
铜合金冷拉拔工艺及其影响
2020-12-30 08:37:28李俊岳徐印辉
中国金属通报 2020年9期
闫 晨,李俊岳,胡 亮,徐印辉
(1.江东合金技术有限公司,江苏 南通 226000;2.南京工程学院材料科学与工程学院,江苏 南京 211167;3.江苏省先进结构材料与应用技术重点实验室,江苏 南京 211167)
1 拉拔工艺及其特点
拉拔加工是管、棒、线型的主要生产方法,通过拉力作用于金属材料的前端,使金属材料在拉力作用下从具有模孔小于材料断面面积的模具中被逐渐拉出,从而获得生产加工所需要的尺寸,这种塑性加工的方法便被称为拉拔。拉拔分为冷拉拔(以下简称“冷拔”)和温拔[1],冷拔加工一般都在室温下进行,本实验选用的实验材料铜丝便是采用冷拔的加工方法,但对于某些合金钢和镁、锌这些在室温下强度较高但塑性较差的金属材料,则应采用温拔的加工方法。
在金属材料拉拔加工过程中,拉拔工艺具有以下特点[2-5]:
(1)拉拔制品的加工尺寸精确,并且表面质量较高。由于铜丝强度不足,且耐热性能较差,所以拉拔一般在室温条件下进行,即采用冷拔。经冷拉拔后的铜制品具有较高的尺寸精度,因此使用冷拉拔工艺可以减少铜制品在机械加工时的加工余量,从而节约材料。
(2)金属材料拉拔加工的设备操作十分简单,实验所用铜丝冷拔工艺在万能拉伸机上进行,用石墨机油润滑和氮气保护,并且通过更换不同尺寸模孔的模具即可生产出多种规格的铜线材制品,并且设备维修方便,所需成本也较低。
(3)拉拔工艺主要适用于生产细长的金属线材制品,这些制品一般断面尺寸很小而长,因此采用拉拔工艺制品的生产率较高。
(4)金属材料在拉拔过程中随着变形量的增加,其强度会有所提高,这种强度随变形量增加而增大的现象即为加工硬化。因此铜丝制品在冷拉拔过程中随着冷拉拔的程度加大,塑性变形量逐渐增加,其强度也随之增大。因此,拉拔工艺可以解决金属制品强度不足的问题,从而改善其力学性能。
2 铜合金冷拔初始工艺流程
铜合金冷拉拔初始工艺过程如下流程图1所示。先将铜杆通过机械加工成实验样品,经第一次退火后进行表面预处理,使实验样品表面光洁以便于后续的冷拉拔实验加工。
将冷拉拔制品进行扩散退火的热处理工艺,目的在于消除铸件凝固过程中各元素引起的成分偏析,并且细化晶粒使组织均匀化。

图1 初始工艺流程图
3 铜合金冷拔实验仪器及主要工艺参数
(1)万能拉伸机:拉拔实验在万能拉伸机上进行,在拉拔过程中,由于实验材料表面与拉伸磨具的接触面之间存在一定的摩擦力,所以拉拔过程中应采用石墨机油润滑,氮气保护,从而更容易实现拉拔。
(2)中温井式电阻炉:对于铜杆这类细长工件扩散退火的热处理一般多选择在中温井式电阻炉中进行,因为在井式电阻炉中能够保持工件原有形状,减少变形。并且与箱式炉相比,井式电阻炉更适用于表面质量要求较高的制品,但是装炉量较少,生产效率不高。
(3)金属表面清刷机:样品经第一次退火后进行表面预处理,用浓度为10%~15%的硫酸溶液浸洗5分钟左右后清水冲洗,再用丙酮清洗,将样品表面吹干后用清刷机除去样品表面的氧化膜层。
(4)拉拔速度及样品变形量选择:本实验所选取的拉拔速度及样品变形量的确定如表1所示。
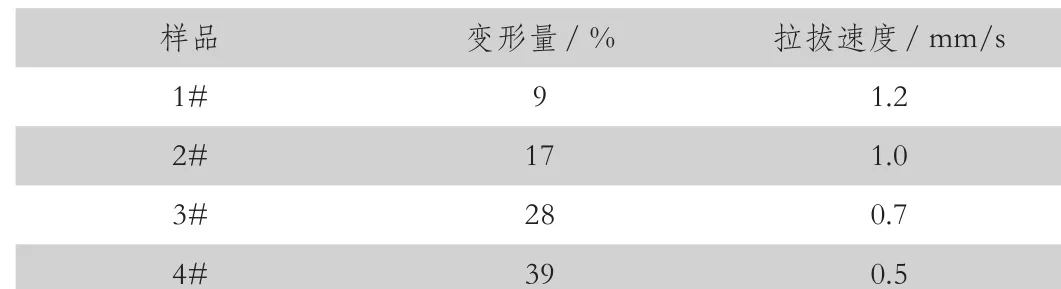
表1 不同变形量下的拉拔速度
4 结果与讨论
4.1 铜合金冷拔过程中的组织变化规律
图2为铜合金不同工艺冷拔后的组织变化图,可以明显观察到,拉拔过程中晶粒被明显拉长变形并有部分破碎,呈现出不均匀性。其原因在于经退火工艺后的纯铜试样内部晶粒的位向是各不相同的,所以各晶粒的受力方向和大小也就不同,位向与拉拔方向一致的晶粒会首先进行滑移发生变形。因此可以说明晶粒的变形不是同时进行的,这就造成了拉拔过程中出现的晶粒不均匀性。变形量为39%时,晶粒中已经可以明显地观察到纤维条纹的出现,晶界与其他试样相比也已经模糊不清,甚至部分晶粒已经发生了破碎,沿着冷拔方向逐渐钎维化。
4.2 铜合金冷拔过程中的拉拔力变化规律
图3为拉拔力随变形量的变化曲线,由图3可以明显地看出,当变形量一定,将拉拔速度由0.3mm/s增加到2.2mm/s时,所需的拉拔力呈现出先增加后略有下降,而后又逐渐增大的趋势。这是因为在拉拔过程中拉拔速度的增加而提高了样品表面的温度,由于温度效应的存在所以导致样品的位错密度减小,运动受阻减小,所需的拉拔力也有略有下降。随后所需拉拔力增加是因为应变速率的影响要大于温度效应带来的影响,导致拉拔力又逐渐增加。在同一拉拔速度下,随着拉拔变形量的增加,所需的拉拔力也呈不断增加的趋势。但是拉拔力不应大于材料抗拉强度的90%,否则当拉拔应力大于材料的抗拉强度时,会导致材料的断裂[6]。
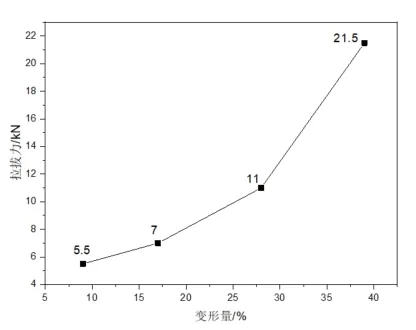
图3 拉拔力随变形量的变化曲线
5 拉拔工艺过程中的注意事项
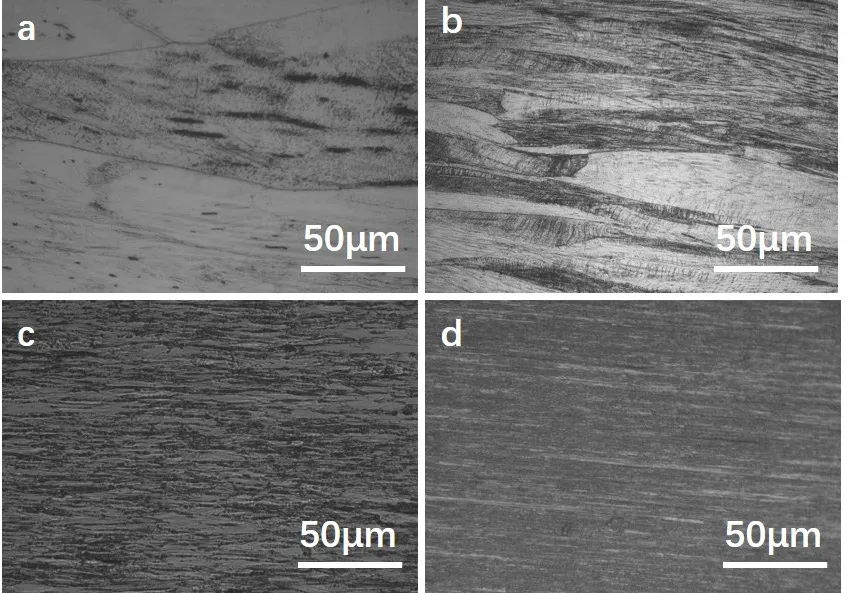
图2 铜合金不同工艺冷拔后的组织(a:1#;b:2#;c:3#;d:4#)
在试验样品进行冷拉拔工艺过程中,会存在许多影响因素对拉拔制品的质量产生影响,因此在实验过程中应注意以下事项[7]:
(1)不同的金属应选用不同的拉拔方法。金属丝制品最普遍的拉拔方法一般采用冷拔,但也有部分金属宜采用温拔或热拔工艺,例如钨、镁、锌等这些金属,其金属丝在进行拉拔加工前需要先进行加热到指定温度后才可以进入模孔。
(2)拉拔过程中应根据试验样品不同的变形量选用合适的拉拔速度和拉拔应力,避免样品在拉拔过程中出现断裂的情况。拉拔应力与试验样品的变形应变量成正比关系,随着样品的应变量逐渐增大,拉拔应力也应随之增大。
(3)在拉拔过程中,由于金属材料表面与拉拔模具的接触面间存在着一定的摩擦力,这就需要在拉拔过程中加入合适的润滑剂来减小拉拔过程中产生的摩擦力。因此在铜丝拉拔过程中,加入润滑剂可以在铜制品表面形成一层油膜,其作用在于既能加快制品拉拔速度,又能有效地减小制品表面与模具接触面之间的摩擦力,从减小拉拔过程中的由摩擦引起的损耗,提高产品质量。
拉拔油作为拉拔工艺中常用的润滑剂,其选用也十分重要。拉拔油一般分为高、中,低三种粘度。本实验选用的是石墨机油这种中粘度拉拔油,原因在于其粘度适中,润滑效果较好,并且油膜成形力强,热稳定性较高,在拉拔过程中能够有效地保护铜丝制品和拉拔模具,减少摩擦损耗,从而提高最终制品的表面质量。
6 冷拉拔加工对铜及铜合金的影响
工业生产中,铜及铜合金的冷加工硬化现象是非常明显的。一般情况下,随着拉拔道次的增加和拉拔变形量的增大,铜及铜合金的硬度和力学性能指标也会逐渐提高,但是其延伸率和断面收缩率则会逐渐下降[8,9]。
在冷拉拔加工过程中,铜制品表面组织的晶界会遭到严重破坏。并且伴随着各种强化相的出现[10],铜制品在大加工率的生产情况下容易出现开裂或断裂的现象。虽然铜制品已经经过冷拉拔加工,但在拉伸断裂时其断裂性质仍然还是韧性断裂。这表明在冷拉拔过程中铜制品的粉末颗粒之间已经形成了相当充分的粉末冶金化结合,从而也说明了冷拉拔加工对于铜制品粉末颗粒间的冶金化结合是有促进作用的。
猜你喜欢
钢管(2023年5期)2023-06-06 04:25:49
食品安全导刊(2021年21期)2021-08-30 08:21:24
粉末冶金技术(2021年1期)2021-03-29 02:34:48
钢管(2021年5期)2021-03-09 01:33:06
制造技术与机床(2019年6期)2019-06-25 10:17:56
钢管(2019年3期)2019-03-18 04:02:50
电镀与环保(2018年2期)2018-04-19 02:05:10
中成药(2017年6期)2017-06-13 07:30:35
电镀与环保(2017年2期)2017-05-17 03:42:21
中成药(2014年7期)2014-02-28 22:28:05
