
乳猪教槽料加工工艺的演变
2020-12-30 04:40徐登科彭君建徐国安
饲料博览 2020年11期
徐登科,彭君建,2*,徐国安,陈 辉,2,闾 宏,2,张 乐,2,孙 翔
(1.江苏丰尚智能科技有限公司,江苏 扬州 225009;2.国家饲料加工装备工程技术研究中心,江苏 扬州 225009)
随着我国生猪养殖水平提高,乳猪断奶日龄日益缩短。乳猪营养缺乏促进教槽料的开发与推广应用,而优质教槽料应结合乳猪消化系统发育不完善、消化能力差、免疫系统不健全、抗病力差、生长速度快、营养要求高的生理特点开发和设计,从根本上解决仔猪腹泻、断奶应激等断奶综合症的问题,让乳猪平稳渡过断奶关,避免各种应激[1]。优质教槽料一般需要具备以下特点:易于消化和营养吸收,其中成品颗粒料中淀粉糊化度水平应尽量高,同时抗营养因子低。适口性好,乳猪喜欢吃,采食量大,才可能有良好的日增重指标;营养全面均衡。各种原料的营养成分不同,效率也不同,因此必须科学配方,精心调制。仔猪发病率低且无断奶应激现象。断奶应激会造成仔猪体重下降,生长停滞[2-5]。本文从加工工艺角度出发,重点阐述乳猪教槽料加工工艺演变过程中如何解决“改变淀粉糊化度水平、提升蛋白质水合效果、降低抗营养因子及病菌毒素必须高温,而高温会造成热敏配方及维生素、酶制剂的损失”的矛盾,期待对饲料企业选择教槽料工艺和设备给予帮助[6]。
1 乳猪教槽料加工工艺的演变
1.1 教槽料的最佳糊化度
淀粉糊化作用是饲料加工过程中重要的物理化学特性变化过程,淀粉糊化度是指淀粉中糊化淀粉与全部淀粉量之比的百分数,是评价颗粒饲料加工质量的重要指标,直接影响畜禽吸收利用饲料中能量物质效率,进而影响饲料转化效率和畜禽生长状态[7-10]。关于教槽料最佳糊化度的问题,不同的人有不同的观点,但基本上可形成以下共识:教槽料的整体糊化度不能低,一般不低于50%,糊化度太低影响营养消化吸收率。教槽料的整体糊化度不需要太高,较少有人认为超过75%是合理的。
总的来说,糊化度在50%~70%比较合理。通过市场走访,发现大多数企业认为约60%糊化度是合理的,同时笔者将市场上饲料产品成品质量目标进行梳理,见表1,供饲料企业参考。
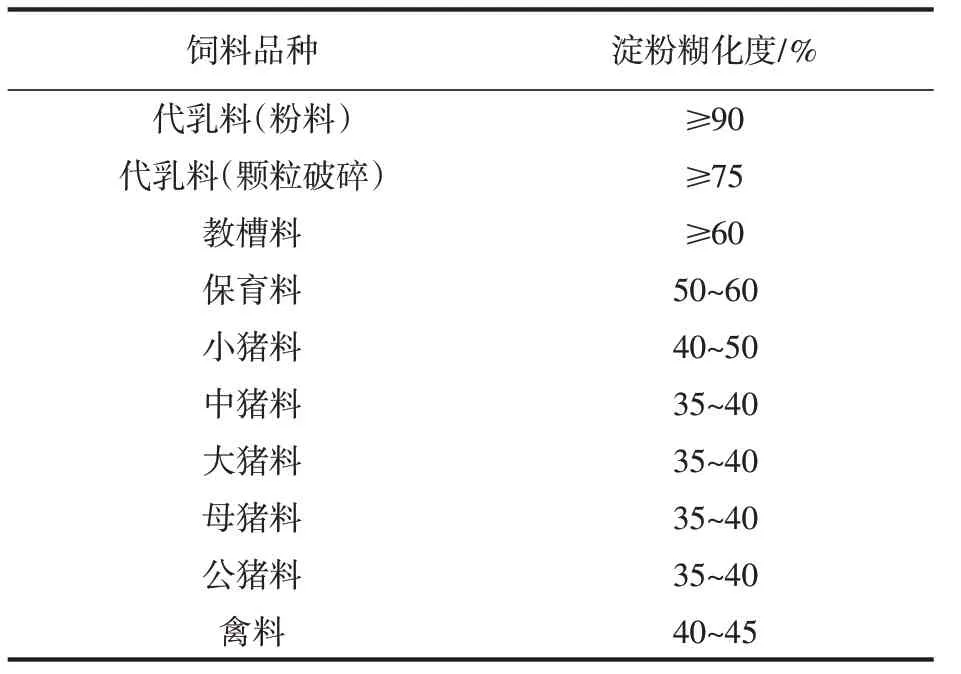
表1 市场上饲料成品质量目标
本文以时间为坐标,对先后出现的乳猪教槽料工艺特点归纳和分析,阐述乳猪教槽料加工工艺演变过程中如何解决“改变淀粉糊化度水平、提升蛋白质水合效果、降低抗营养因子及病菌毒素必须高温,而高温会造成热敏配方及维生素、酶制剂的损失”的矛盾[11]。
1.2 传统乳猪料加工工艺
传统乳猪料加工工艺流程见图1。
该工艺主要特征如下:(1)原料初清后粉碎,然后混合、调质制粒冷却,最好进行筛理打包的工艺流程。混合工段,包括乳清粉、维生素、酶制剂等热敏成分在内的全部物料参与混合;混合之后的物料进入调质器中调质,物料得到一定预熟化,之后物料进入制粒机压制成颗粒,经冷却和打包得到成品。(2)该工艺流程中对成品熟化起作用的工段主要是调质工段。调质水分、调质温度、调质时间为影响调质效果的三要素。调质水分为第一要素,调质水分提升有利于调质效果改善,但调质器下游设备制粒机控制入模水分≤16%~17%,水分超过入模水分后,制粒机压辊有打滑风险,因此在生产过程中调质水分不能太高。调质温度提升也有利于调质效果改善,但乳清粉等当温度超过70 ℃时,损失严重,因此在生产过程中调质温度不能太高。调质时间延长对于调质效果改善有一定作用,因此客户往往通过“空间换时间”即通过加大调质器空间来延长调质时间,因此保质器越来越多的应用在该工艺中,但是单纯依靠蒸汽热能对于糊化度提升有限,一般成品糊化度约在30%。(3)熟化程度低直接影响乳猪料消化率,且适口性不足。(4)糊化度低也是物料在调质器中采用相对较高温度调质获得的。不可避免对一些热敏成分也造成破坏,影响颗粒料最终营养品质。
随着时间推移,传统乳猪教槽料工艺逐渐被淘汰,欧洲的膨胀工艺进入国内饲料行业。

图1 传统乳猪教槽料加工工艺
1.3 传统膨胀加工工艺
传统膨胀加工工艺在国外应用比较多,该工艺流程(见图2)较灵活,工艺流程可实现3 种产品生产。(1)膨胀锅巴料。其工艺流程为原料经初清、粉碎,配料混合、调质、膨胀、冷却、筛理、打包等工序。(2)膨胀破碎料。其工艺流程为原料经初清、粉碎,配料混合、调质、膨胀、破碎、冷却、破碎、筛理、打包等工序。(3)膨胀颗粒料。其工艺流程为原料经初清、粉碎,配料混合、调质、膨胀、破碎、制粒、冷却、筛理、打包等工序。
该工艺具有以下特点:工艺灵活,可兼顾不同产品生产;与传统乳猪料加工工艺相比,所有物料经过熟化处理,在蒸汽热能利用的基础上,引入膨胀器挤压处理,物料中淀粉糊化度可提升至40%~50%。从养殖效果上超越了传统乳猪料加工工艺;该工艺缺点是在膨胀的过程中乳清粉等热过敏成分损失多,后续工艺和设备中不能补充损失的营养成分,造成配方营养水平损失;该工艺对于成品糊化度进一步提升比较困难,乳猪料适口性不足。
该工艺在90 年代的广西风靡一时,但是该工艺不能有效解决热敏成分在加工过程的损失问题,单一原料膨化低温制粒工艺在国内悄然兴起。
1.4 单一原料膨化低温制粒工艺
单一原料膨化低温制粒工艺(见图3),是目前应用最广泛的一种乳猪教槽料加工工艺。单一原料(玉米、大豆)经初清、粉碎、调质膨化、冷却、粉碎后进入待配料仓,与其他原料(配方中的玉米、豆粕等大宗原料)、热敏配方等配料混合,然后低温制粒、冷却、筛理、打包的工艺流程。

图2 传统膨胀加工工艺

图3 单一原料膨化低温制粒工艺
单一原料膨化低温制粒工艺具有以下特点:(1)针对不同物料不同特性膨化处理,部分玉米进行膨化处理,膨化玉米糊化度85%~95%,现场膨化玉米容重基本控制在350~420 g·L-1;(2)膨化大豆生产线,专线专用,避免交叉污染;膨化大豆尿酶活性≤0.01~0.10,抗营养因子处理彻底;(3)热敏配方成分添加后低温制粒,营养成分损失较少;(4)全部豆粕、绝大部分玉米及其他大宗原料未高温处理,糊化度水平较低,且卫生指标不高。并且成分间糊化度水平差异较大,容易造成颗粒间不均匀性。
单一原料膨化低温制粒工艺无法兼顾其他大宗原料,行业中部分企业开始采用膨胀低温制粒工艺。
1.5 膨胀低温制粒工艺(舒化工艺)
膨胀低温制粒工艺是对传统膨胀加工工艺改良的一种工艺(见图4)。首先物料初清、粉碎、配料混合,所有大宗原料(玉米、豆粕、膨化大豆等)一次混合,高温调质膨胀处理,然后冷却、粉碎,与热敏成品原料二次混合,再采用低温调质、制粒、冷却、筛理、打包等工艺流程。
该工艺具有以下特点:(1)良好解决加工工艺中“改变淀粉糊化度水平、提升蛋白质水合效果、降低抗营养因子及病菌毒素必须高温,而高温会造成热敏配方及维生素、酶制剂的损失”的问题。(2)膨化大豆生产线,专线专用,避免交叉污染;膨化大豆尿酶活性≤0.01~0.1,抗营养因子处理彻底。(3)热敏配方成分添加后采用低温制粒,营养成分损失较少。(4)该工艺得到饲料的糊化度和膨胀加工工艺一样,物料中淀粉的糊化度可提升至40%~50%,成品糊化度进一步提升比较困难,乳猪料适口性不足。(5)由于膨胀的剪切力低,对一些豆粕等原料脱毒不彻底。
目前该工艺有一些厂家应用,但该工艺在对糊化度水平要求较高的场合,有些无能为力,一种全新的全膨化低温制粒工艺悄然兴起[12]。
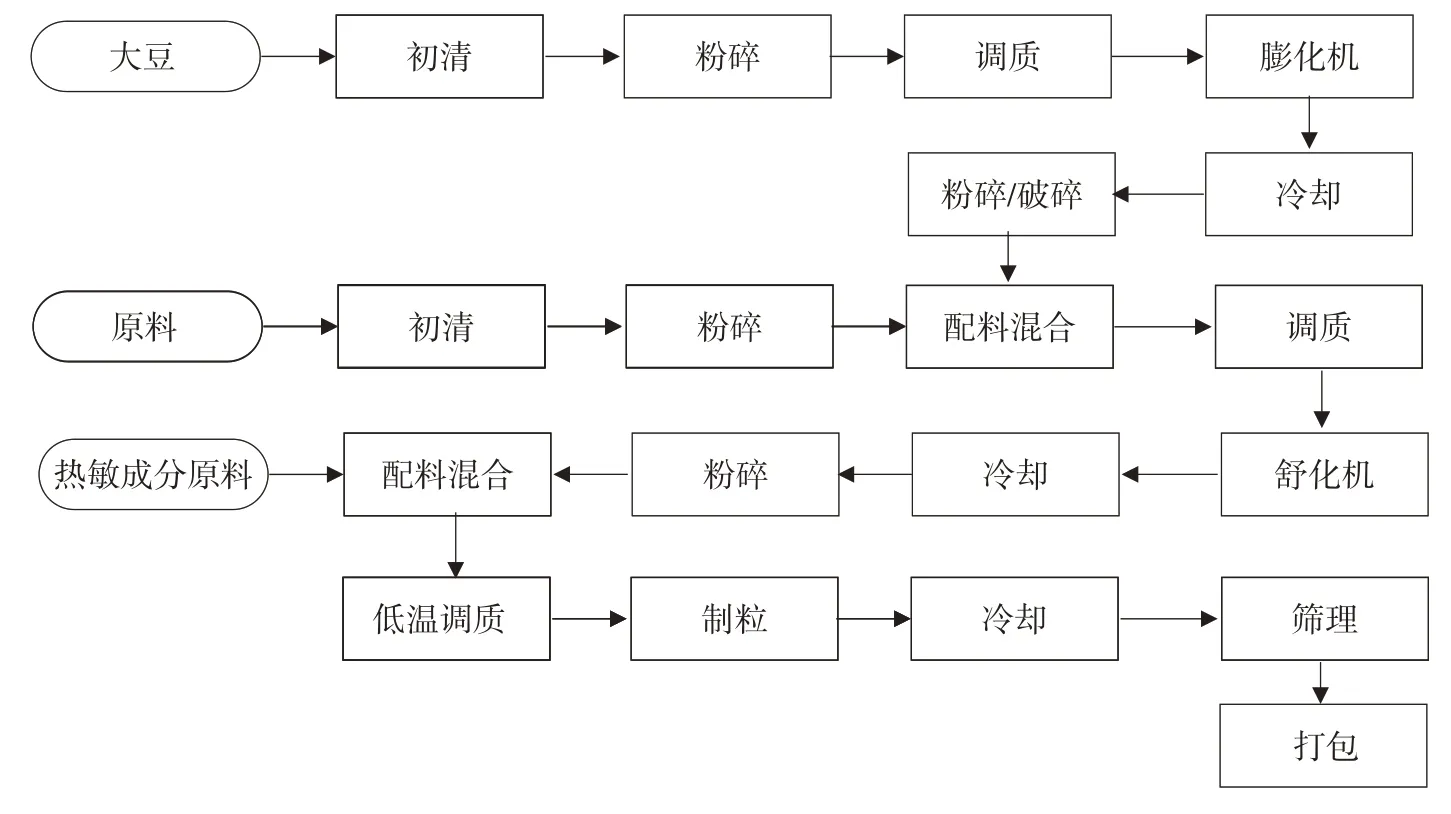
图4 膨胀低温制粒工艺(舒化工艺)
1.6 全膨化低温制粒工艺
全膨化低温制粒工艺与膨胀低温制粒工艺相比(见图5),主要不同点是把工艺流程中的膨胀器用膨化机进行优化,这里的膨化不是单一原料膨化而是配合物料膨化处理,主要为解决膨胀器对熟化度水平提升程度不足的问题[13]。
该工艺具有以下特点:(1)全膨化低温制粒工艺解决加工工艺中“改变淀粉糊化度水平、提升蛋白质水合效果、降低抗营养因子及病菌毒素必须高温,而高温会造成热敏配方及维生素、酶制剂的损失”的问题。(2)膨化大豆生产线,专线专用,避免交叉污染;膨化大豆尿酶活性0.01~0.1,抗营养因子处理彻底。(3)热敏配方成分添加后采用低温制粒,营养成分损失较少。(4)由于采用挤压强度更高的畜禽料膨化机,物料中淀粉的糊化度可提升至50%~70%,大幅改善乳猪颗粒适口性。(5)由于采用膨化作业处理,豆粕等原料脱毒更彻底。
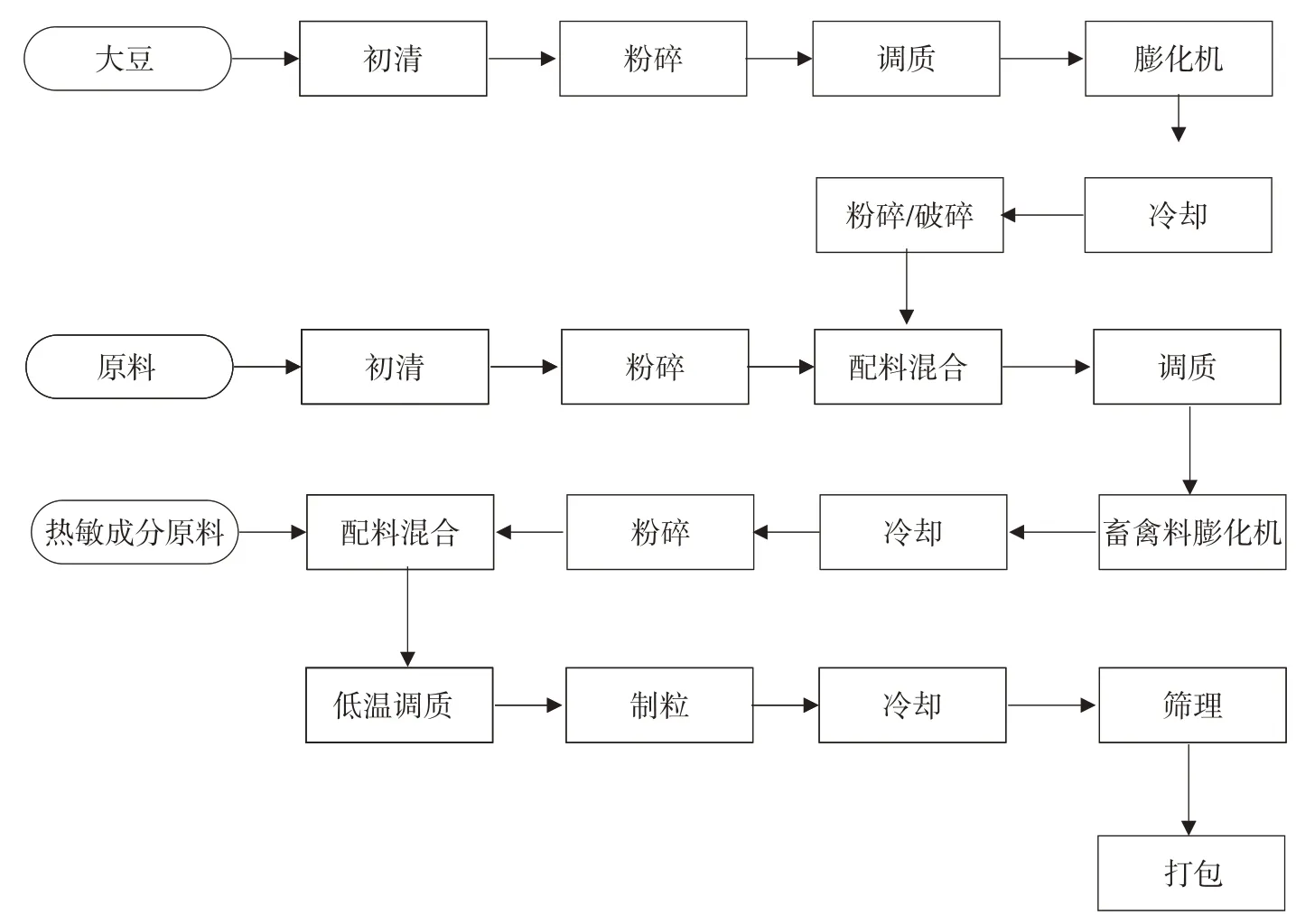
图5 全膨化低温制粒工艺
2 总 结
随着饲料加工水平不断提升,饲料加工工艺也发生较大变化,单一原料膨化低温制粒工艺经过多年发展,是目前应用最广泛的工艺流程。但客户对配方营养、营养损失、饲料清洁、安全等方面的关注度日益增加,全膨化低温制粒工艺得到越来越多的客户认可[14]。乳猪料教槽加工工艺在不断发展,相关设备也在不断提升。相信未来会有新工艺、新设备不断涌现。笔者作为系统方案供应商,会持续工艺和设备进行优化和研究,希望通过工艺和设备的持续优化,开发出优质高效的工艺及设备,推动乳猪教槽料加工水平继续提升。
猜你喜欢
中南大学学报(自然科学版)(2022年8期)2022-09-21
农家致富顾问·上半月(2021年8期)2021-12-26
中国畜禽种业(2021年11期)2021-12-09
能源工程(2021年1期)2021-04-13
中国畜禽种业(2020年9期)2020-12-16
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
科学导报·学术(2018年13期)2018-10-21
天津农业科学(2017年6期)2017-06-10
科学与财富(2017年2期)2017-03-15
