再次完成所有试样的磁性能测试。
上述测试最终以每个角度20个爱泼斯坦方圈试样的平均值作为检测分析结果。
2 结果与讨论
2.1 消除应力退火前磁性能统计
图1分别是对35Q155、30QG120两个牌号的取向电工钢消除应力退火前不同剪切角度铁损P1.7/50和磁极化强度J800统计对比图。
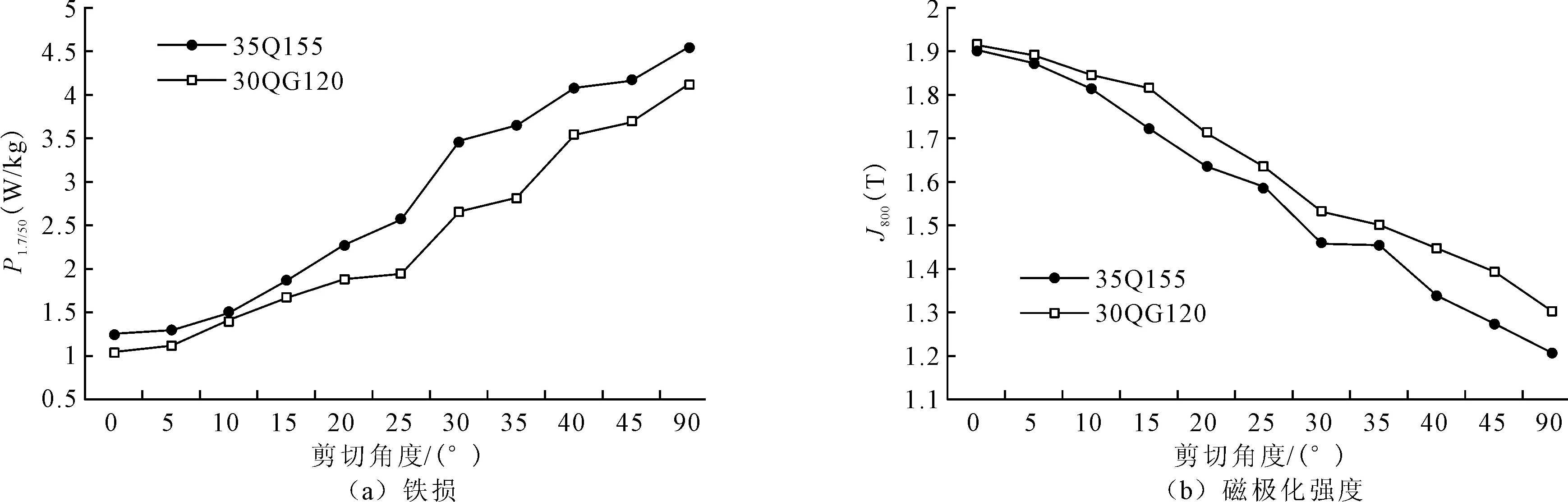
图1 35Q155、30QG120两牌号取向电工钢不同剪切角度磁性能变化图
从图1(a)可知,35Q155、30QG120两个牌号取向电工钢的铁损均随着剪切角度的增大而呈上升趋势,垂直于钢板轧制方向即90°剪切角度铁损最差,均超过沿轧制方向剪切角度铁损值的3倍以上。在剪切角度在10°以内的铁损曲线上升均相对平缓,说明铁损恶化趋势较小;剪切角度在10°以外的铁损恶化趋势逐渐变大。30QG120牌号铁损整体恶化趋势35Q155要小。
从图1(b)可知,35Q155、30QG120两个牌号取向电工钢的磁极化强度均随着剪切角度的增大而呈下降趋势。两个牌号的取向电工钢在剪切角度为10°以内磁极化强度可以保证在1.80T以上。30QG120牌号磁极化强度整体恶化趋势35Q155要小。
从上述分析知,35Q155、30QG120两个牌号的取向电工钢在剪切角度为10°以内时,磁性能恶化趋势较小,并且铁损均可以保证在1.55W/kg以下,磁极化强度均可以保证在1.80T以上。这说明在较小的剪切角度范围内取向电工钢磁性能保持在较好水平上。
2.2 消除应力退火前后磁性能对比统计
试样在剪切制样过程中,因受剪切应力影响,磁性会有一定程度的下降。通过消除应力退火可以消除在加工过程中产生的机械应力和应变,从而避免产生磁性恶化。图2、图3分别是对35Q155、30QG120牌号取向电工钢消除应力退火前后不同剪切角度铁损P1.7/50和磁极化强度J800对比趋势图。
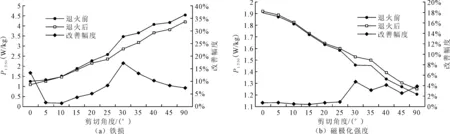
图2 35Q155牌号取向电工钢不同剪切角度消除应力退火前后磁性能对比趋势图
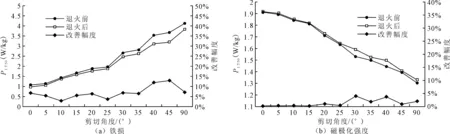
图3 30QG120牌号取向电工钢不同剪切角度消除应力退火前后磁性能对比趋势图
从图2、图3可知,上述两个牌号的取向电工钢经过退火处理消除了剪切应力的影响,对磁性能均有一定的改善作用。其中30QG120退火前后整体磁性能比35Q155优良,但是两个牌号的取向电工钢在剪切角度20°以内退火前后磁性能变化均不大,特别是对铁损的改善幅度较小;当剪切角度超过20°,铁损改善幅度逐渐增加。因此,用户在选用取向电工钢材料时,剪切角度控制在20°以内时不需要考虑剪切应力对磁性能的影响。
2.3 不同剪切角度铁损曲线变化
由于用户在使用取向电工钢材料制作电机定子铁芯时,主要是为了充分利用沿轧制方向磁性能最优的部分,同时也重点关注不同剪切角度下铁损和磁密度变化情况,并据此在设计发电机组时作适当调整。结合前文分析,特选定剪切角度为0°、5°、10°时在不同磁密度下的铁损变化进行分析比较。图4即为35Q155、30QG120两个牌号取向电工钢剪切角度为0°、5°、10°时在不同磁密度下的铁损曲线。
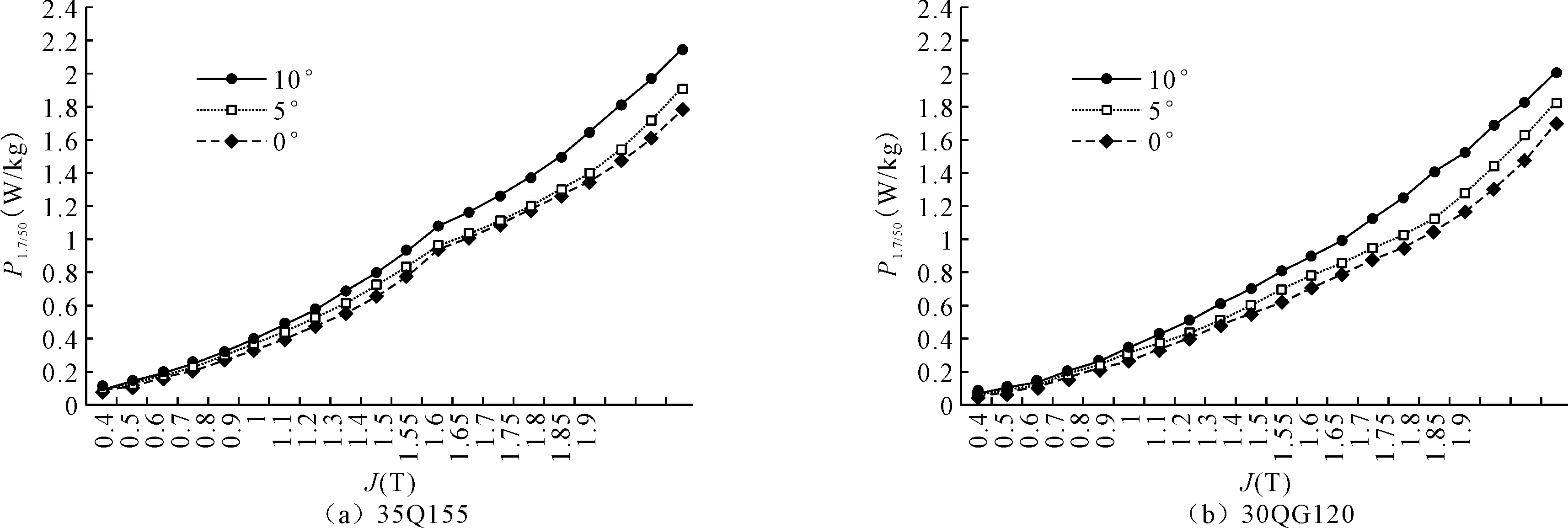
图4 35Q155、30QG120牌号取向电工钢剪切角度为0°、5°、10°时铁损曲线
从图4可知,35Q155、30QG120牌号取向电工钢剪切角度为0°和5°时的铁损曲线基本重合,变化很小;剪切角度为10°时,磁密度在1.0T以下的铁损曲线与剪切角度为0°和5°的铁损曲线基本重合,在1.0T以上曲线呈上升趋势,铁损上升较大。
2.4 分析与讨论
由于取向电工钢具有典型的高斯织构,沿轧制方向施加外部磁场获得的磁性能最好,当施加外部磁场越偏离轧制方向,磁畴在转动过程中就会消耗更多的能量,导致磁滞损耗大幅增加,从而整体损耗增加[2]。从磁性能角度考虑,取向电工钢铁损均随着剪切角度的增大而增加;剪切角度在20°以内时,退火前后磁性能变化不大,特别是对铁损的改善幅度较小;剪切角度在10°以内时,各角度的磁密度在1.0T以下的铁损曲线变化区别不大。从牌号等级角度考虑,30QG120牌号等级高于35Q155,整体性能较优,制造的定子铁芯性能也会更优。但是,随着取向钢厚度规格的减薄,取向钢牌号等级越高,销售单价越贵,其对用户在冲剪、叠片等过程的设备精度及加工精度提出了更高的要求,加工和用材成本也会大幅增加。因此,用户在设计电工钢片选材时,会充分考虑取向钢的磁性能、牌号等级及厚度规格等综合因素。大型电机用取向电工钢一般选用厚度规格0.35mm的35Q155牌号取向电工钢。
设计人员在进行汽轮发电机设计时,要尽量降低铁芯损耗和节约发电机尺寸。大型汽轮发电机若选用取向电工钢片做定子铁芯,因为其损耗随着磁通与轧制方向之间的夹角增大而增加,一般选择轭部顺轧制方向。有的汽轮发电机定子铁芯轭部重量比齿部大得多,为了减少铁芯总损耗,取向电工钢片尽量使冲片轭部与轧制方向一致,偏离角控制在10°以内。因此,在有效降低轭部损耗或损耗相同的情况下,可显著提高磁通密度,节约电工钢片的用量和缩小发电机外径。两级式汽轮发电机转速达1500~3000r/min,其定子铁芯通常用取向电工钢制造,使轭部平行于轧制方向,冲成扇形片,扇形片轭部与齿部的面积比为5∶1,而其铁损占比为1.15∶1。由于齿部是横向的,磁性能比较差,所以,在设计最大工作磁密度时,齿部磁密度Bm设计约1.8T。某用户应用35Q155牌号取向电工钢制作的大型汽轮发电机组,应用于神华天明、福清核电、榆林横山等发电机组。
3 结论
通过以上试验分析可知,取向电工钢铁损P1.7/50随着剪切角度的增大而呈上升趋势;磁极化强度J800随着剪切角度的增大而呈下降趋势;将取向电工钢在剪切角度控制在10°以内,剪切角度和剪切应力对磁性能影响较小。
从磁性能角度考虑,30QG120牌号整体性能优于35Q155,但综合考虑硅钢片加工性能和用材成本等因素,大型电机用取向电工钢一般选用厚度规格0.35mm的35Q155牌号取向电工钢。用户在使用35Q155牌号取向电工钢时,可根据钢厂提供的不同剪切角度磁化曲线,在铁芯设计制作时进行适当调整,进一步提升发电机组效率。
猜你喜欢
科技风(2022年34期)2022-12-14
防爆电机(2022年4期)2022-08-17
橡塑技术与装备(2022年8期)2022-08-05
钢铁钒钛(2022年2期)2022-08-03
科技研究·理论版(2022年7期)2022-03-23
防爆电机(2021年4期)2021-07-28
农产品加工(2020年21期)2020-12-16
砖瓦世界·下半月(2020年6期)2020-10-20
儿童时代·快乐苗苗(2018年1期)2018-08-29
幼儿教育·父母孩子版(2017年9期)2017-11-15