不锈钢管材钨极氩弧焊焊接接头微观组织研究
2020-12-30 08:37徐俊阳仲照旭王斯妮公秀凤
中国金属通报 2020年9期
陈 晨,徐俊阳,仲照旭,王斯妮,公秀凤
(1.吉林安德电化科技有限公司沈阳分公司,辽宁 沈阳 110000;2.沈阳富创精密设备有限公司,辽宁 沈阳 110168)
304不锈钢是目前应用最广泛的奥氏体不锈钢之一,具有非常好的综合性能,其中包括良好的成型性和耐蚀性,尤其是经过焊接后,304不锈钢还能够具有非常好的焊接性能。钨极气体保护焊,通过氩气气氛对焊接部位进行保护,起到隔绝空气的目的,从而获得高质量的焊缝组织,并达到相应的性能要求。
本文针对304不锈钢管材,通过最常用的氩弧焊的方式使管材得到有效连接,对获得的焊接接头的显微组织和硬度进行了讨论,为实际应用提供了理论依据。
1 试样材料与方法
母材为304奥氏体不锈钢管材,供货状态为固溶态,焊接管材尺寸为φ18mm*1.5mm。采用气体(氩气)保护的钨极氩弧焊,环焊方式,无焊条,采用脉冲式焊接工艺。304不锈钢母材金相组织如图1所示,可以看出母材组织为奥氏体等轴晶组织。

图1 304不锈钢母材金相组织
焊接前,对管材端面及附近进行清理,清洁部分长度要达到10cm,并分别用150#、400#砂纸将端面打磨平整,清洗干净后待用。管材端面无需开坡口。采用直径为1.6mm的钨极进行焊接,钨极尖端距离工件外壁1.3mm~1.5mm.。焊接工艺如表1所示。

表1 焊接工艺参数
通过显微硬度仪对焊缝及其周围热影响区、母材的硬度进行测量,采用维氏压头,压力100g。
2 试验结果及分析
宏观观察,焊缝成形良好,无气孔、裂纹等缺陷,焊缝宽度均匀,为光亮的鱼鳞状咬合波纹,并通过X射线探伤仪的检测。
2.1 焊缝微观组织形貌
304不锈钢管材焊接后金相组织如图2所示,包括(a)焊缝中心位置及(b)热影响区。304不锈钢组织为奥氏体,由于其成分影响,凝固过程后,焊缝中δ-铁素体作为初生相。
焊缝中心位置,由于各个方向生长的δ-铁素体组织相遇,产生了细小的等轴晶组织,如图2(a)所示。凝固初期形成的树枝状铁素体是在Cr较高的区域,随着冷却的进行,晶核外部的树枝晶由于含Cr较少,转变成奥氏体,从而形成中心区域骨架型结构的富Cr的δ-铁素体[1]。
熔化的金属首先从熔合线附近开始凝固,由于冷却速度快,304奥氏体不锈钢以FA模式凝固,即铁素体作为出生相,铁素体中间存在奥氏体组织[2]。从图2(b)可以看出,熔合线处出现胞状奥氏体组织,并逐渐延伸至焊缝内部,焊缝内部为树枝状的铁素体组织。
这是由于金属组织成分以及冷却速度决定的,较大的过冷度导致了胞状晶的形成,随着冷冷却的进行,产生树枝状的铁素体及内部的奥氏体混合组织。
热影响区大部分晶粒未受到影响,尺寸未发生明显变化,与母材晶粒尺寸相当。
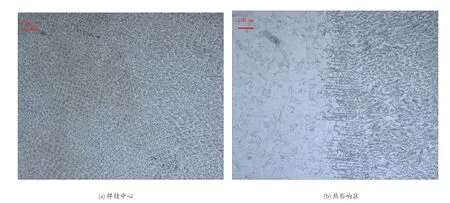
图2 管材焊后组织(a)焊缝中心及(b)热影响区
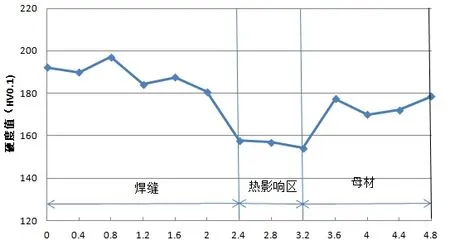
图3 焊缝及其热影响区、母材的显微硬度分布
2.2 焊缝及热影响区硬度
焊缝及其热影响区、母材的显微硬度值,如图3所示,起始点为焊缝中心位置,压痕间隔400μm。从图3可以看出母材的硬度值在170HV0.1左右;焊缝中心处硬度值在190HV0.1左右;热影响区处硬度值在160HV0.1以下。焊缝处金属经过熔融后,产生了铁素体组织,细小的柱状铁素体骨架在奥氏体基体上分布,使得硬度进一步提高到。而热影响区的位置,由于受到焊缝处热量的扩散,奥氏体晶粒应力进一步松弛,导致硬度值有略微下降[3]。
试验中采用的氩气保护的钨极氩弧焊是全封闭的焊枪,热量都集中在焊枪内,产生的焊缝宽度较窄,热量散失小,但钨极产生的热量对热影响区产生了一定的影响,导致了热影响区硬度的少量下降。
3 结论
(1)采用气体(氩气)保护的钨极氩弧焊对304不锈钢管材进行对焊焊接,可以形成外观致密,无气孔、裂纹、翻边等缺陷的焊缝组织,焊缝处形成连续的鱼鳞状咬合波纹。
(2)焊缝组织以δ-铁素体作为初生相,部分铁素体在冷却过程中转变为奥氏体组织。在焊缝内部,树枝状δ-铁素体在Cr含量较高的位置形成,随着冷却的进行,晶核外部的树枝晶由于含Cr较少,转变成奥氏体,从而形成中心区域骨架型结构的δ-铁素体以及奥氏体的混合组织。
(3)焊缝组织硬度到达190HV0.1左右,较母材170HV0.1有所提升,这是因为焊缝中产生了细小的铁素体组织。热影响区硬度由于受到焊接热量的影响可以达到160HV0.1左右。
猜你喜欢
中国安全生产科学技术(2022年9期)2022-10-17
电焊机(2022年8期)2022-09-09
科学导报(2022年18期)2022-04-10
冶金能源(2022年1期)2022-02-18
焊管(2022年1期)2022-02-11
表面技术(2021年10期)2021-11-08
魅力中国(2021年29期)2021-09-15
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22
山东工业技术(2016年23期)2016-12-23